
热冲压成形体.pdf

一条****然后

1/10
2/10

3/10

4/10
5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共34页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
热冲压成形体.pdf
本发明提供一种热冲压成形体,其具有规定的化学组成,其所具有的金属组织包括:以面积率计合计为10~30%的铁素体和粒状贝氏体,以及含有马氏体、贝氏体和回火马氏体中的1种以上的剩余部分组织;在表层区域及内部区域的织构中,控制由{001}<1?10>~{001}<?1?10>构成的取向组的极密度与由{111}<1?10>~{111}<?1?12>构成的取向组的极密度之比。
热冲压成形体.pdf
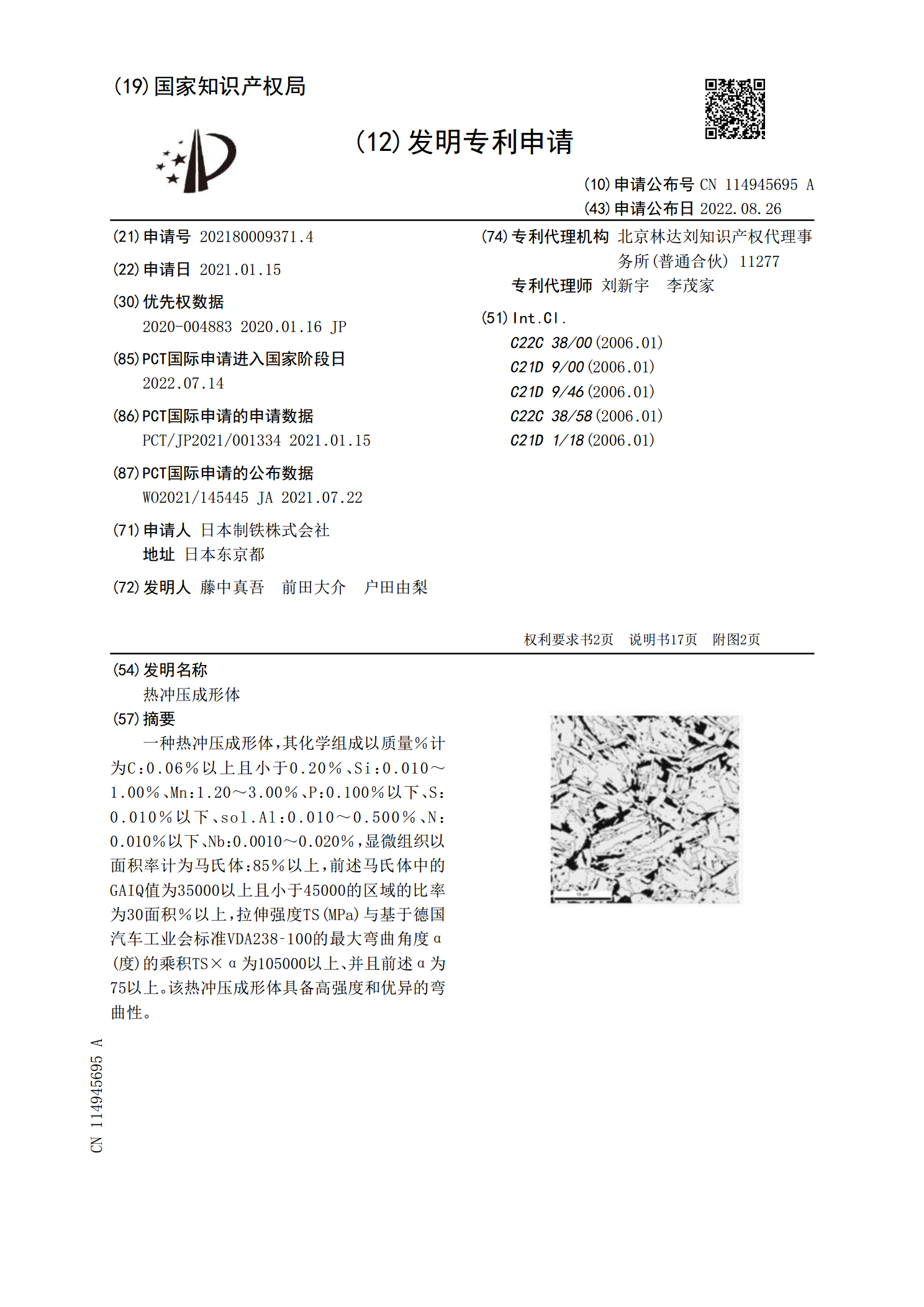
一种热冲压成形体,其化学组成以质量%计为C:0.06%以上且小于0.20%、Si:0.010~1.00%、Mn:0.80~2.00%、P:0.100%以下、S:0.010%以下、Al:0.010~0.500%、N:0.010%以下、Nb:0.020~0.10%,显微组织以面积率计为5~50%的铁素体和余量的马氏体,前述马氏体中的GAIQ值为35000以上且小于45000的区域为30面积%以上,基于德国汽车工业协会标准VDA238?100的最大弯曲角度α(度)为90以上。该热冲压成形体具备高强度、以及优异的
热冲压成形体.pdf
本发明提供一种热冲压成形体,其具有规定的化学组成,其所具有的金属组织包括:以面积率计合计为10~30%的铁素体和粒状贝氏体,以及含有马氏体、贝氏体和回火马氏体中的1种以上的剩余部分组织;在表层区域及内部区域的织构中,控制由{001}<1?10>~{001}<?1?10>构成的取向组的极密度与由{111}<1?10>~{111}<?1?12>构成的取向组的极密度之比。
热冲压成形用钢材、热冲压成形工艺及热冲压成形构件.pdf
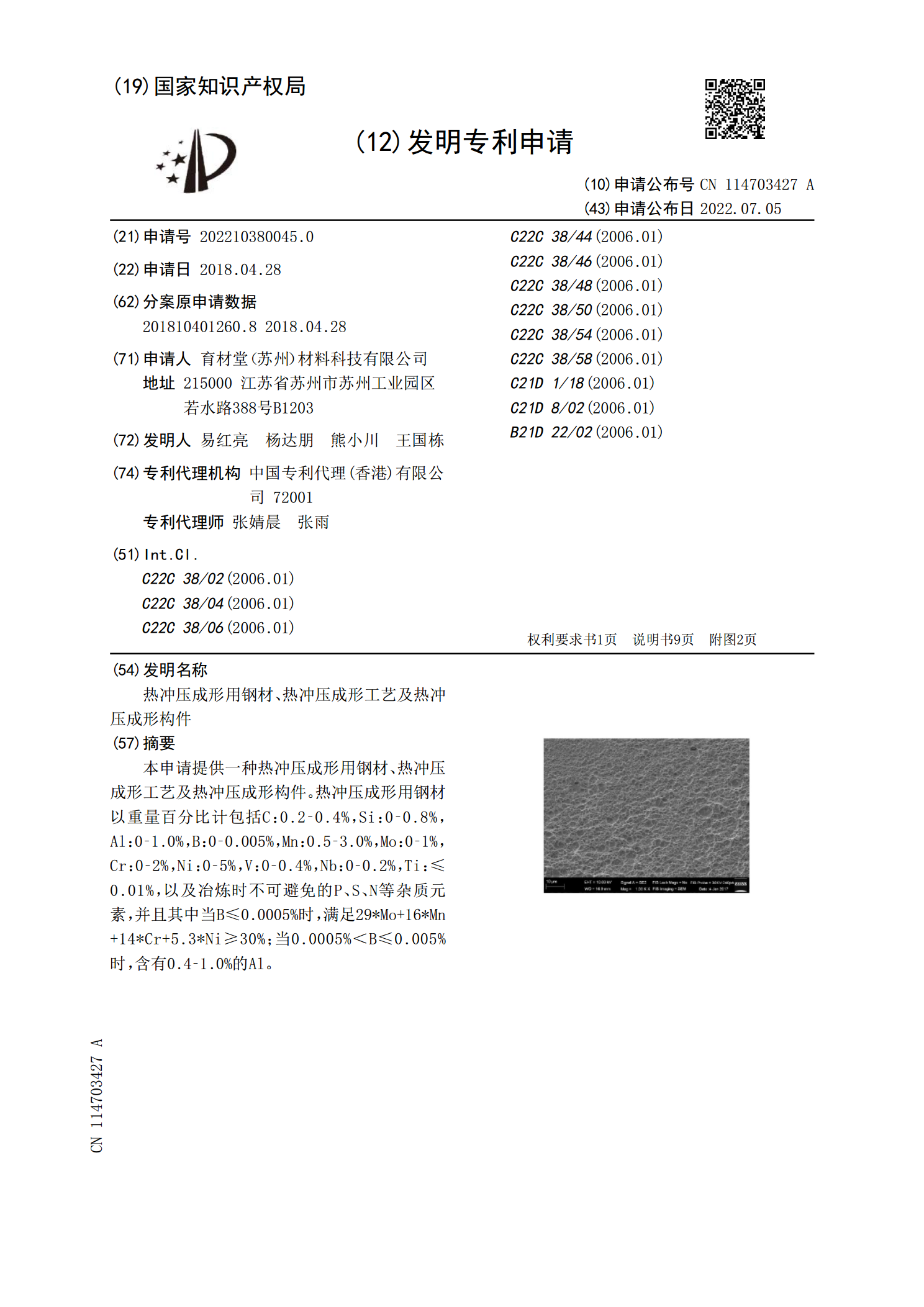
本申请提供一种热冲压成形用钢材、热冲压成形工艺及热冲压成形构件。热冲压成形用钢材以重量百分比计包括C:0.2?0.4%,Si:0?0.8%,Al:0?1.0%,B:0?0.005%,Mn:0.5?3.0%,Mo:0?1%,Cr:0?2%,Ni:0?5%,V:0?0.4%,Nb:0?0.2%,Ti:≤0.01%,以及冶炼时不可避免的P、S、N等杂质元素,并且其中当B≤0.0005%时,满足29*Mo+16*Mn+14*Cr+5.3*Ni≥30%;当0.0005%<B≤0.005%时,含有0.4?1.0%的A
热冲压成形工艺及热冲压成形构件.pdf
本发明提供一种热冲压成形工艺及热冲压成形构件,工艺包括感应加热至700~940℃,后在加热炉中加热保温;冷却至800~875℃;移送至模具,且在模具处时温度在550℃以上;热冲压成形,且冷却至250℃以下。本发明充分利用感应加热热效率高、能耗低、加热温度分布均匀等优点,实现快速加热、氧化时间的可控性,控制原料中VC析出粒子的固溶和粗化程度,有效避免了奥氏体晶粒粗化,使得组织更均匀化,力学性能较传统热冲压工艺进一步提高,一方面细化晶粒,另一方面VC析出消耗基体中的C含量,从而降低热冲压状态下马氏体中的C含量