
基于UCMW冷连轧机生产高牌号无取向硅钢的冷轧方法.pdf

努力****骞北

1/8

2/8
3/8

4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于UCMW冷连轧机生产高牌号无取向硅钢的冷轧方法.pdf
本发明公开了一种基于UCMW冷连轧机生产高牌号无取向硅钢的冷轧方法,包括:采用UCMW五机架轧机中甩中间单个机架轧制的方式;控制UCMW五机架轧机中所有机架采用平辊或预设锥度的轧辊,采用乳化液喷淋进行工艺润滑和冷却,并通过蒸汽通入乳化液的方式来提高乳化液的温度,控制乳化液温度在45℃以上;控制1#机架的压下率为30%~40%,中间机架压下率为25%~45%,成品机架压下率为10%~25%。本发明提出的基于UCMW冷连轧机生产高牌号无取向硅钢的冷轧方法,实现五机架轧机生产高牌号无取向硅钢,同时可降低制造成本
一种高牌号冷轧无取向硅钢的制造方法.pdf
本发明涉及一种高牌号冷轧无取向硅钢的制造方法,它包括依次的步骤:I将碳含量0.02%-0.05%,氧含量0.04%-0.08%,温度≥1590℃的钢水兑入钢包;II将钢水包开至钢包炉扒渣位扒渣,将渣厚控制在20mm以下;III在钢包炉造渣升温,每吨钢水加入石灰3.8±0.2Kg,萤石1.3±0.2Kg,送电升温至不低于1630℃;IV将钢水包吊至真空脱碳设备中进行真空处理,抽真空开始后3分钟将真空度抽至1mbar以下;V加入铝和硅,每吨钢水加硅铁42±4Kg,另外每脱0.001%的S,每吨钢水加1±0.2

冷轧工艺对高牌号无取向硅钢磁性的影响.docx
冷轧工艺对高牌号无取向硅钢磁性的影响高品质无取向硅钢是一种具有优异的磁性能的特殊材料。其磁性能主要是由于其平行于后续加工方向的晶粒取向而得到增强。无取向硅钢的制造工艺至关重要。无取向硅钢的冷轧工艺对其磁性性能具有重要的影响。本文将探讨冷轧工艺对高牌号无取向硅钢磁性的影响。无取向硅钢的磁性能是由其晶粒取向所决定的。晶粒取向是指晶粒中的晶脊朝向的方向。高牌号无取向硅钢需要具有垂直于冷轧方向的磁性能。晶粒取向会直接影响磁性能,如果晶粒取向不正确,会导致磁芯的性能降低。冷轧工艺是无取向硅钢制造过程中最关键的工艺之
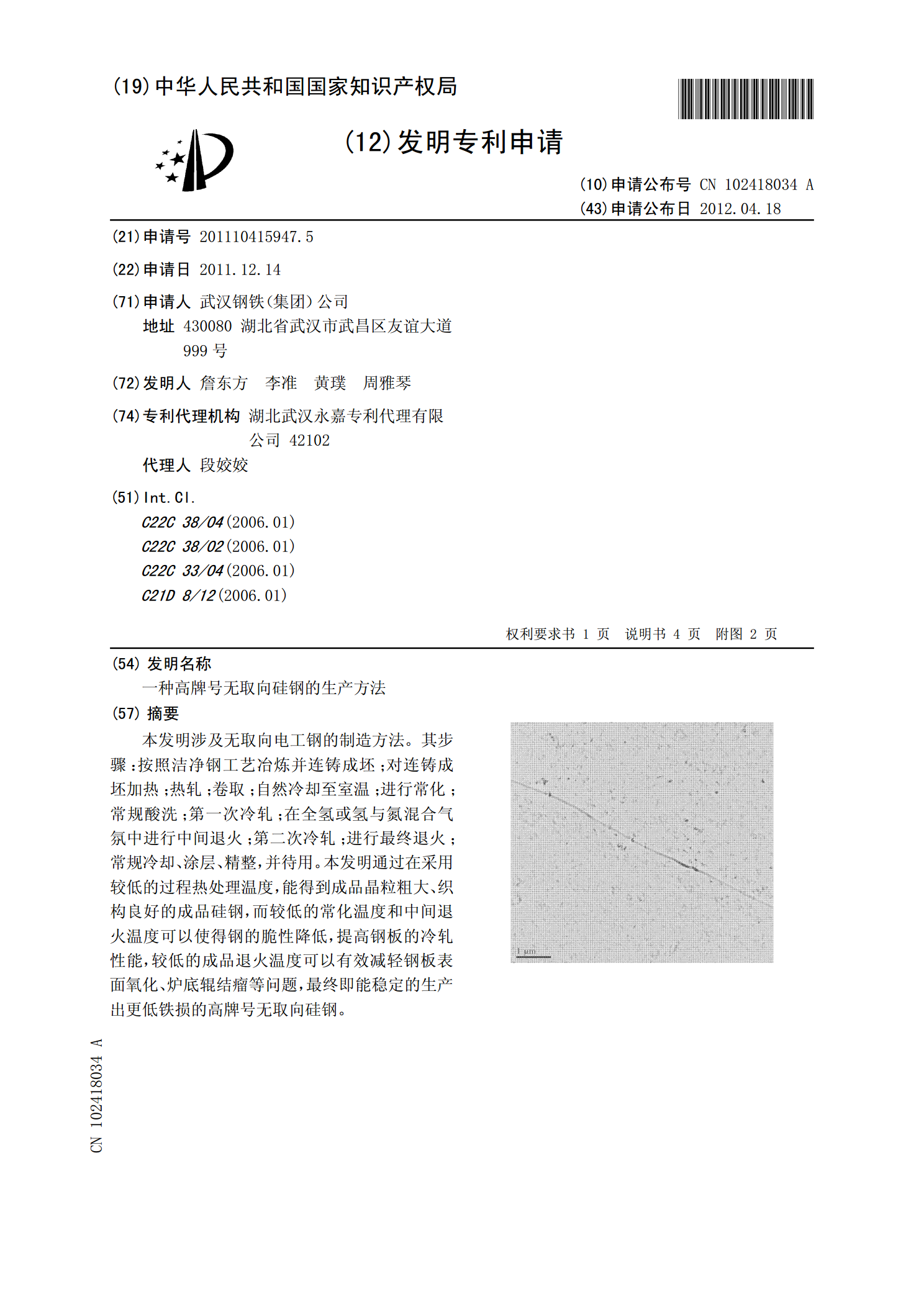
一种高牌号无取向硅钢的生产方法.pdf
本发明涉及无取向电工钢的制造方法。其步骤:按照洁净钢工艺冶炼并连铸成坯;对连铸成坯加热;热轧;卷取;自然冷却至室温;进行常化;常规酸洗;第一次冷轧;在全氢或氢与氮混合气氛中进行中间退火;第二次冷轧;进行最终退火;常规冷却、涂层、精整,并待用。本发明通过在采用较低的过程热处理温度,能得到成品晶粒粗大、织构良好的成品硅钢,而较低的常化温度和中间退火温度可以使得钢的脆性降低,提高钢板的冷轧性能,较低的成品退火温度可以有效减轻钢板表面氧化、炉底辊结瘤等问题,最终即能稳定的生产出更低铁损的高牌号无取向硅钢。
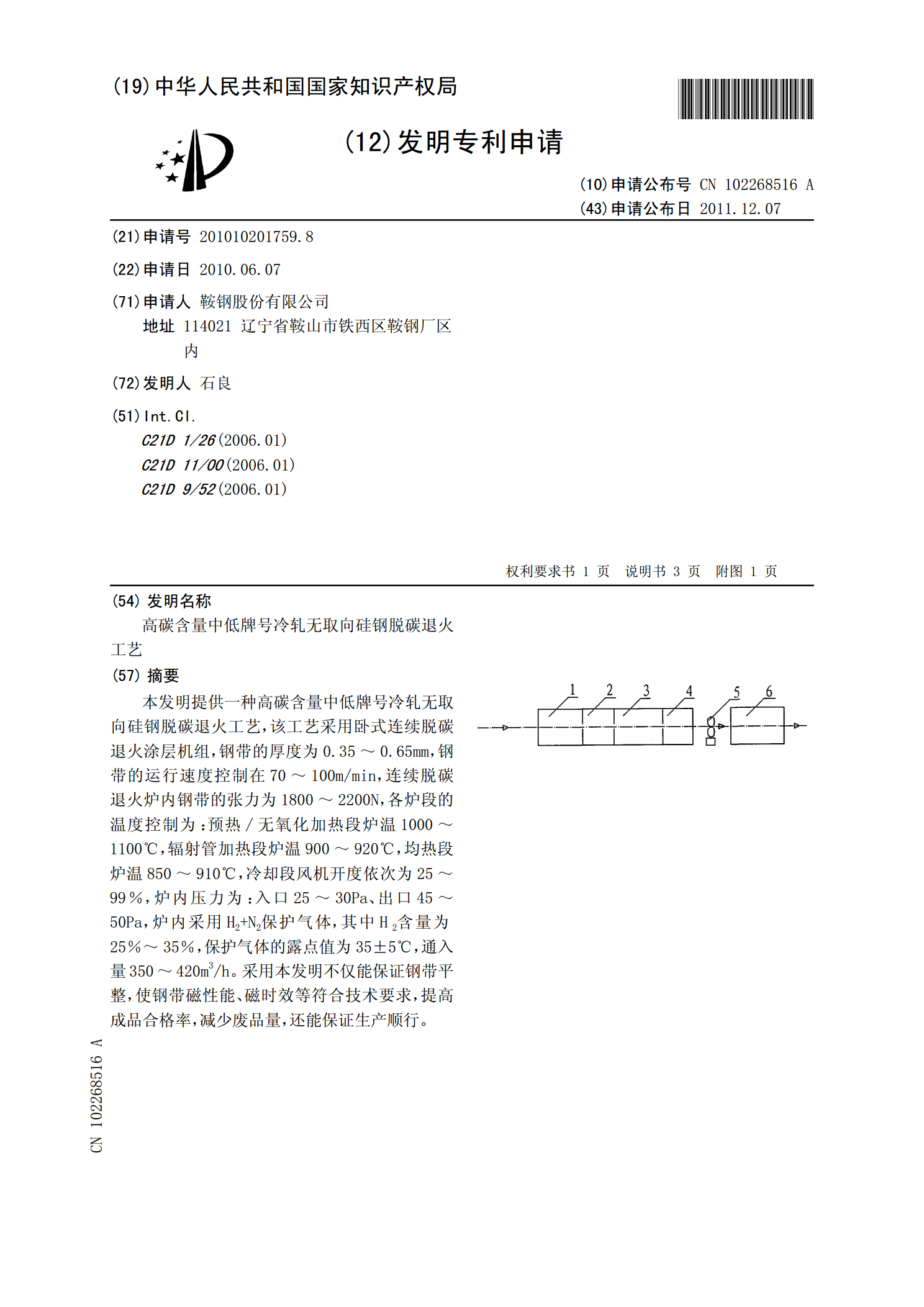
高碳含量中低牌号冷轧无取向硅钢脱碳退火工艺.pdf
本发明提供一种高碳含量中低牌号冷轧无取向硅钢脱碳退火工艺,该工艺采用卧式连续脱碳退火涂层机组,钢带的厚度为0.35~0.65mm,钢带的运行速度控制在70~100m/min,连续脱碳退火炉内钢带的张力为1800~2200N,各炉段的温度控制为:预热/无氧化加热段炉温1000~1100℃,辐射管加热段炉温900~920℃,均热段炉温850~910℃,冷却段风机开度依次为25~99%,炉内压力为:入口25~30Pa、出口45~50Pa,炉内采用H2+N2保护气体,其中H2含量为25%~35%,保护气体的露点值