
一种柔性自动装夹轨道装置及焊接机器人.pdf

努力****晓骞


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种柔性自动装夹轨道装置及焊接机器人.pdf
本发明涉及一种柔性自动装夹轨道装置及焊接机器人,属于管道焊接机器人技术领域。柔性自动装夹轨道装置,包括:平移滑动模组,所述平移滑动模组的顶部的中间位置设有旋转连接头,所述平移滑动模组的底部设有可拆分导轨,所述可拆分导轨的内侧设有调心机构和压紧机构,所述可拆分导轨包括能够对合组成圆环的两段弧形导轨,两段所述弧形导轨相对设置在所述平移滑动模组底部,且能够在所述平移滑动模组下相对滑动。有益效果:通过可拆分导轨在平移滑动模组上移动来实现管道焊接机器人的快速安装和拆卸,通过调心机构和压紧机构能保证焊接位置的精准。

一种柔性装夹装置.pdf
一种柔性装夹装置,包括电源模块、电机减速机构、活动夹头、固定夹头、丝杆、工作台、压力传感器、滑动块,还具有探测电路;工作台的上端具导向槽,电机减速机构安装在工作台内,丝杆一端和电机减速机构动力输出轴安装在一起,丝杆和滑动块下部经螺纹连接在一起,活动夹头、固定夹头各有多套,滑动块上端安装有滑动板,活动夹头安装在滑动板上;压力传感器和固定夹头安装在一起,固定夹头安装在滑动槽侧端;电源模块、探测电路、电源开关安装在元件盒内并电性连接。本新型可设定最大夹持力,有效夹稳工件的前提下,还能防止夹坏工件,还能实现尽可能
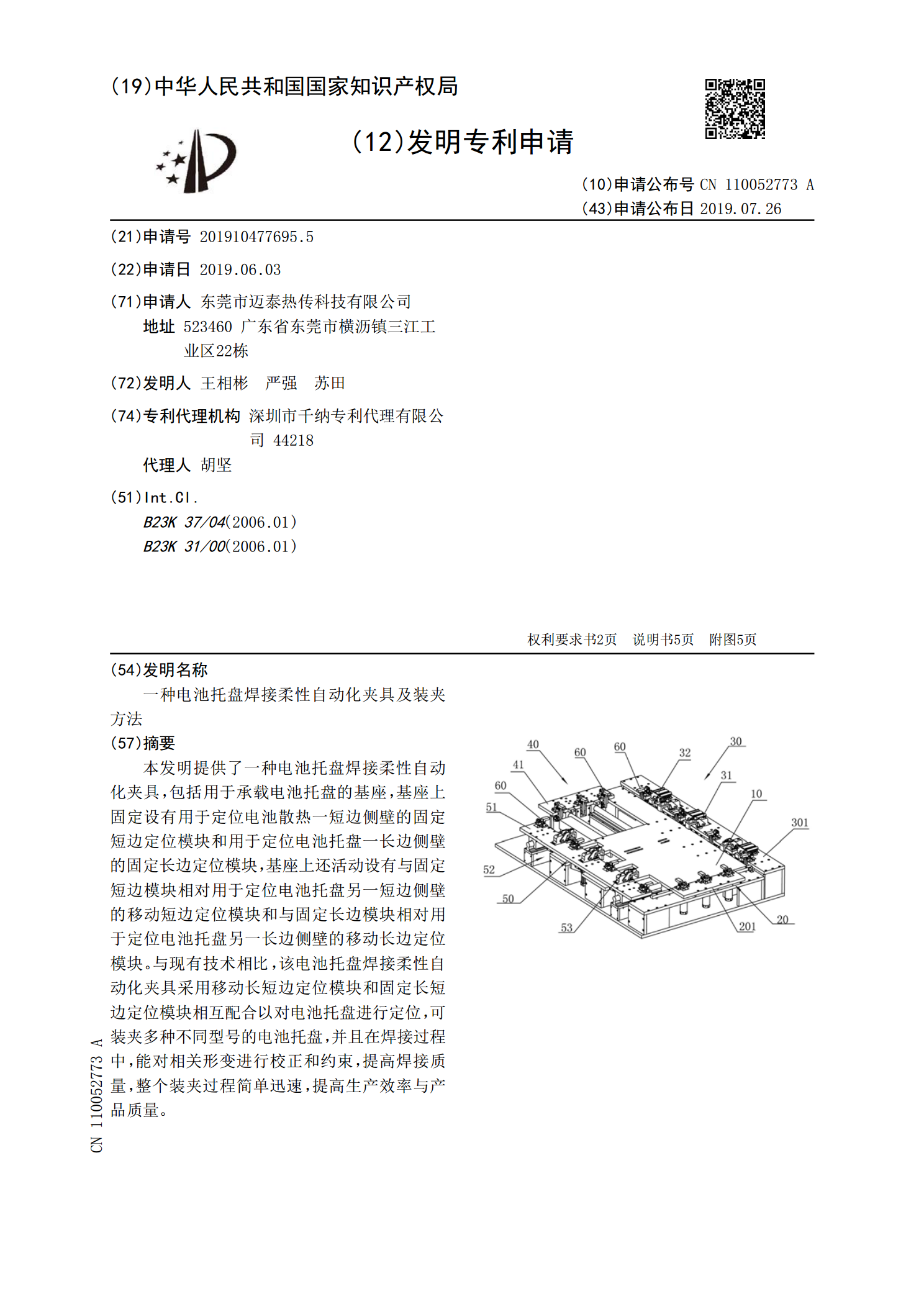
一种电池托盘焊接柔性自动化夹具及装夹方法.pdf
本发明提供了一种电池托盘焊接柔性自动化夹具,包括用于承载电池托盘的基座,基座上固定设有用于定位电池散热一短边侧壁的固定短边定位模块和用于定位电池托盘一长边侧壁的固定长边定位模块,基座上还活动设有与固定短边模块相对用于定位电池托盘另一短边侧壁的移动短边定位模块和与固定长边模块相对用于定位电池托盘另一长边侧壁的移动长边定位模块。与现有技术相比,该电池托盘焊接柔性自动化夹具采用移动长短边定位模块和固定长短边定位模块相互配合以对电池托盘进行定位,可装夹多种不同型号的电池托盘,并且在焊接过程中,能对相关形变进行校正

柔性装夹装置.pdf
本发明公开了一种柔性装夹装置,套筒(2)固定在底座(1)上,调节轴(14)分别与芯轴(9)、套筒(2)连接,芯轴(9)固定在调节轴(14)上端面,调节轴(14)的底端外壁与套筒(2)内壁为小间隙配合;锁紧螺钉(13)安装在套筒(2)右上侧壁,小齿轮(12)通过转轴(11)安装在套筒(2)左上侧壁,浮动轴(5)侧壁设置锯齿,小齿轮(12)能够与浮动轴(5)侧齿啮合。本发明能满足车轮加工的需要,能提高车轮质量,同时具有结构简单、便于制作、性能稳定、精度能满足加工要求、制造成本低的特点。
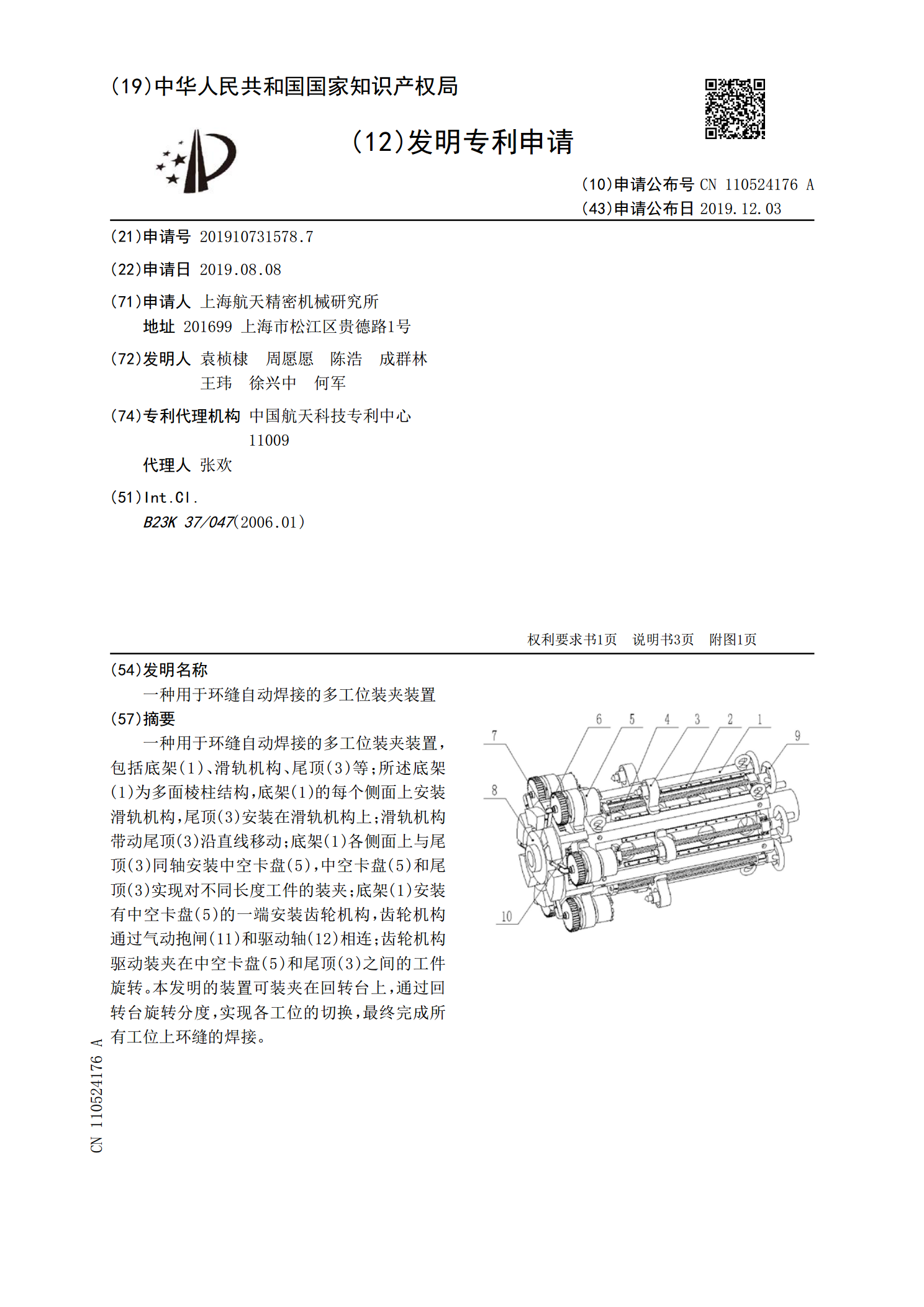
一种用于环缝自动焊接的多工位装夹装置.pdf
一种用于环缝自动焊接的多工位装夹装置,包括底架(1)、滑轨机构、尾顶(3)等;所述底架(1)为多面棱柱结构,底架(1)的每个侧面上安装滑轨机构,尾顶(3)安装在滑轨机构上;滑轨机构带动尾顶(3)沿直线移动;底架(1)各侧面上与尾顶(3)同轴安装中空卡盘(5),中空卡盘(5)和尾顶(3)实现对不同长度工件的装夹;底架(1)安装有中空卡盘(5)的一端安装齿轮机构,齿轮机构通过气动抱闸(11)和驱动轴(12)相连;齿轮机构驱动装夹在中空卡盘(5)和尾顶(3)之间的工件旋转。本发明的装置可装夹在回转台上,通过回转