
一种泵车前支腿生产线.pdf

羽沫****魔王

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种泵车前支腿生产线.pdf
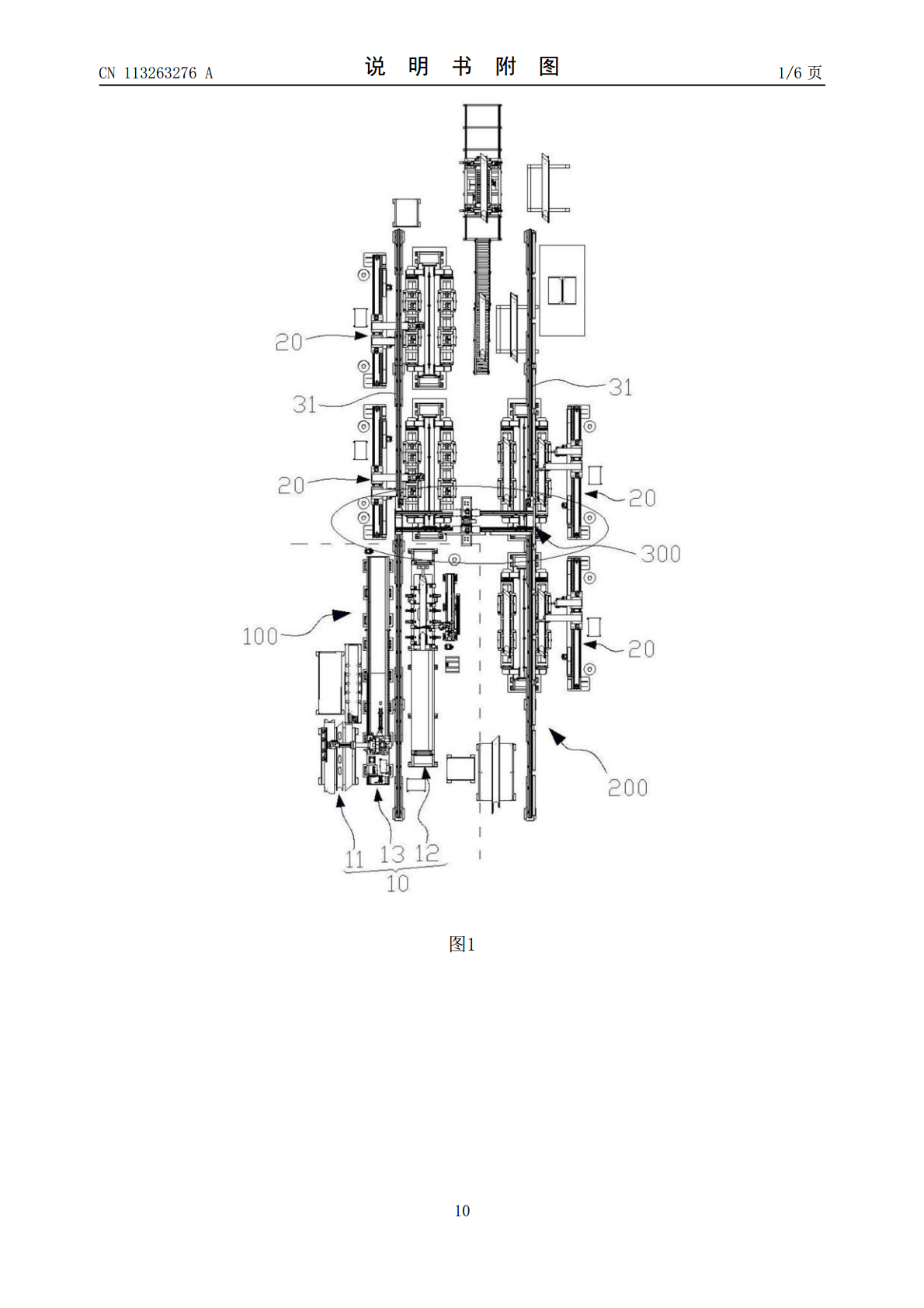
本发明公开了一种泵车前支腿生产线,包括组对区、焊接区以及设置在组对区与焊接区之间的输送行车,所述组对区设有自动组对装置,所述自动组对装置包括备料机构、组对机构及上料机构,所述备料机构用以储备组对用的若干组装板,所述上料机构将组装板从备料机构依次输送至组对机构,组对机构将组装板组对,形成支腿主体;所述焊接区设有若干自动焊接装置,所述输送行车从组对区将自动组对装置组对成支腿主体依次输送至焊接区的自动焊接装置上,通过自动焊接装置对支腿主体焊接加固。本发明所述的泵车前支腿生产线在减少人工地同时,有效地提高了泵车前
一种混凝土泵车前支腿装配系统.pdf
本发明公开了一种泵车装配技术领域的混凝土泵车前支腿装配系统,旨在解决现有装配过程中全程需行车参与导致整个过程不流畅,且在对位装配时缺少有效定位方式,自动化程度低等问题,其包括:I级支腿输送线、II级支腿输送线和支腿缓存输送线;在I级支腿输送线下方设有第二转运机构;II级支腿输送线的末端设有组对机构,其组对机构能够带动II级支腿靠近或远离I级支腿输送线前段和后段的衔接处,并将II级支腿插入I级支腿,组装成支腿结合体。本发明对现有前支腿装配环节进行优化,通过建立支腿输送线,利用组对专机及翻转机构代替吊装过程,
一种支腿及泵车.pdf
本发明提供一种支腿及泵车,该支腿包支腿安装座和至少一节伸缩支腿臂,支腿安装座与伸缩支腿臂之间设置有支腿臂伸缩油缸,伸缩支腿臂的末端设置有下撑油缸,支腿臂伸缩油缸上用于与外接油源连接的两个进出油口设置在其靠近支腿安装座一端,支腿臂伸缩油缸的活塞杆外端开设有分别连通至其有杆腔和无杆腔的油道;下撑油缸的两个进出油口经油道以及支腿臂伸缩油缸的有杆腔、无杆腔连接至支腿臂伸缩油缸的两个进出油口。通过使支腿臂伸缩油缸和下撑油缸串联连接,使用一条油路,减少占用空间,而且下撑油缸不必使用随支腿臂伸缩的胶管,防止下撑油缸油路
一种泵车的支腿机构.pdf
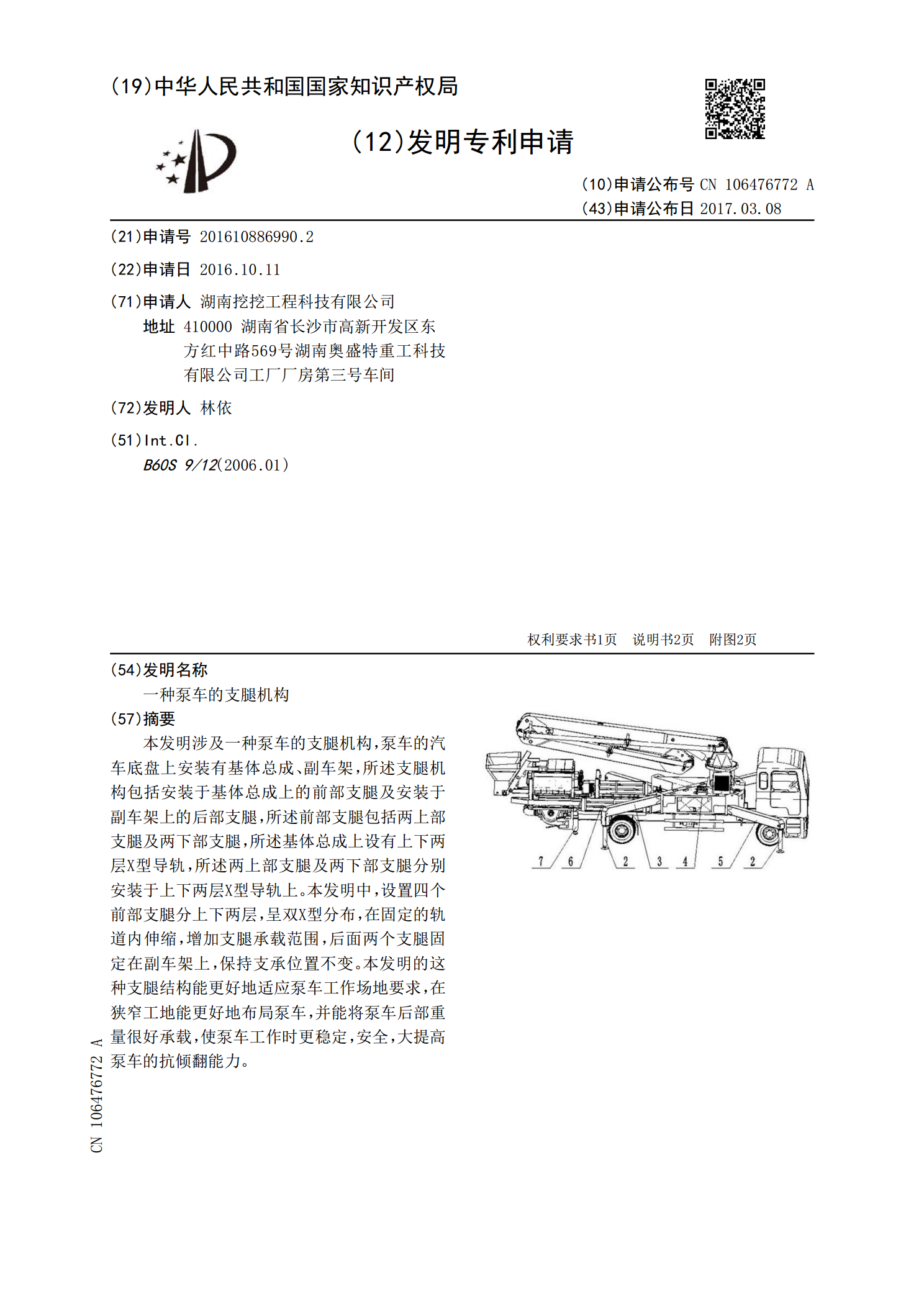
本发明涉及一种泵车的支腿机构,泵车的汽车底盘上安装有基体总成、副车架,所述支腿机构包括安装于基体总成上的前部支腿及安装于副车架上的后部支腿,所述前部支腿包括两上部支腿及两下部支腿,所述基体总成上设有上下两层X型导轨,所述两上部支腿及两下部支腿分别安装于上下两层X型导轨上。本发明中,设置四个前部支腿分上下两层,呈双X型分布,在固定的轨道内伸缩,增加支腿承载范围,后面两个支腿固定在副车架上,保持支承位置不变。本发明的这种支腿结构能更好地适应泵车工作场地要求,在狭窄工地能更好地布局泵车,并能将泵车后部重量很好承
一种用于泵车前支腿生产的自动组对装置及其组对方法.pdf
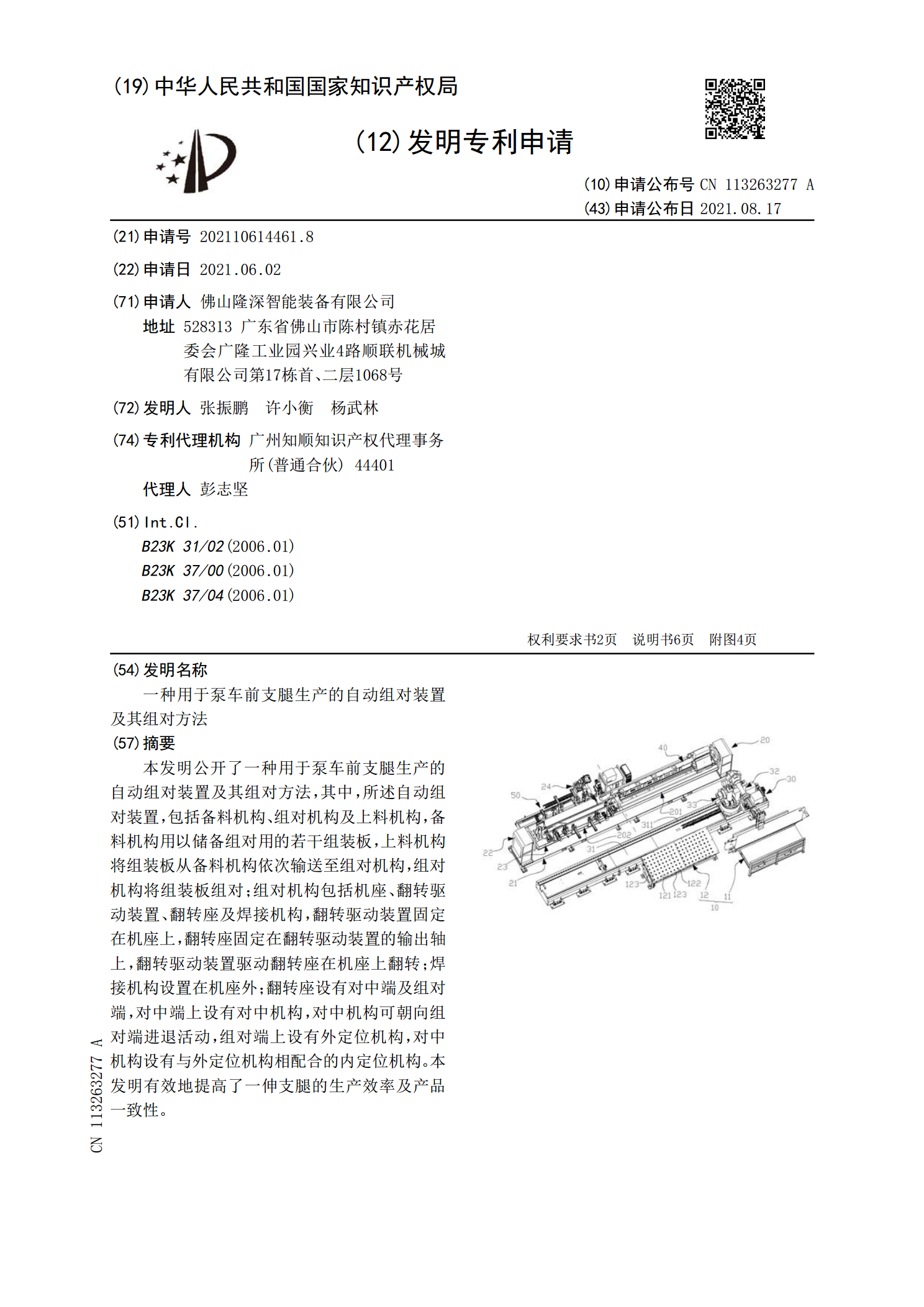
本发明公开了一种用于泵车前支腿生产的自动组对装置及其组对方法,其中,所述自动组对装置,包括备料机构、组对机构及上料机构,备料机构用以储备组对用的若干组装板,上料机构将组装板从备料机构依次输送至组对机构,组对机构将组装板组对;组对机构包括机座、翻转驱动装置、翻转座及焊接机构,翻转驱动装置固定在机座上,翻转座固定在翻转驱动装置的输出轴上,翻转驱动装置驱动翻转座在机座上翻转;焊接机构设置在机座外;翻转座设有对中端及组对端,对中端上设有对中机构,对中机构可朝向组对端进退活动,组对端上设有外定位机构,对中机构设有与