
带织物密封件的成型方法.pdf

论文****轩吖

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
带织物密封件的成型方法.pdf
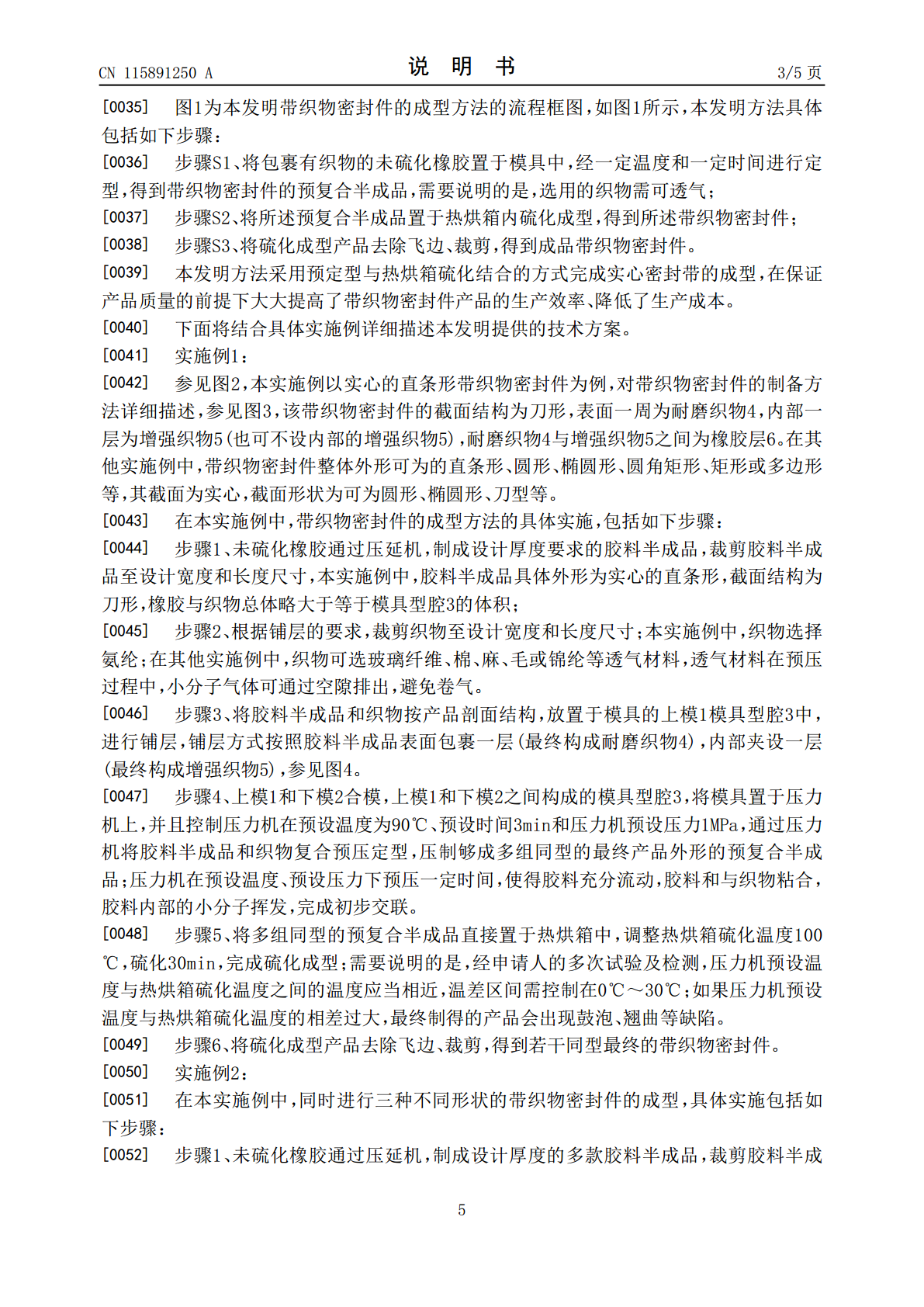
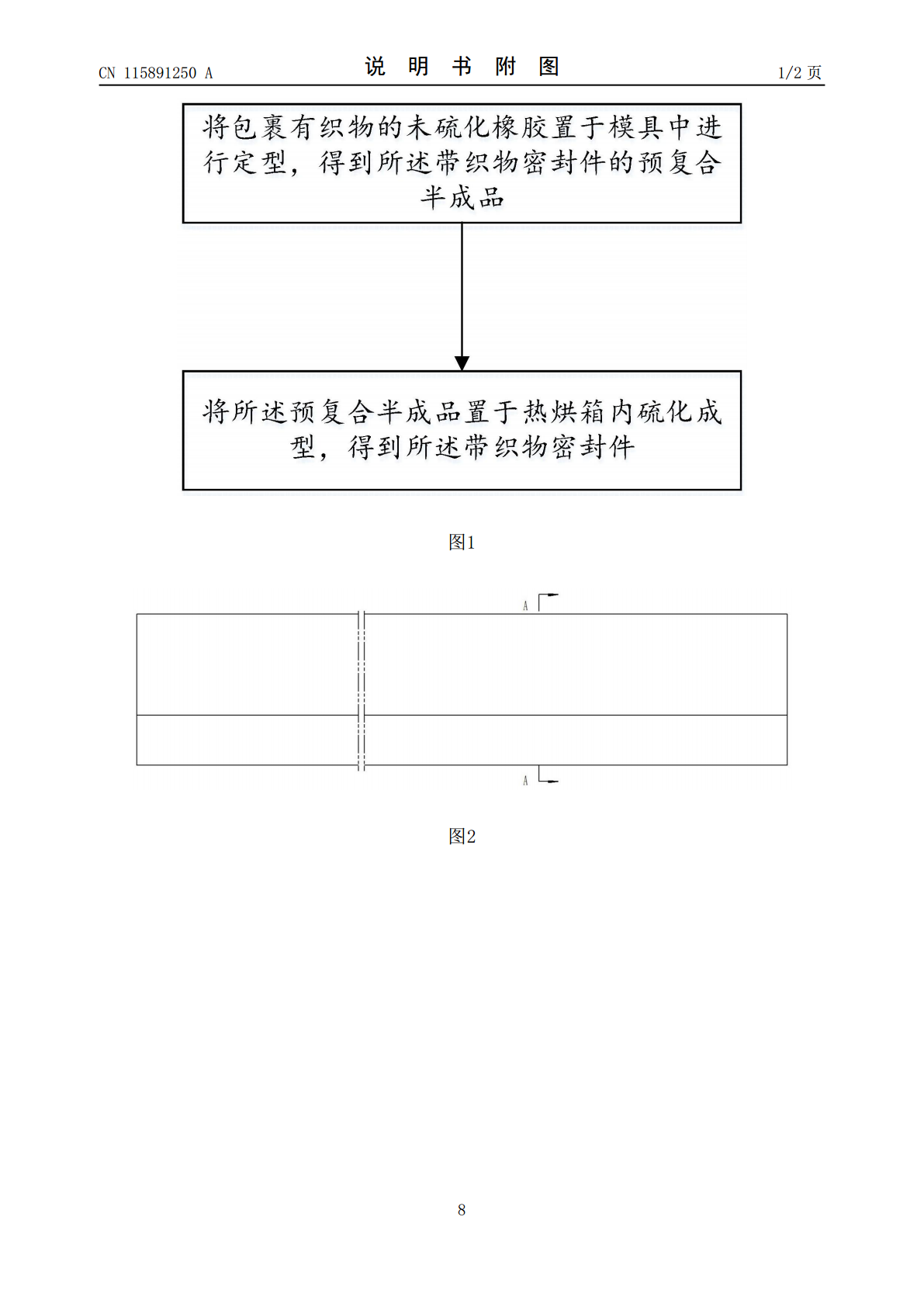
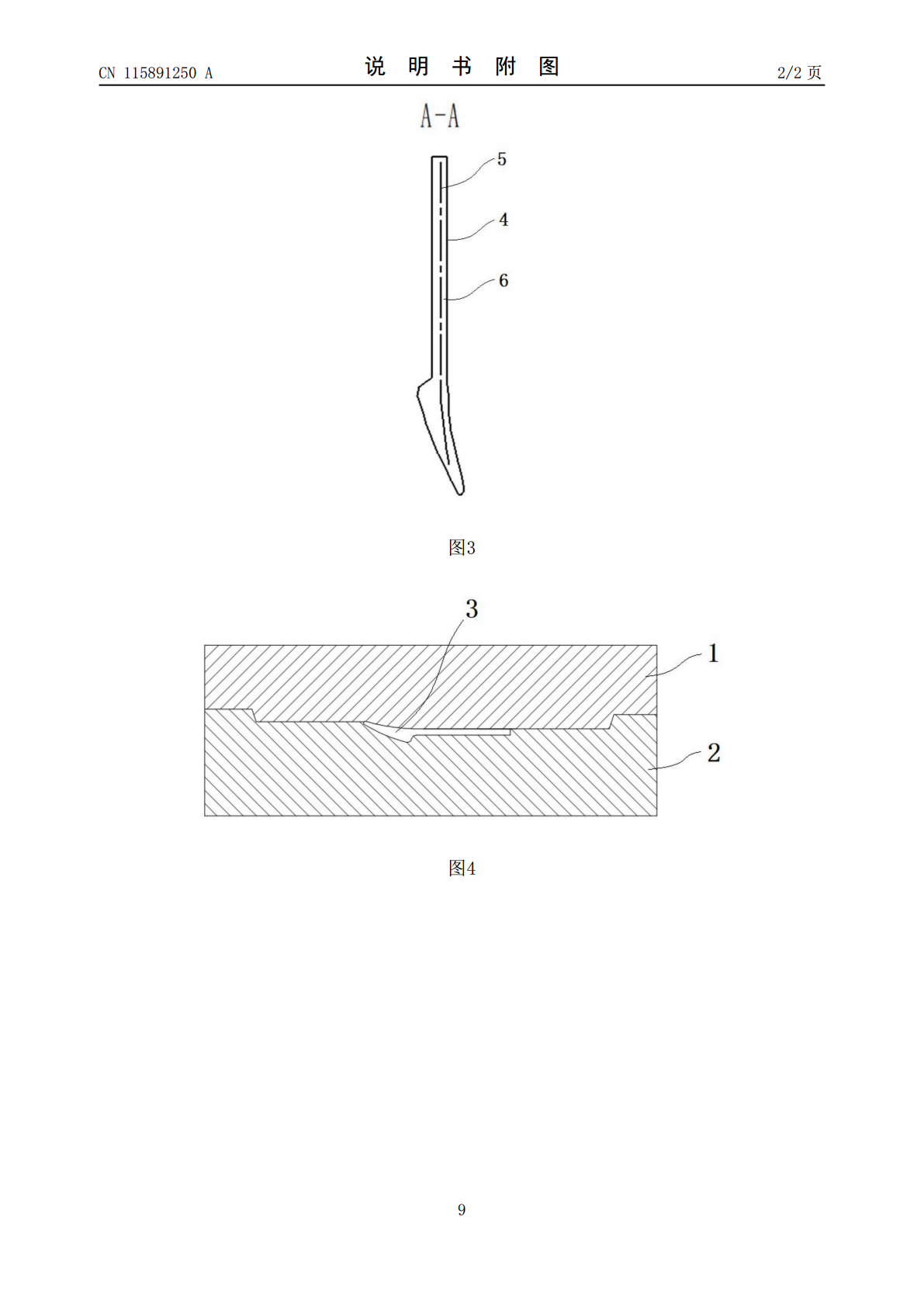
本发明提供了一种带织物密封件的成型方法,包括如下步骤:将包裹有织物的未硫化橡胶置于模具中进行定型,得到所述带织物密封件的预复合半成品;将预复合半成品置于热烘箱里硫化成型,得到带织物密封件。本发明提供的带织物密封件的成型方法,该方法将织物与未硫化橡胶定型后再经无模具的热烘箱硫化,最终完成实心结构的带织物密封件成型;该方法模具定型后,预复合半成品外形尺寸固定,可以同时进行多项不同外形产品的同步热烘箱硫化成型,大大提高了带织物密封件产品的生产效率、降低了生产成本,具有广阔的市场前景。

一种中空带织物密封件的模具及其连续成型方法.pdf
本发明公开了一种中空带织物密封件的模具,属于橡胶加工技术领域,包括下模、上模和中模,上模和下模一侧设有留布槽,所述上模上设置有上模产品型腔,所述中模上设置有中模产品型腔,所述下模上设置有下模产品型腔,所述上模产品型腔、所述下模产品型腔和所述中模产品型腔构成橡胶密封件的型腔;本发明还公开了通过空心断面带织物密封件连续成型方法,无需加长和加大模具的方法以及无需拼接成型方法,来实现长产品或异形外形密封件的加工,本发明实现了空心断面带织物密封件的连续加工。
一种表面带织物橡胶密封件及其成型模具和成型方法.pdf
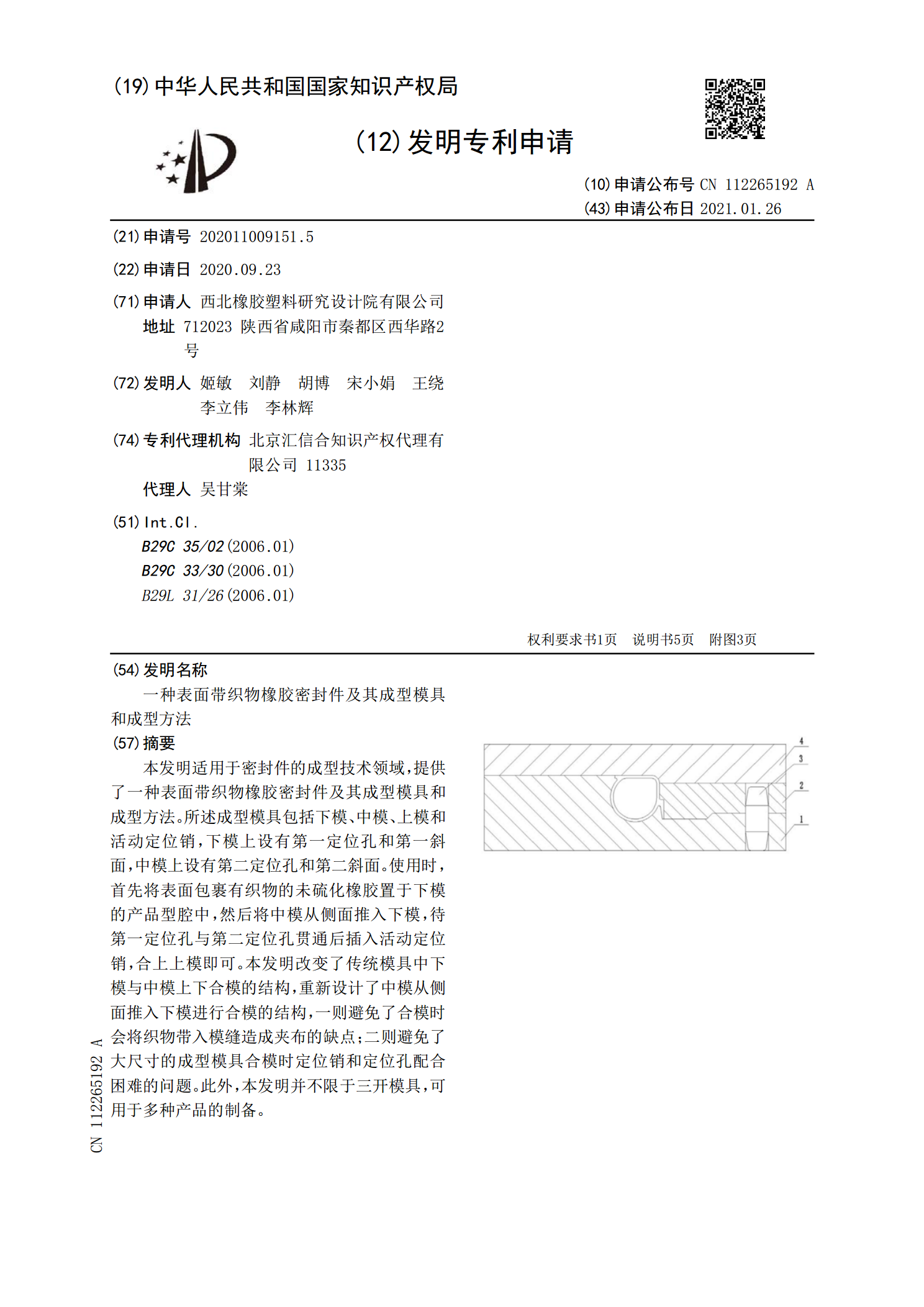
本发明适用于密封件的成型技术领域,提供了一种表面带织物橡胶密封件及其成型模具和成型方法。所述成型模具包括下模、中模、上模和活动定位销,下模上设有第一定位孔和第一斜面,中模上设有第二定位孔和第二斜面。使用时,首先将表面包裹有织物的未硫化橡胶置于下模的产品型腔中,然后将中模从侧面推入下模,待第一定位孔与第二定位孔贯通后插入活动定位销,合上上模即可。本发明改变了传统模具中下模与中模上下合模的结构,重新设计了中模从侧面推入下模进行合模的结构,一则避免了合模时会将织物带入模缝造成夹布的缺点;二则避免了大尺寸的成型模
织物状模内用片、其制造方法、预成型体、织物状树脂成型体及其制造方法.pdf
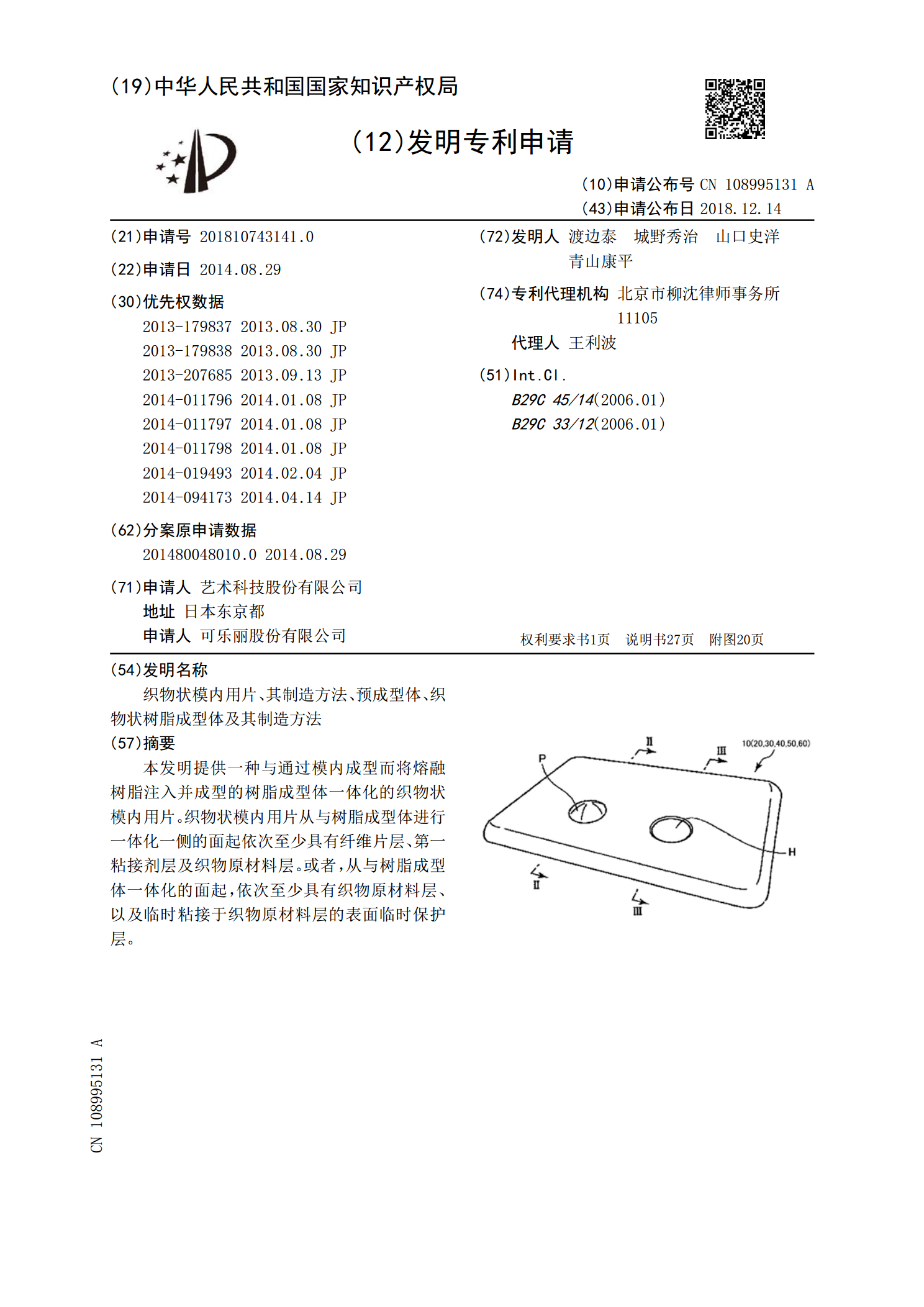
本发明提供一种与通过模内成型而将熔融树脂注入并成型的树脂成型体一体化的织物状模内用片。织物状模内用片从与树脂成型体进行一体化一侧的面起依次至少具有纤维片层、第一粘接剂层及织物原材料层。或者,从与树脂成型体一体化的面起,依次至少具有织物原材料层、以及临时粘接于织物原材料层的表面临时保护层。
一种织物蜂窝成型装置及织物蜂窝成型工艺.pdf
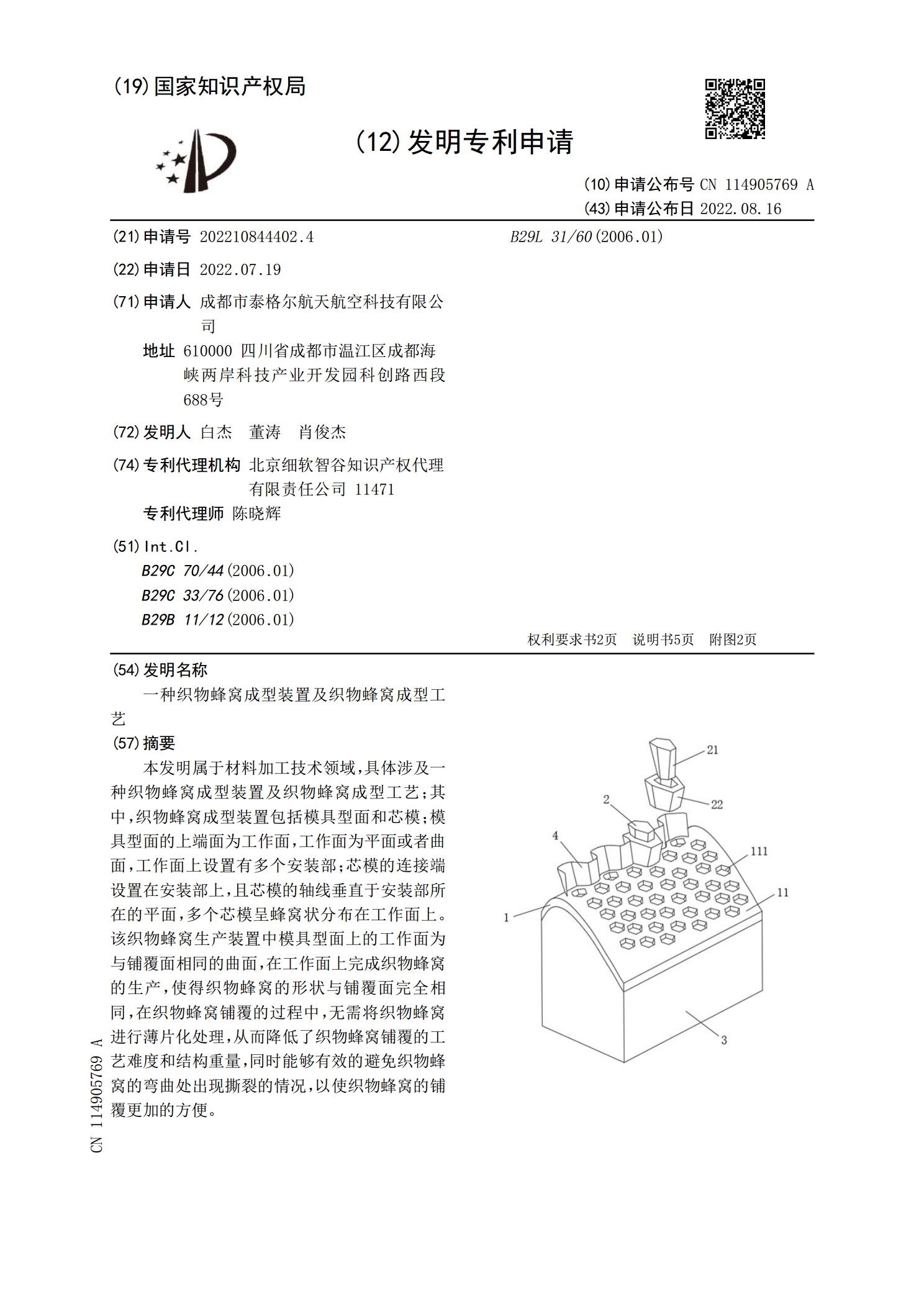
本发明属于材料加工技术领域,具体涉及一种织物蜂窝成型装置及织物蜂窝成型工艺;其中,织物蜂窝成型装置包括模具型面和芯模;模具型面的上端面为工作面,工作面为平面或者曲面,工作面上设置有多个安装部;芯模的连接端设置在安装部上,且芯模的轴线垂直于安装部所在的平面,多个芯模呈蜂窝状分布在工作面上。该织物蜂窝生产装置中模具型面上的工作面为与铺覆面相同的曲面,在工作面上完成织物蜂窝的生产,使得织物蜂窝的形状与铺覆面完全相同,在织物蜂窝铺覆的过程中,无需将织物蜂窝进行薄片化处理,从而降低了织物蜂窝铺覆的工艺难度和结构重量