
一种织物蜂窝成型装置及织物蜂窝成型工艺.pdf

文库****坚白

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种织物蜂窝成型装置及织物蜂窝成型工艺.pdf
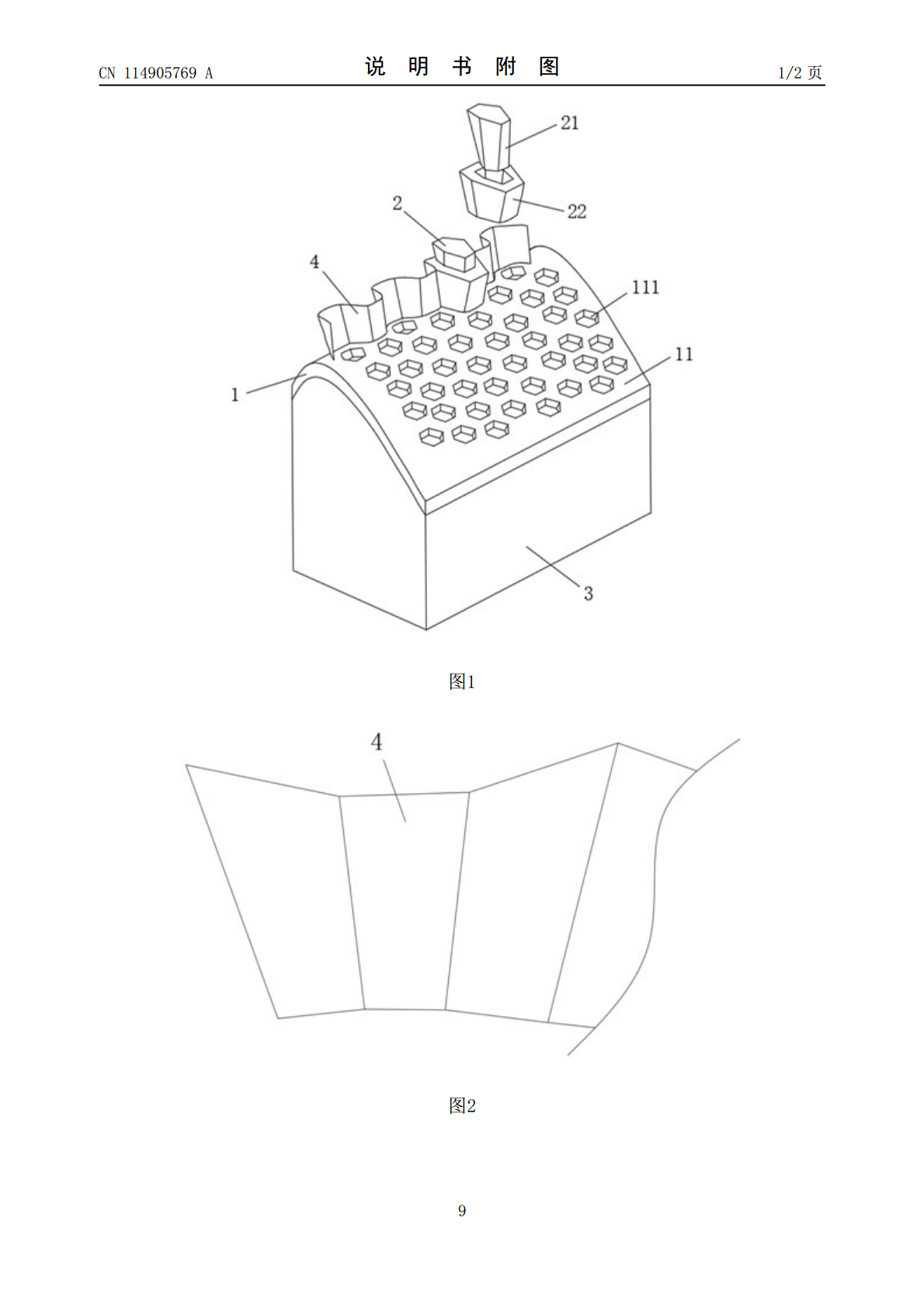
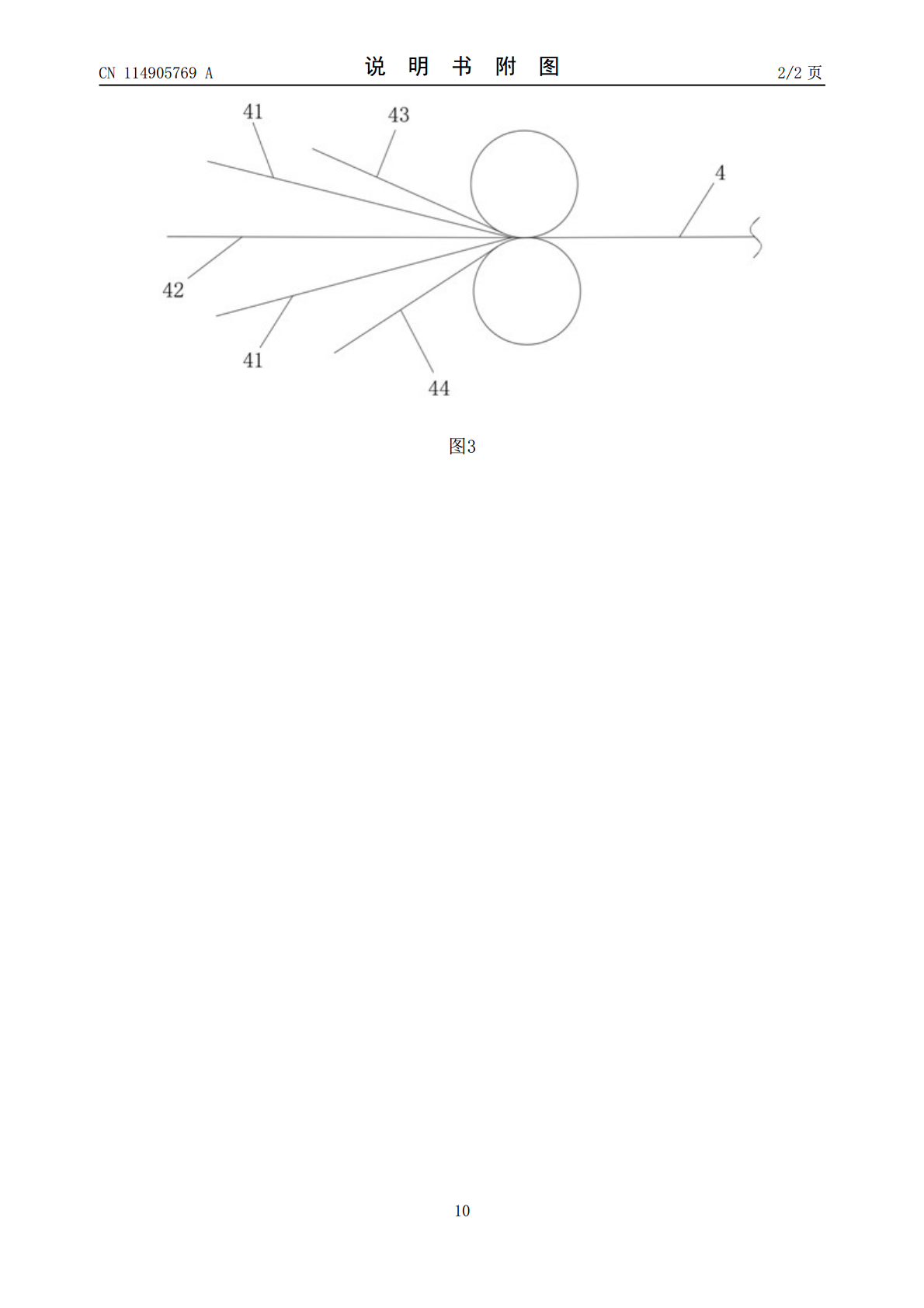
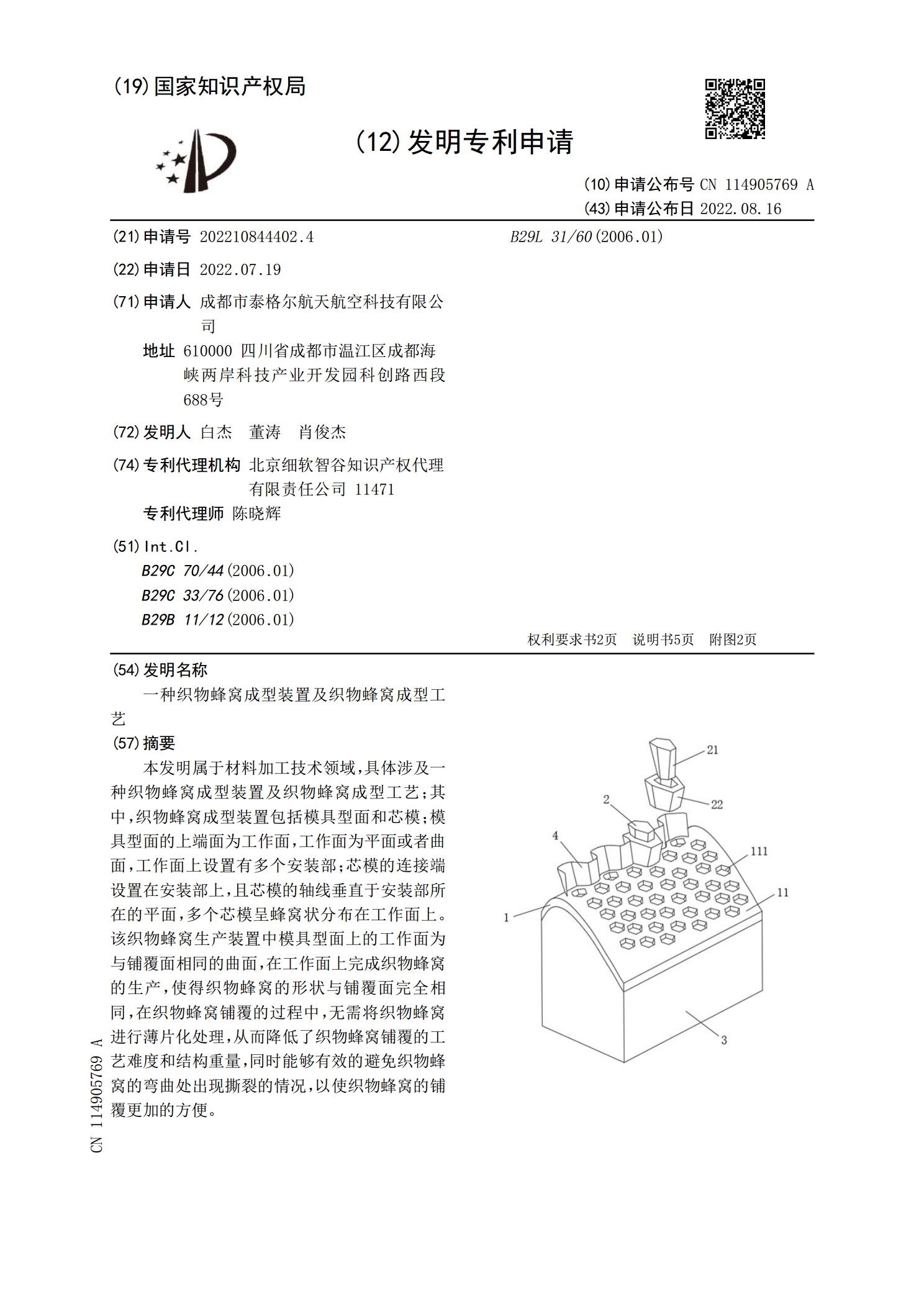
本发明属于材料加工技术领域,具体涉及一种织物蜂窝成型装置及织物蜂窝成型工艺;其中,织物蜂窝成型装置包括模具型面和芯模;模具型面的上端面为工作面,工作面为平面或者曲面,工作面上设置有多个安装部;芯模的连接端设置在安装部上,且芯模的轴线垂直于安装部所在的平面,多个芯模呈蜂窝状分布在工作面上。该织物蜂窝生产装置中模具型面上的工作面为与铺覆面相同的曲面,在工作面上完成织物蜂窝的生产,使得织物蜂窝的形状与铺覆面完全相同,在织物蜂窝铺覆的过程中,无需将织物蜂窝进行薄片化处理,从而降低了织物蜂窝铺覆的工艺难度和结构重量
一种蜂窝成型装置及其连续成型方法.pdf
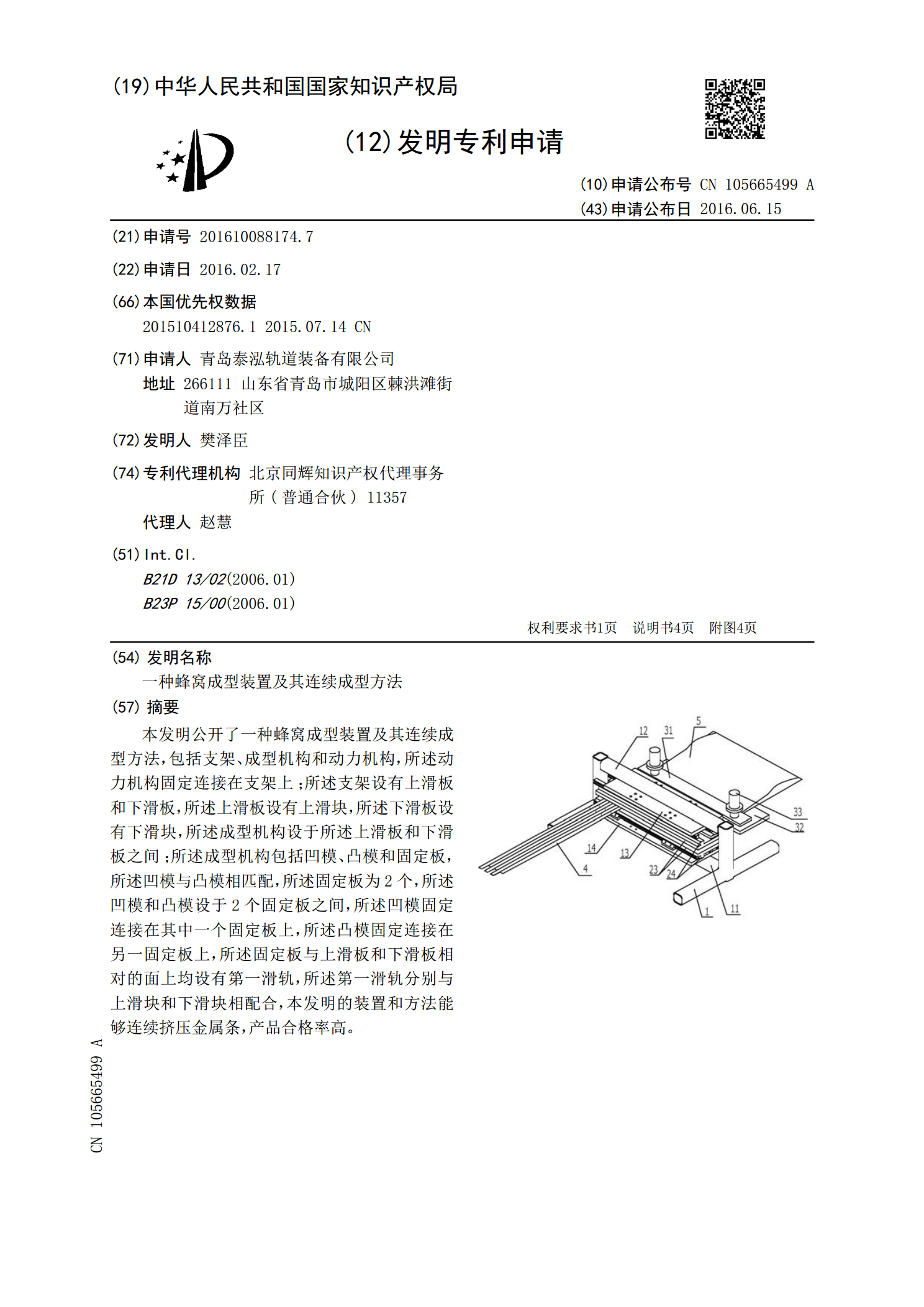
本发明公开了一种蜂窝成型装置及其连续成型方法,包括支架、成型机构和动力机构,所述动力机构固定连接在支架上;所述支架设有上滑板和下滑板,所述上滑板设有上滑块,所述下滑板设有下滑块,所述成型机构设于所述上滑板和下滑板之间;所述成型机构包括凹模、凸模和固定板,所述凹模与凸模相匹配,所述固定板为2个,所述凹模和凸模设于2个固定板之间,所述凹模固定连接在其中一个固定板上,所述凸模固定连接在另一固定板上,所述固定板与上滑板和下滑板相对的面上均设有第一滑轨,所述第一滑轨分别与上滑块和下滑块相配合,本发明的装置和方法能够
一种蜂窝成型装置及其连续成型方法.pdf
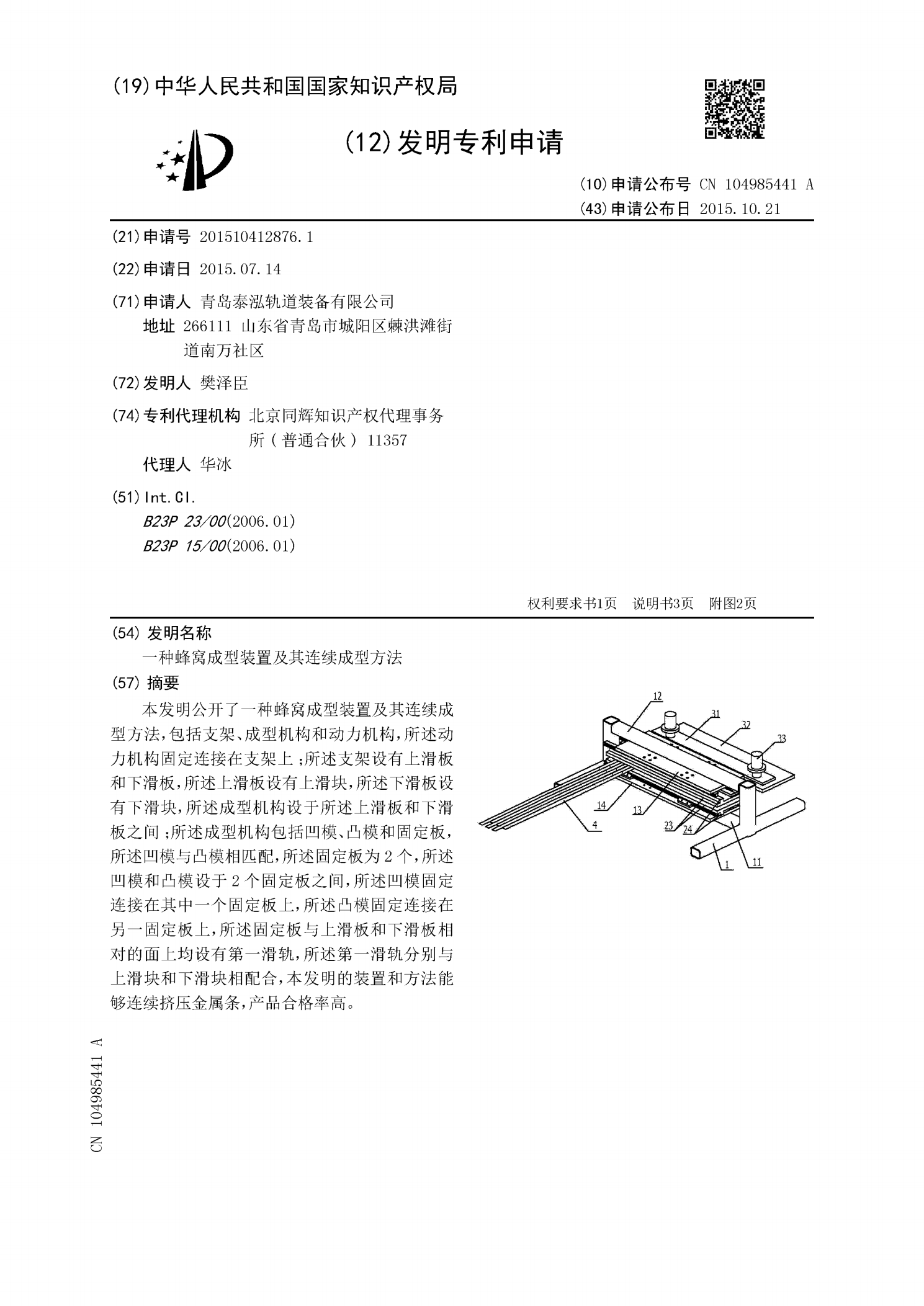
本发明公开了一种蜂窝成型装置及其连续成型方法,包括支架、成型机构和动力机构,所述动力机构固定连接在支架上;所述支架设有上滑板和下滑板,所述上滑板设有上滑块,所述下滑板设有下滑块,所述成型机构设于所述上滑板和下滑板之间;所述成型机构包括凹模、凸模和固定板,所述凹模与凸模相匹配,所述固定板为2个,所述凹模和凸模设于2个固定板之间,所述凹模固定连接在其中一个固定板上,所述凸模固定连接在另一固定板上,所述固定板与上滑板和下滑板相对的面上均设有第一滑轨,所述第一滑轨分别与上滑块和下滑块相配合,本发明的装置和方法能够
一种整体缝合成型蜂窝状立体织物及其制备方法.pdf
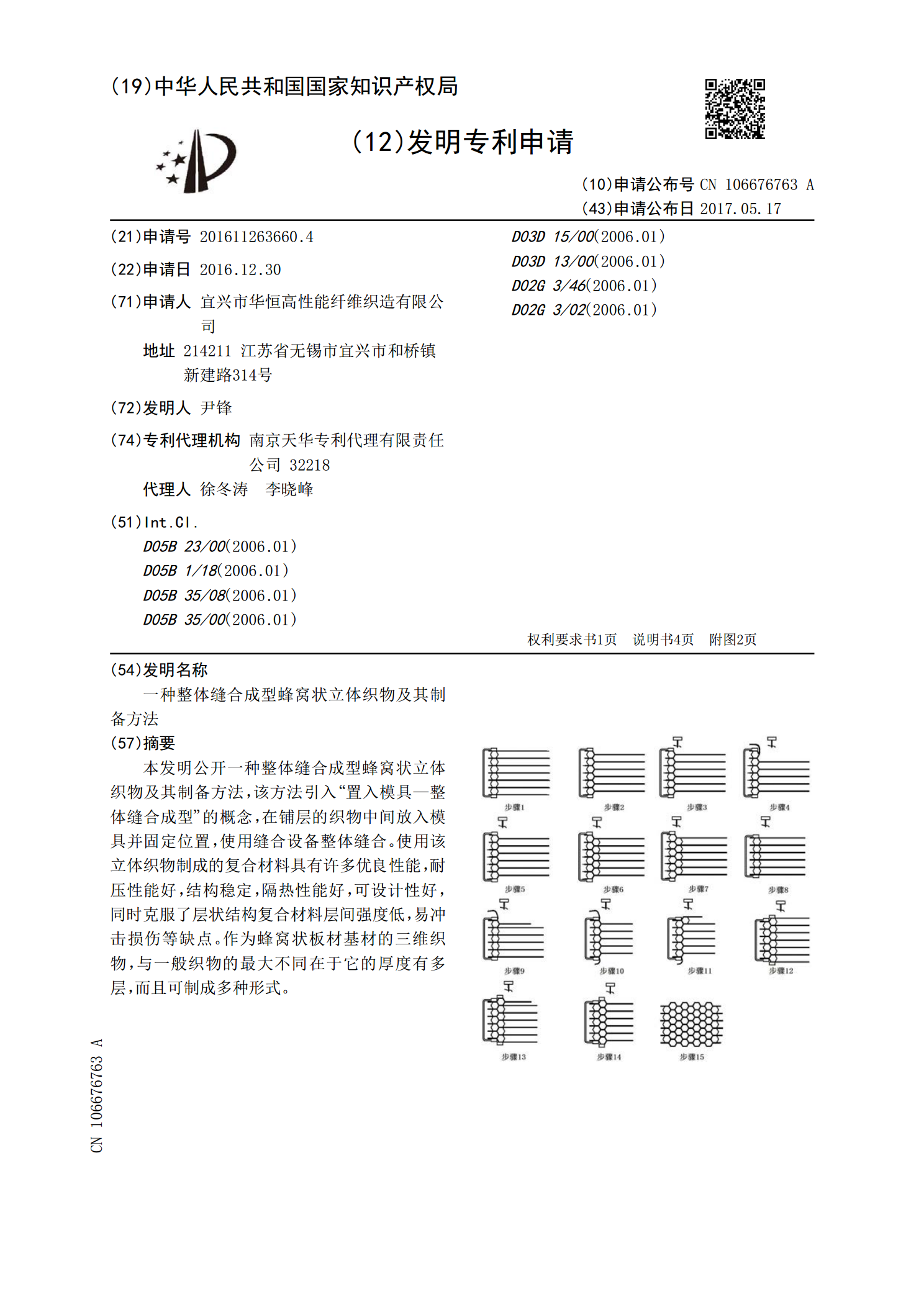
本发明公开一种整体缝合成型蜂窝状立体织物及其制备方法,该方法引入“置入模具—整体缝合成型”的概念,在铺层的织物中间放入模具并固定位置,使用缝合设备整体缝合。使用该立体织物制成的复合材料具有许多优良性能,耐压性能好,结构稳定,隔热性能好,可设计性好,同时克服了层状结构复合材料层间强度低,易冲击损伤等缺点。作为蜂窝状板材基材的三维织物,与一般织物的最大不同在于它的厚度有多层,而且可制成多种形式。
一种蜂窝板成型装置.pdf
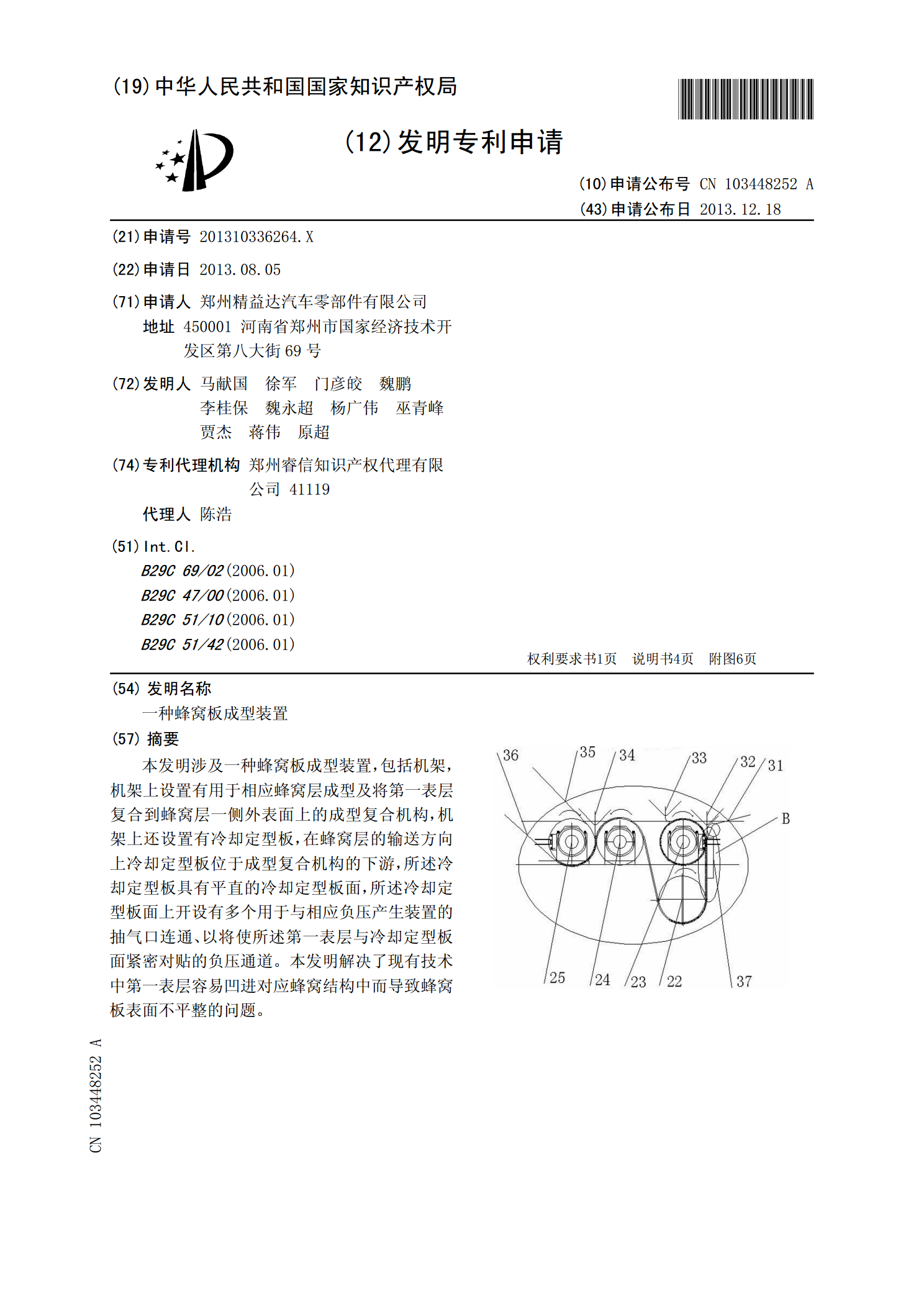
本发明涉及一种蜂窝板成型装置,包括机架,机架上设置有用于相应蜂窝层成型及将第一表层复合到蜂窝层一侧外表面上的成型复合机构,机架上还设置有冷却定型板,在蜂窝层的输送方向上冷却定型板位于成型复合机构的下游,所述冷却定型板具有平直的冷却定型板面,所述冷却定型板面上开设有多个用于与相应负压产生装置的抽气口连通、以将使所述第一表层与冷却定型板面紧密对贴的负压通道。本发明解决了现有技术中第一表层容易凹进对应蜂窝结构中而导致蜂窝板表面不平整的问题。