
一种表面带织物橡胶密封件及其成型模具和成型方法.pdf

努力****凌芹

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种表面带织物橡胶密封件及其成型模具和成型方法.pdf
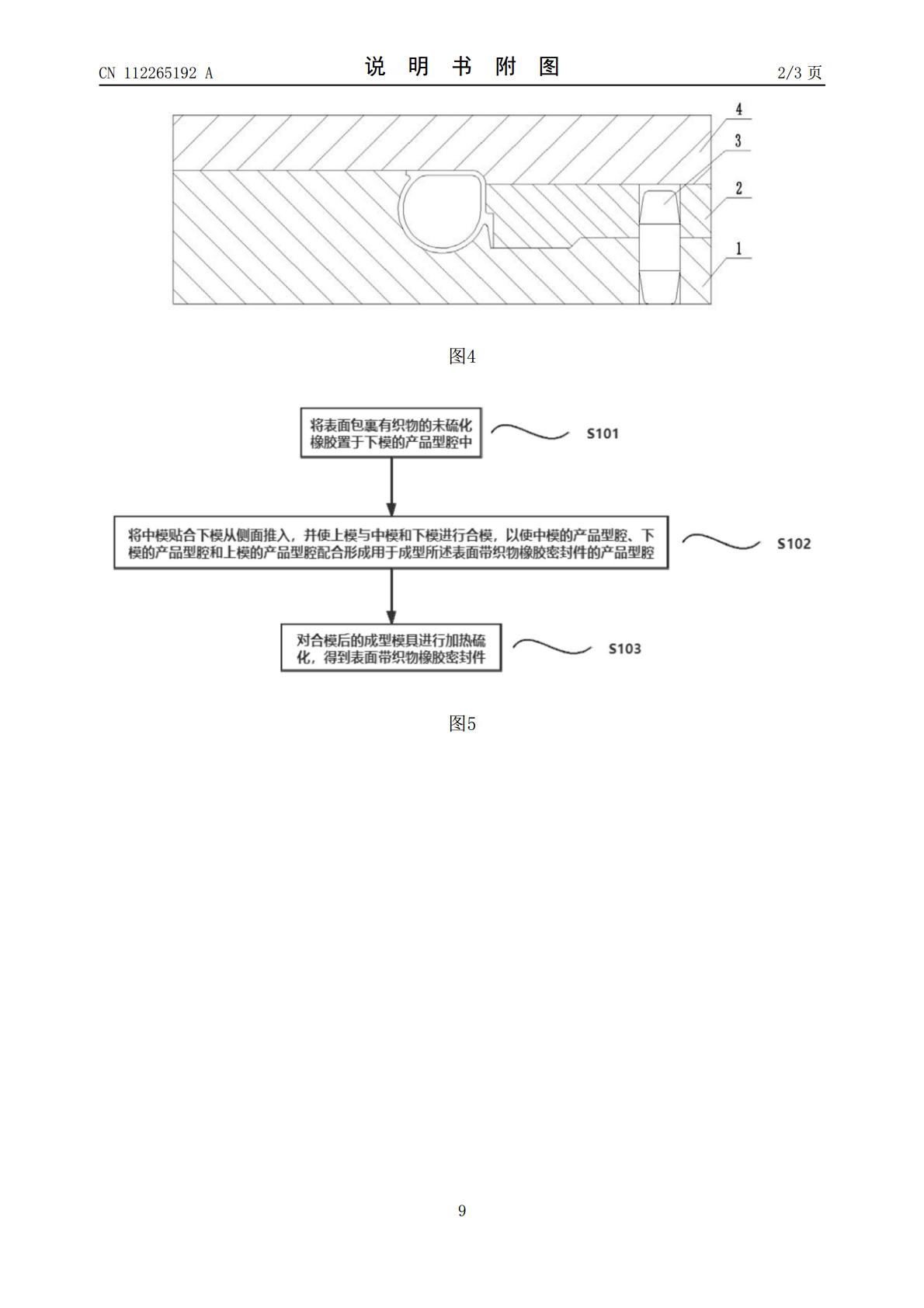
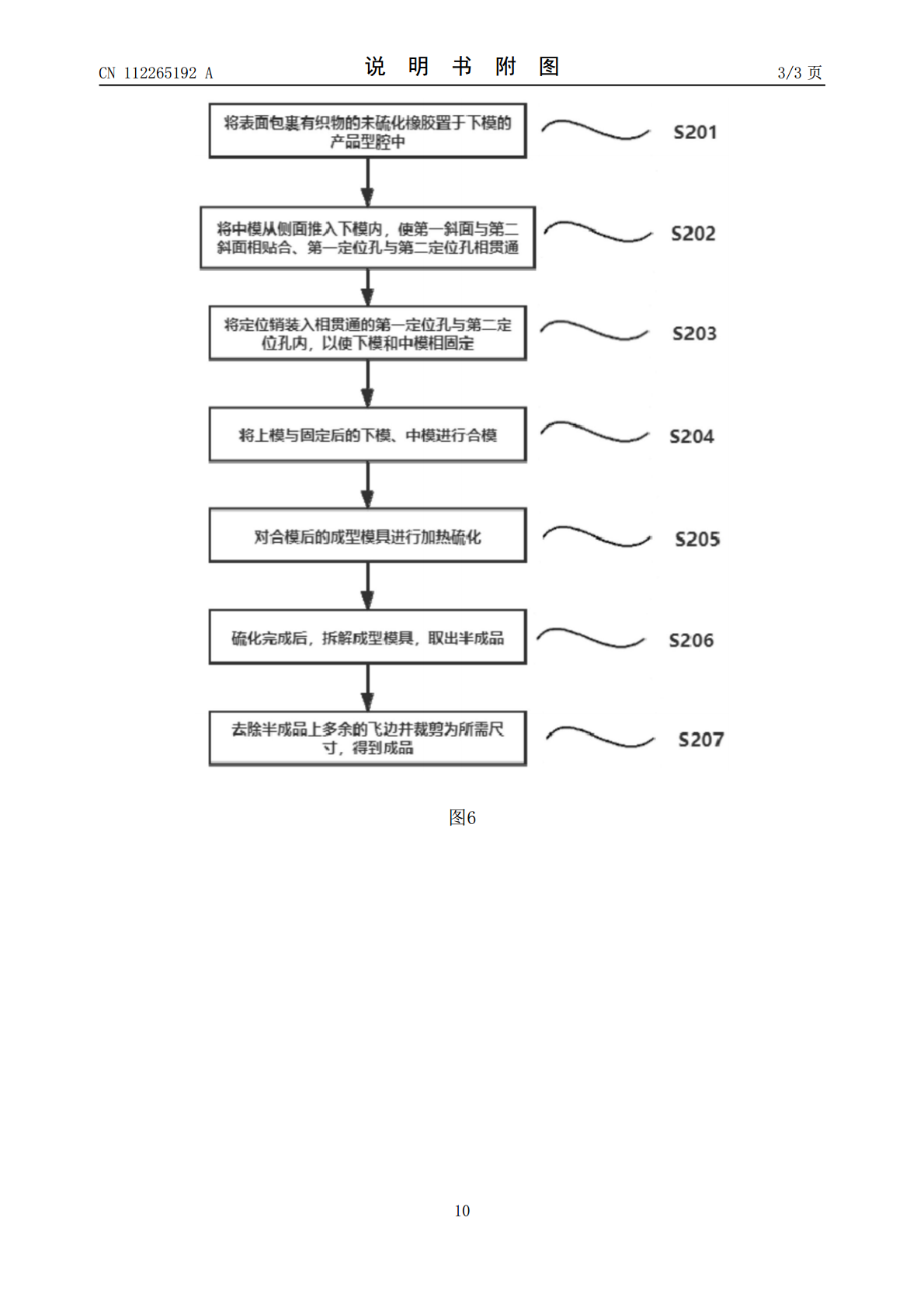
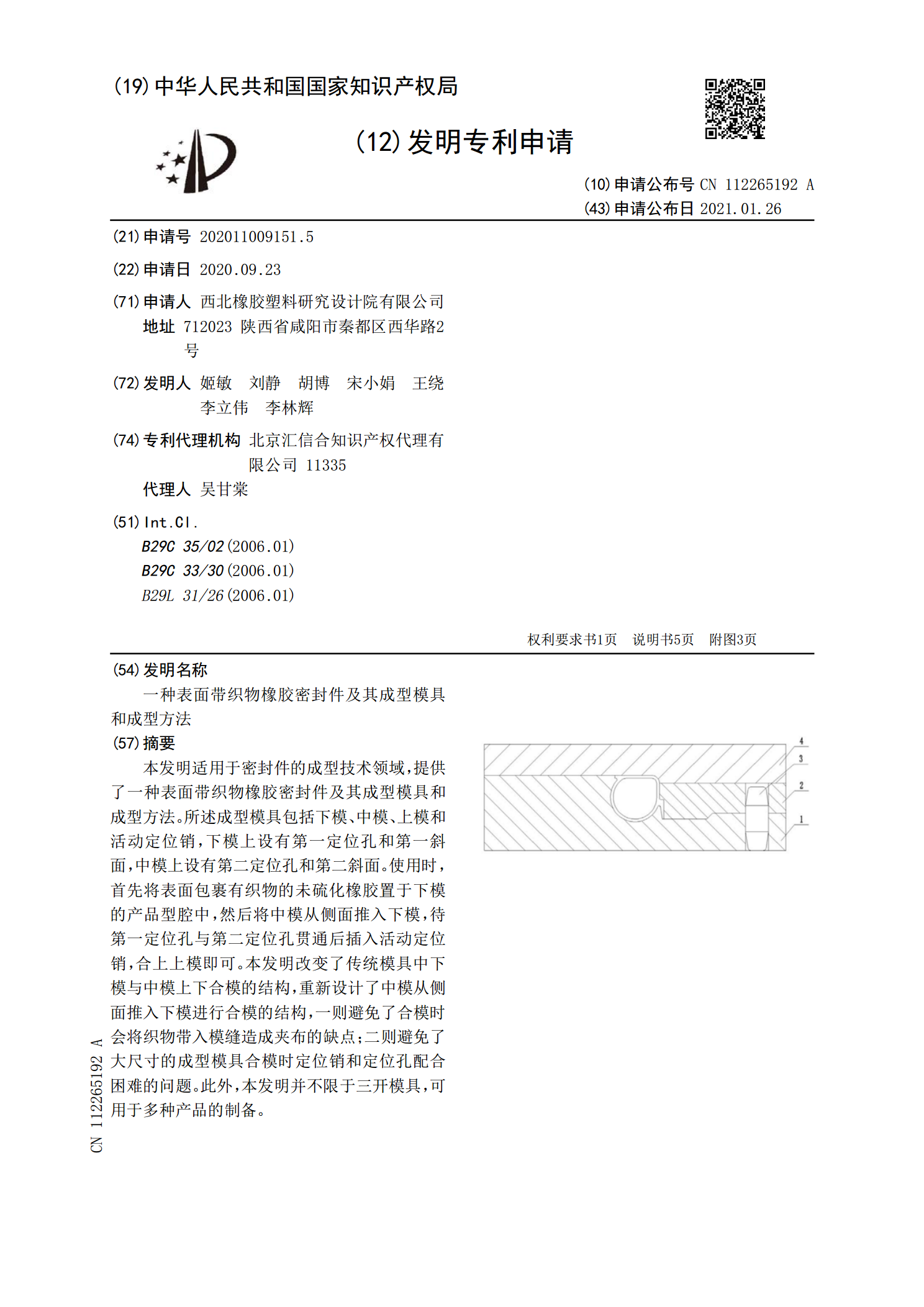
本发明适用于密封件的成型技术领域,提供了一种表面带织物橡胶密封件及其成型模具和成型方法。所述成型模具包括下模、中模、上模和活动定位销,下模上设有第一定位孔和第一斜面,中模上设有第二定位孔和第二斜面。使用时,首先将表面包裹有织物的未硫化橡胶置于下模的产品型腔中,然后将中模从侧面推入下模,待第一定位孔与第二定位孔贯通后插入活动定位销,合上上模即可。本发明改变了传统模具中下模与中模上下合模的结构,重新设计了中模从侧面推入下模进行合模的结构,一则避免了合模时会将织物带入模缝造成夹布的缺点;二则避免了大尺寸的成型模

一种中空带织物密封件的模具及其连续成型方法.pdf
本发明公开了一种中空带织物密封件的模具,属于橡胶加工技术领域,包括下模、上模和中模,上模和下模一侧设有留布槽,所述上模上设置有上模产品型腔,所述中模上设置有中模产品型腔,所述下模上设置有下模产品型腔,所述上模产品型腔、所述下模产品型腔和所述中模产品型腔构成橡胶密封件的型腔;本发明还公开了通过空心断面带织物密封件连续成型方法,无需加长和加大模具的方法以及无需拼接成型方法,来实现长产品或异形外形密封件的加工,本发明实现了空心断面带织物密封件的连续加工。
带织物密封件的成型方法.pdf
本发明提供了一种带织物密封件的成型方法,包括如下步骤:将包裹有织物的未硫化橡胶置于模具中进行定型,得到所述带织物密封件的预复合半成品;将预复合半成品置于热烘箱里硫化成型,得到带织物密封件。本发明提供的带织物密封件的成型方法,该方法将织物与未硫化橡胶定型后再经无模具的热烘箱硫化,最终完成实心结构的带织物密封件成型;该方法模具定型后,预复合半成品外形尺寸固定,可以同时进行多项不同外形产品的同步热烘箱硫化成型,大大提高了带织物密封件产品的生产效率、降低了生产成本,具有广阔的市场前景。
盾构掘进机主驱动橡胶密封件及其成型方法.pdf
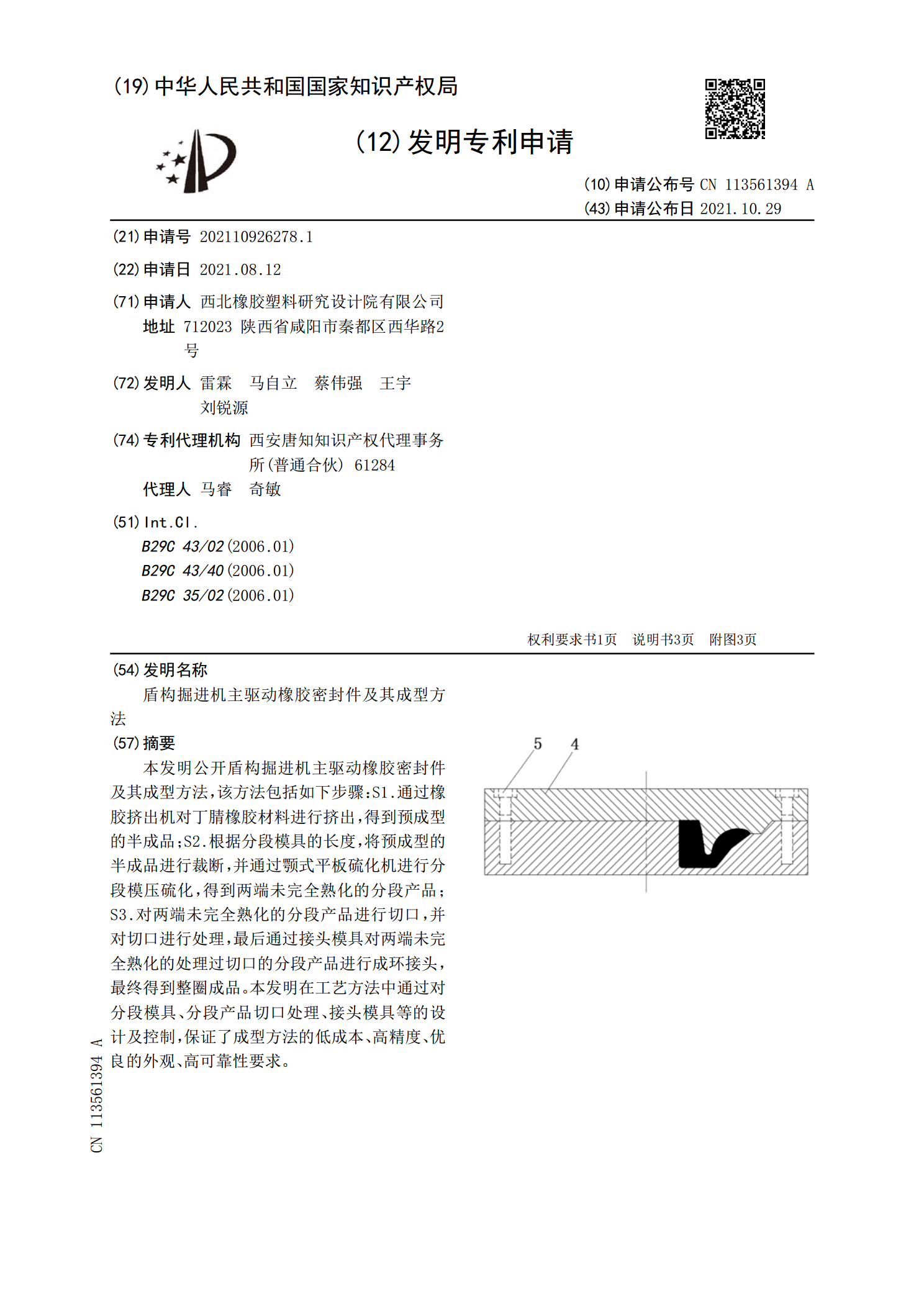
本发明公开盾构掘进机主驱动橡胶密封件及其成型方法,该方法包括如下步骤:S1.通过橡胶挤出机对丁腈橡胶材料进行挤出,得到预成型的半成品;S2.根据分段模具的长度,将预成型的半成品进行裁断,并通过颚式平板硫化机进行分段模压硫化,得到两端未完全熟化的分段产品;S3.对两端未完全熟化的分段产品进行切口,并对切口进行处理,最后通过接头模具对两端未完全熟化的处理过切口的分段产品进行成环接头,最终得到整圈成品。本发明在工艺方法中通过对分段模具、分段产品切口处理、接头模具等的设计及控制,保证了成型方法的低成本、高精度、优

一种修补螺栓成型方法及其成型模具.pdf
本发明提供了一种修补螺栓成型方法,包括,步骤S1:在金属结构外侧沿长度方向由环向缠绕纤维纱线或纤维织物,形成第一结构;步骤S2:在第一结构外侧设置上层织物和下层织物,形成第二结构,所述上层织物和下层织物的两侧延伸至第一结构外侧,形成延展部;步骤S3:将第二结构放入修补螺栓成型模具内固化;步骤S4:切除延展部,形成修补螺栓。与现有技术相比,本发明的有益效果在于,本发明提供的修补螺栓成型方法及成型模具,通过将修补螺栓最外层的织物由环向缠绕改为上下两部分,并在边缘留出一定宽度的加工余量,解决RTM工艺回转缠绕体