
一种管钳自动氩弧焊装夹定位夹具及方法.pdf

一吃****新冬

1/8
2/8

3/8
4/8

5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种管钳自动氩弧焊装夹定位夹具及方法.pdf
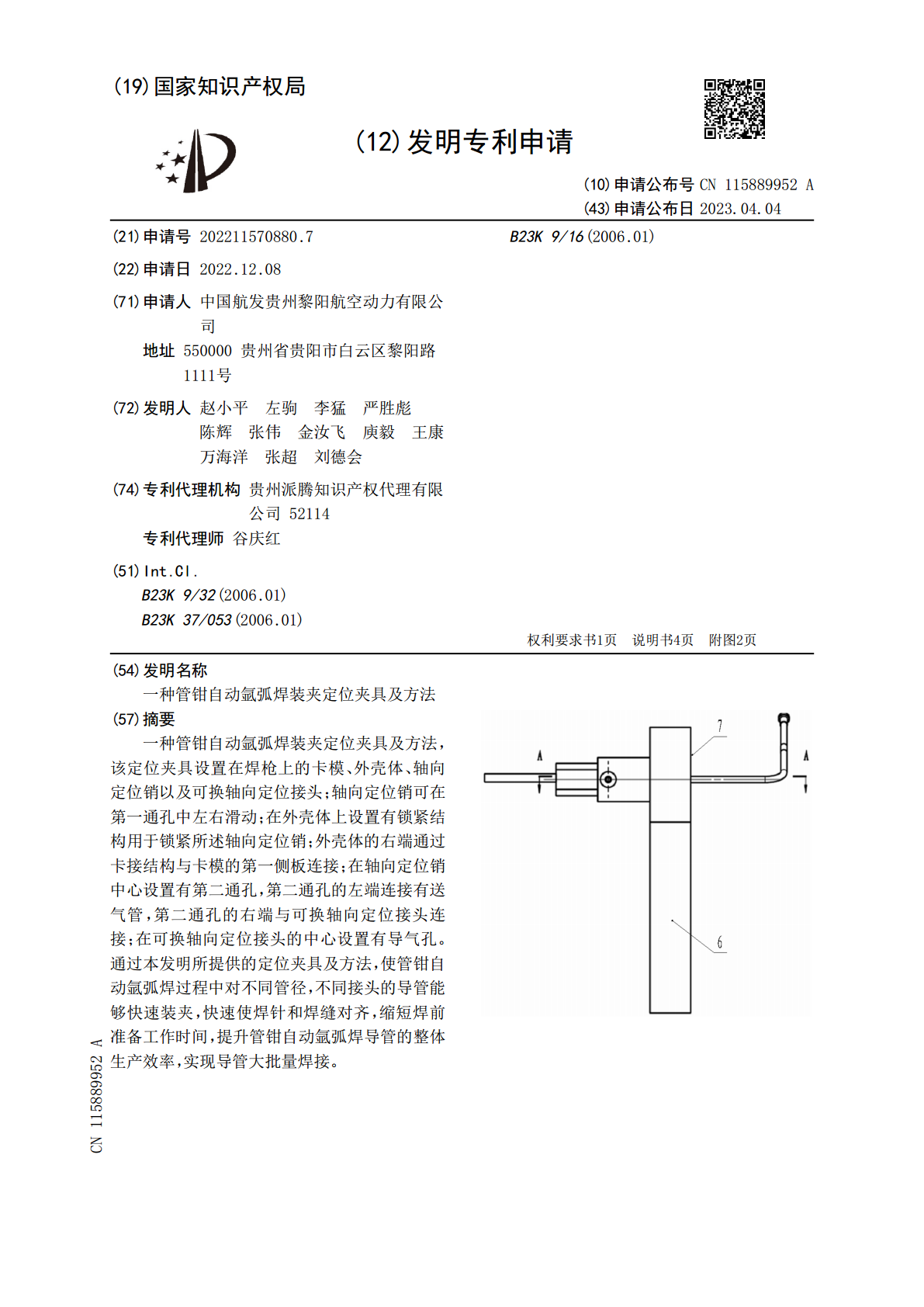
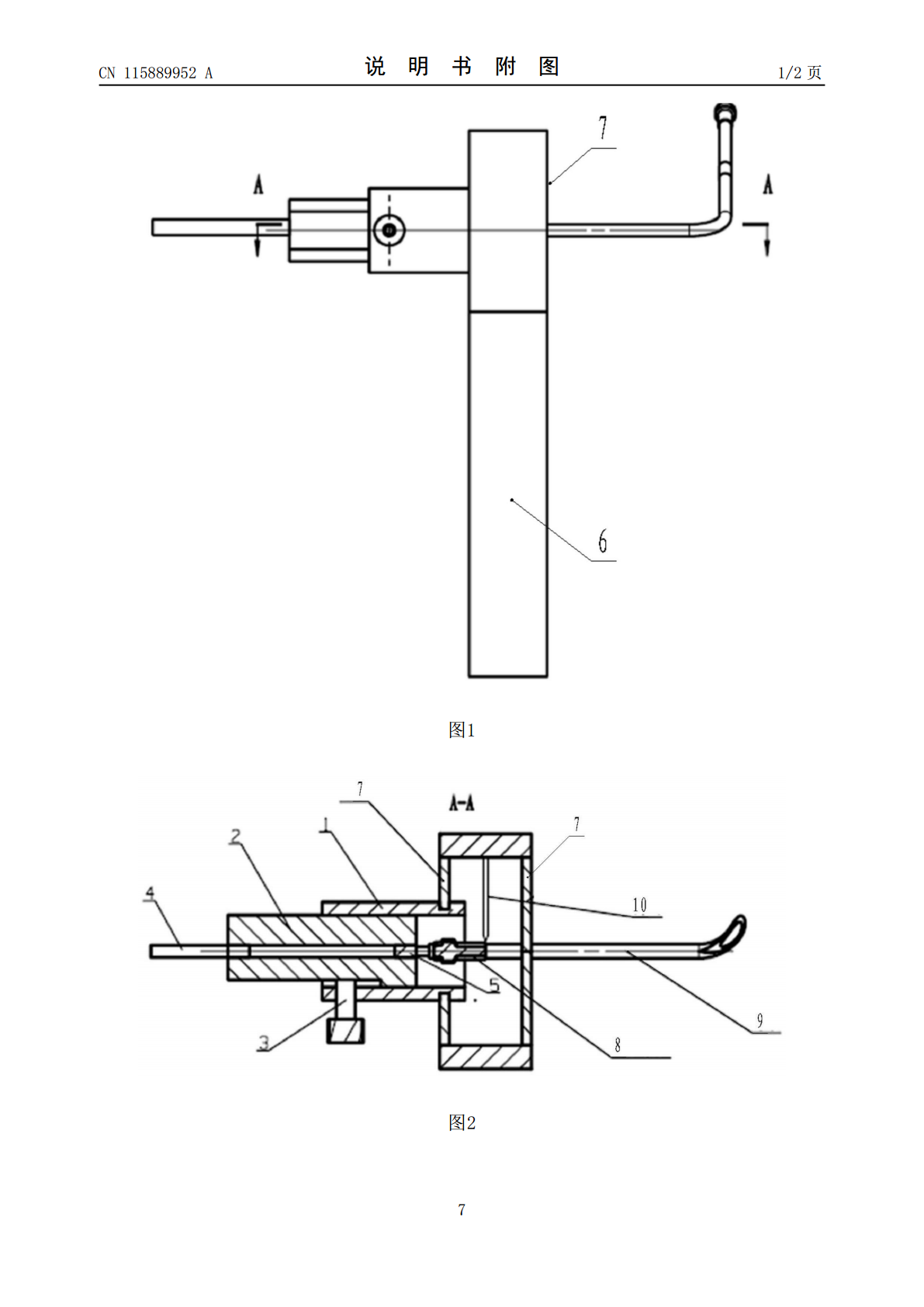
一种管钳自动氩弧焊装夹定位夹具及方法,该定位夹具设置在焊枪上的卡模、外壳体、轴向定位销以及可换轴向定位接头;轴向定位销可在第一通孔中左右滑动;在外壳体上设置有锁紧结构用于锁紧所述轴向定位销;外壳体的右端通过卡接结构与卡模的第一侧板连接;在轴向定位销中心设置有第二通孔,第二通孔的左端连接有送气管,第二通孔的右端与可换轴向定位接头连接;在可换轴向定位接头的中心设置有导气孔。通过本发明所提供的定位夹具及方法,使管钳自动氩弧焊过程中对不同管径,不同接头的导管能够快速装夹,快速使焊针和焊缝对齐,缩短焊前准备工作时间
一种自动装夹夹具.pdf
本发明属于夹具技术领域,具体涉及一种自动装夹夹具,包括底座、一号液压缸和夹块,还包括回形板和控制器;所述底座的截面形状为长方形,底座的四个拐角设置有贯穿孔;所述贯穿孔为椭圆形;所述底座的上端固连有两个一号液压缸;两个所述一号液压缸相对设置,一号液压缸的端部固连有夹块;两个所述夹块的端面平行;所述底座的上端设置有一号滑槽;所述一号滑槽位于两个夹块之间,一号滑槽内滑动连接着回形板;所述回形板的一侧面设置有盲孔;本发明通过探棒对夹块的端面进行检测与磨石对夹块的端面进行打磨相配合,使得夹块端面的平面度得到提高,从

一种自动装夹夹具.pdf
本发明涉及夹具领域,具体的说是一种自动装夹夹具;包括底座、夹具体、推动单元和电机,底座上表面滑动连接有夹具体,推动单元与电机输出轴固定连接,推动单元与夹具体固定连接,夹具体侧面开设凹槽,凹槽的槽口固定连接有橡胶膜,橡胶膜内部设有磁板,凹槽内壁固定连接有支撑架,支撑架底部与凹槽底壁之间形成储气腔,支撑架开设有多个孔槽,孔槽底壁开设有通气孔,孔槽内部滑动连接有伸缩杆,通气孔上表面通过磁力连接有盖板,盖板通过多根连接杆与伸缩杆底部固定连接;本发明通过设置储气腔、橡胶膜、磁片、伸缩杆以及利用夹具体边缘部分可对一些
液压式自动定位夹紧夹具装夹细长管类零件的方法及装置.pdf
本发明公开了一种液压式自动定位夹紧夹具装夹管类零件的方法及夹具,在利用铣床加工管类零件时,首先将待加工的管类零件放在夹具底座的管座台上并放置在两个液压顶紧油缸之间,然后通过设置在支撑架上的液压支撑油缸顶触管类零件的侧面,使得管类零件的待加工平面与侧面保持一定垂直度,随后用液压顶紧油缸和液压夹紧油缸将管类零件夹紧,此时启动设置在底座上表面的液压支撑油缸,当液压支撑油缸触碰到管类零件底面时,液压支撑油缸自动锁死,使管类零件在加工时有足够的底部支撑;本发明不仅具有结构简单,加工方便的优点,而且设计巧妙、安全可靠
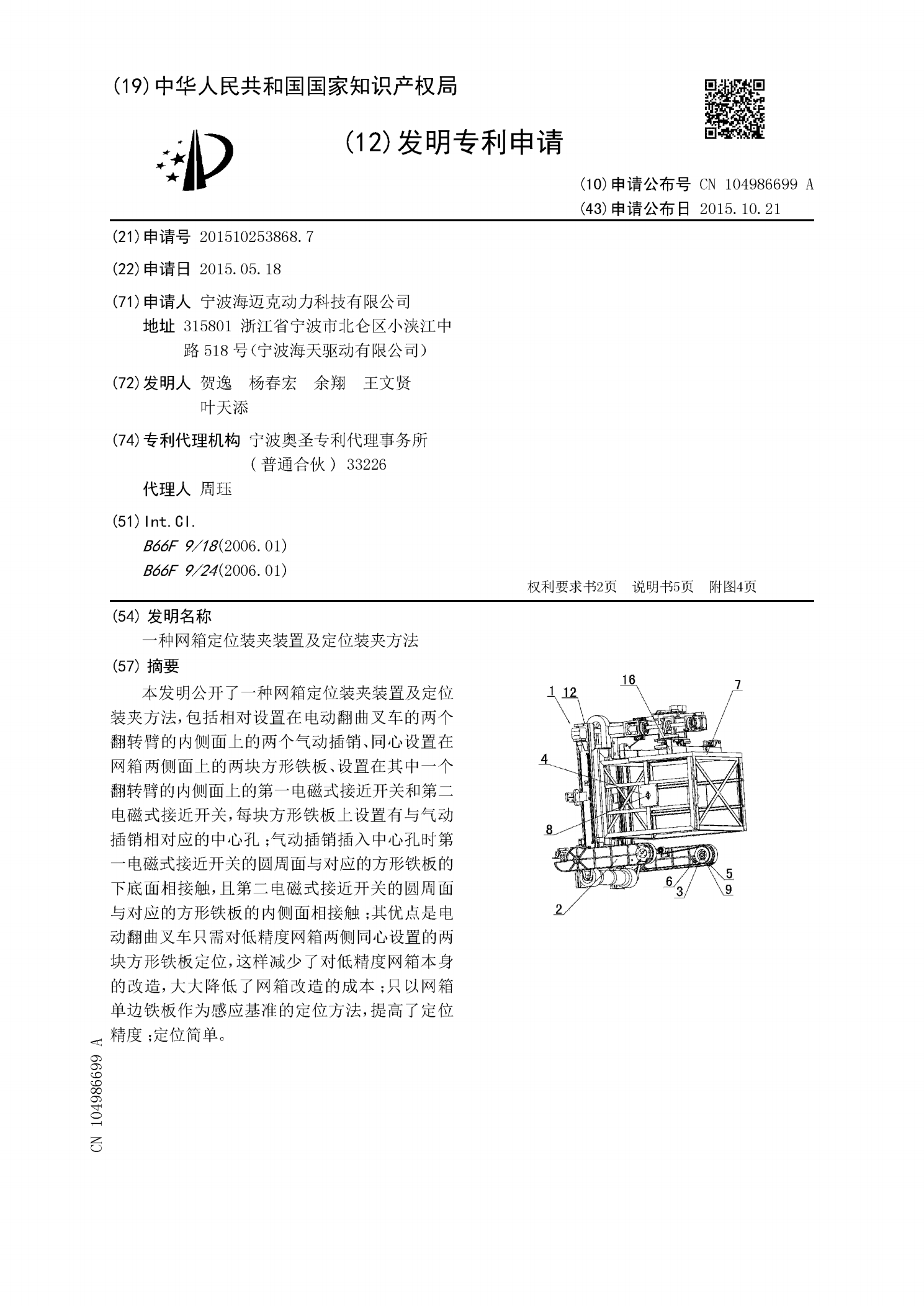
一种网箱定位装夹装置及定位装夹方法.pdf
本发明公开了一种网箱定位装夹装置及定位装夹方法,包括相对设置在电动翻曲叉车的两个翻转臂的内侧面上的两个气动插销、同心设置在网箱两侧面上的两块方形铁板、设置在其中一个翻转臂的内侧面上的第一电磁式接近开关和第二电磁式接近开关,每块方形铁板上设置有与气动插销相对应的中心孔;气动插销插入中心孔时第一电磁式接近开关的圆周面与对应的方形铁板的下底面相接触,且第二电磁式接近开关的圆周面与对应的方形铁板的内侧面相接触;其优点是电动翻曲叉车只需对低精度网箱两侧同心设置的两块方形铁板定位,这样减少了对低精度网箱本身的改造,大