
液压式自动定位夹紧夹具装夹细长管类零件的方法及装置.pdf

猫巷****雪凝

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
液压式自动定位夹紧夹具装夹细长管类零件的方法及装置.pdf
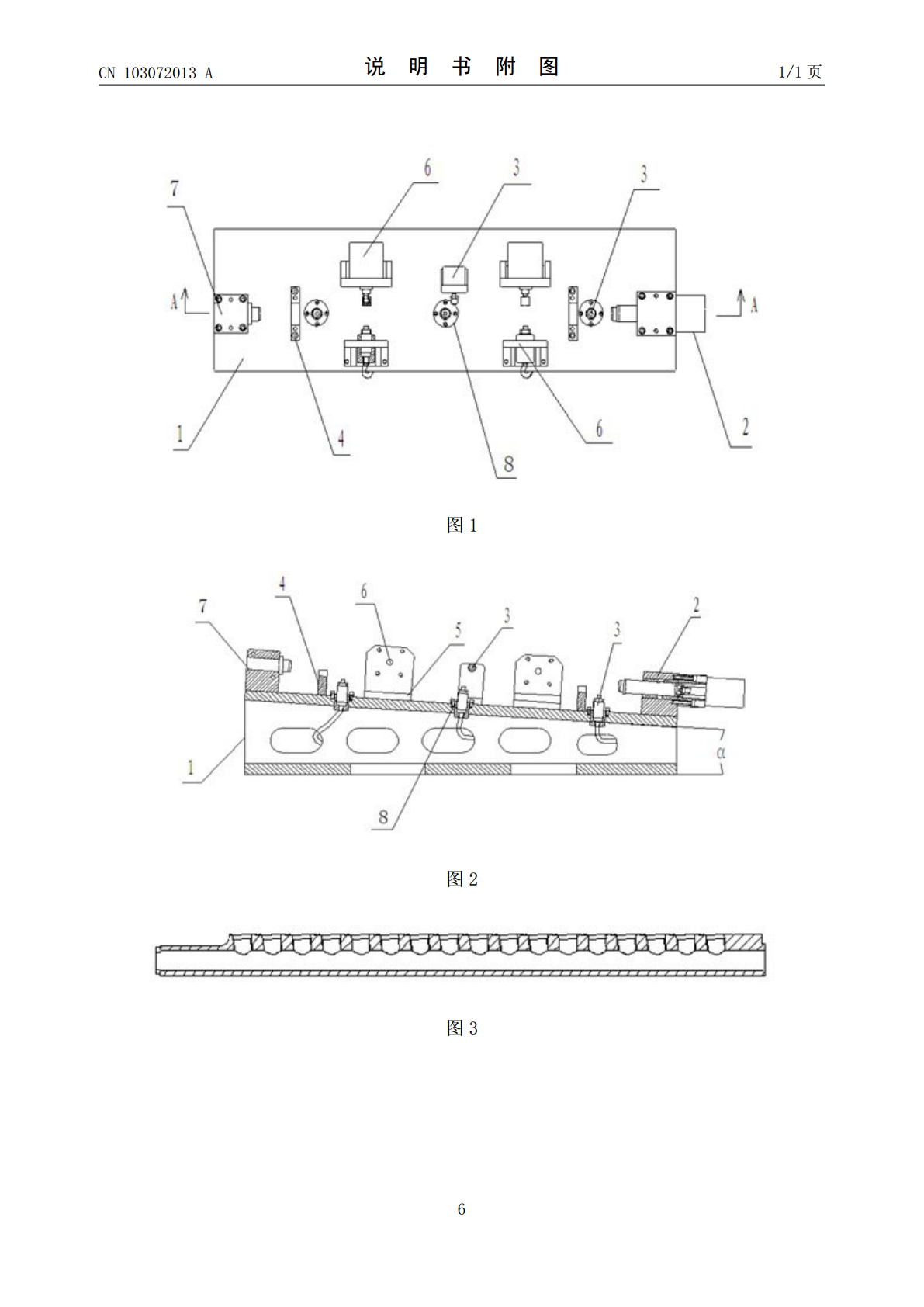
本发明公开了一种液压式自动定位夹紧夹具装夹管类零件的方法及夹具,在利用铣床加工管类零件时,首先将待加工的管类零件放在夹具底座的管座台上并放置在两个液压顶紧油缸之间,然后通过设置在支撑架上的液压支撑油缸顶触管类零件的侧面,使得管类零件的待加工平面与侧面保持一定垂直度,随后用液压顶紧油缸和液压夹紧油缸将管类零件夹紧,此时启动设置在底座上表面的液压支撑油缸,当液压支撑油缸触碰到管类零件底面时,液压支撑油缸自动锁死,使管类零件在加工时有足够的底部支撑;本发明不仅具有结构简单,加工方便的优点,而且设计巧妙、安全可靠
一种管钳自动氩弧焊装夹定位夹具及方法.pdf
一种管钳自动氩弧焊装夹定位夹具及方法,该定位夹具设置在焊枪上的卡模、外壳体、轴向定位销以及可换轴向定位接头;轴向定位销可在第一通孔中左右滑动;在外壳体上设置有锁紧结构用于锁紧所述轴向定位销;外壳体的右端通过卡接结构与卡模的第一侧板连接;在轴向定位销中心设置有第二通孔,第二通孔的左端连接有送气管,第二通孔的右端与可换轴向定位接头连接;在可换轴向定位接头的中心设置有导气孔。通过本发明所提供的定位夹具及方法,使管钳自动氩弧焊过程中对不同管径,不同接头的导管能够快速装夹,快速使焊针和焊缝对齐,缩短焊前准备工作时间
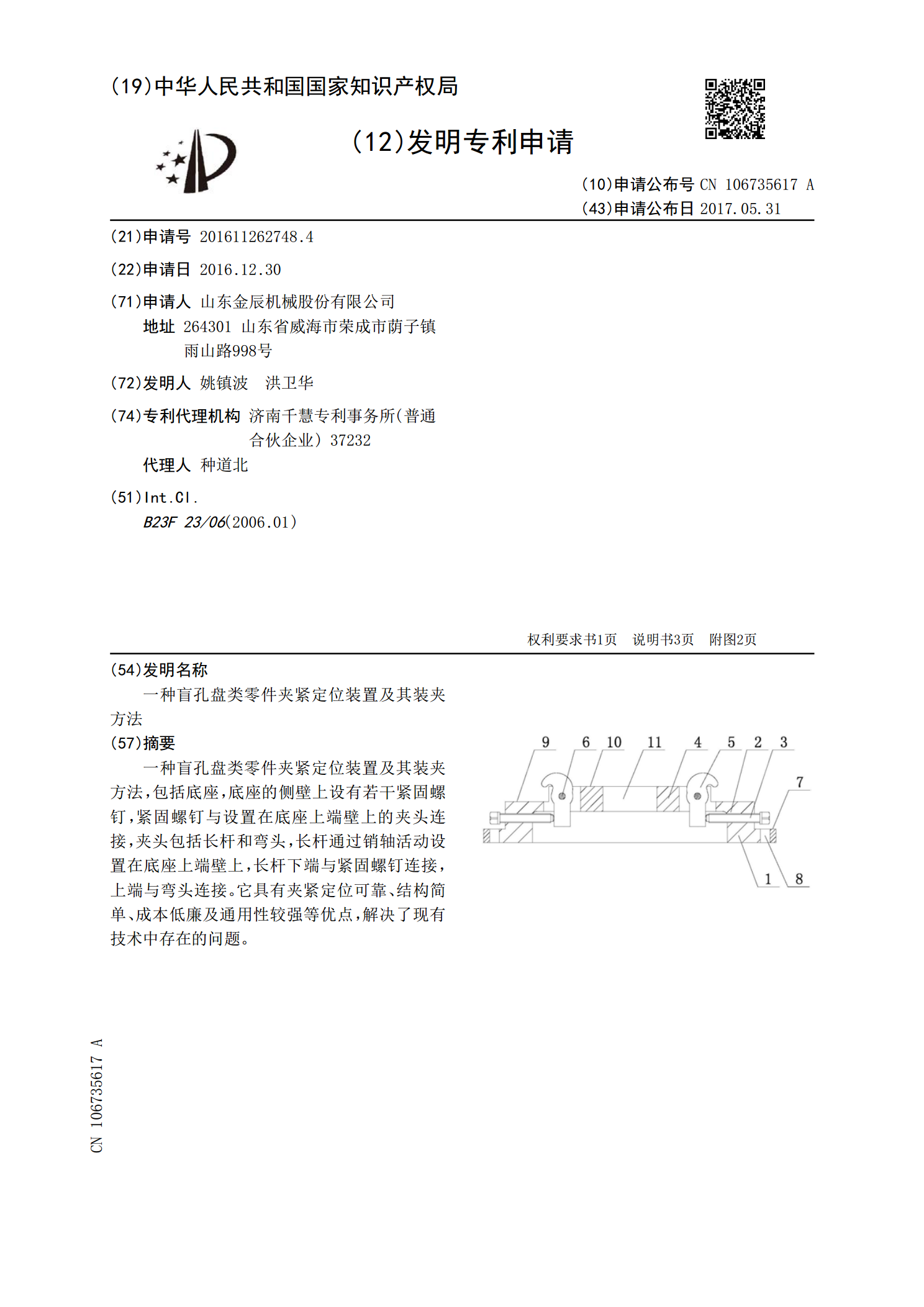
一种盲孔盘类零件夹紧定位装置及其装夹方法.pdf
一种盲孔盘类零件夹紧定位装置及其装夹方法,包括底座,底座的侧壁上设有若干紧固螺钉,紧固螺钉与设置在底座上端壁上的夹头连接,夹头包括长杆和弯头,长杆通过销轴活动设置在底座上端壁上,长杆下端与紧固螺钉连接,上端与弯头连接。它具有夹紧定位可靠、结构简单、成本低廉及通用性较强等优点,解决了现有技术中存在的问题。
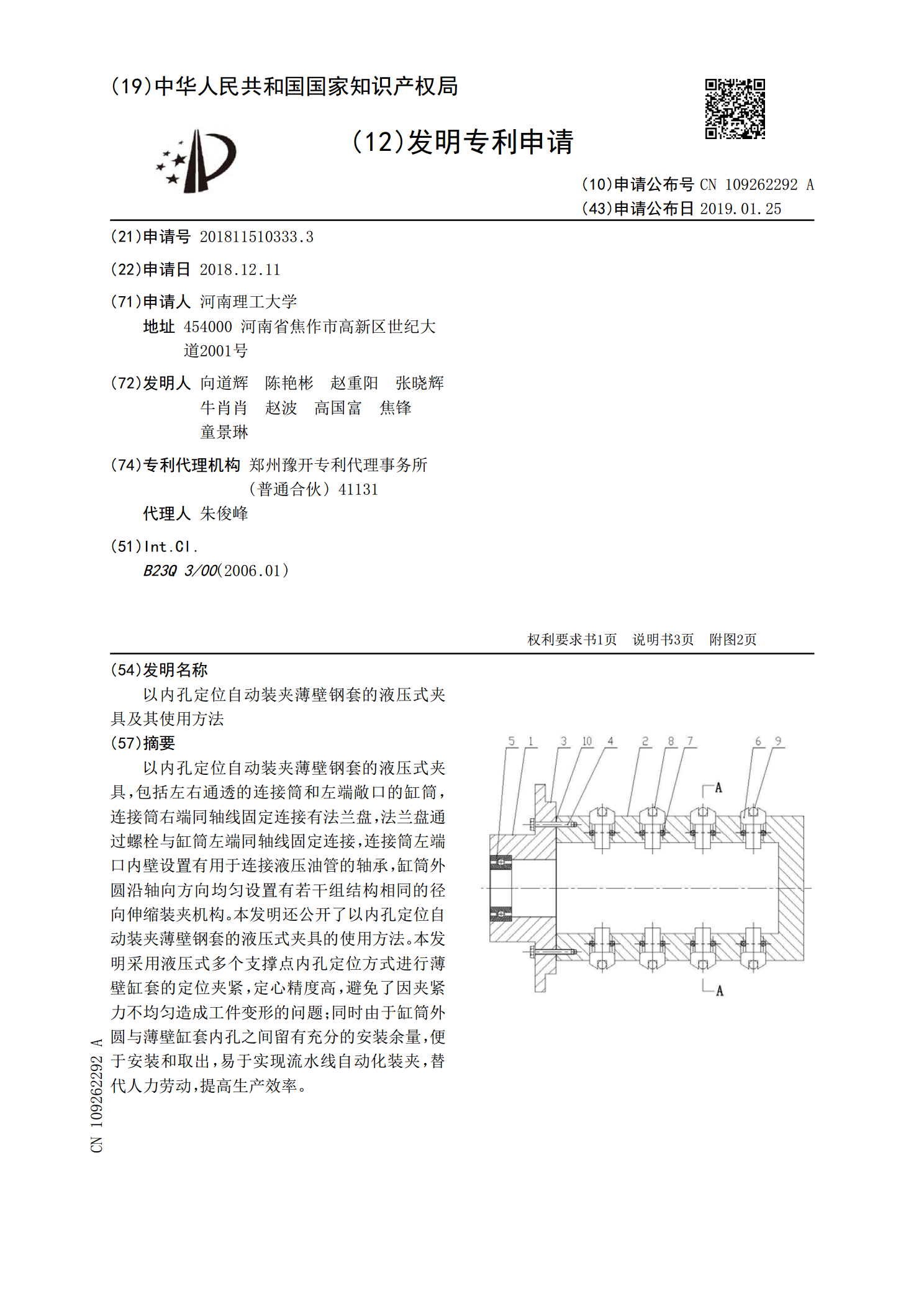
以内孔定位自动装夹薄壁钢套的液压式夹具及其使用方法.pdf
以内孔定位自动装夹薄壁钢套的液压式夹具,包括左右通透的连接筒和左端敞口的缸筒,连接筒右端同轴线固定连接有法兰盘,法兰盘通过螺栓与缸筒左端同轴线固定连接,连接筒左端口内壁设置有用于连接液压油管的轴承,缸筒外圆沿轴向方向均匀设置有若干组结构相同的径向伸缩装夹机构。本发明还公开了以内孔定位自动装夹薄壁钢套的液压式夹具的使用方法。本发明采用液压式多个支撑点内孔定位方式进行薄壁缸套的定位夹紧,定心精度高,避免了因夹紧力不均匀造成工件变形的问题;同时由于缸筒外圆与薄壁缸套内孔之间留有充分的安装余量,便于安装和取出,易
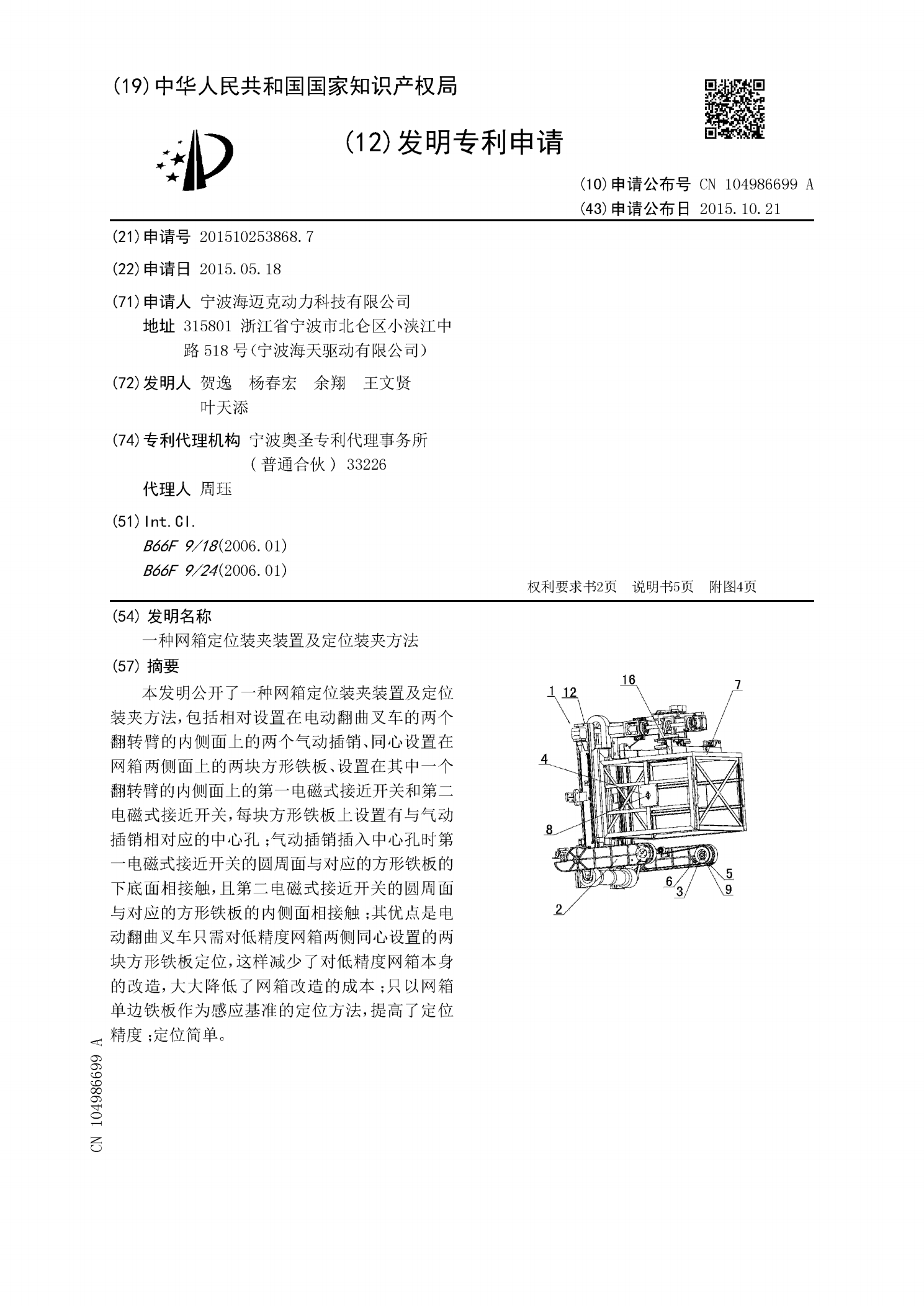
一种网箱定位装夹装置及定位装夹方法.pdf
本发明公开了一种网箱定位装夹装置及定位装夹方法,包括相对设置在电动翻曲叉车的两个翻转臂的内侧面上的两个气动插销、同心设置在网箱两侧面上的两块方形铁板、设置在其中一个翻转臂的内侧面上的第一电磁式接近开关和第二电磁式接近开关,每块方形铁板上设置有与气动插销相对应的中心孔;气动插销插入中心孔时第一电磁式接近开关的圆周面与对应的方形铁板的下底面相接触,且第二电磁式接近开关的圆周面与对应的方形铁板的内侧面相接触;其优点是电动翻曲叉车只需对低精度网箱两侧同心设置的两块方形铁板定位,这样减少了对低精度网箱本身的改造,大