
缸套铸造涂料自动喷涂装置.pdf

努力****冰心


1/7
2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
缸套铸造涂料自动喷涂装置.pdf
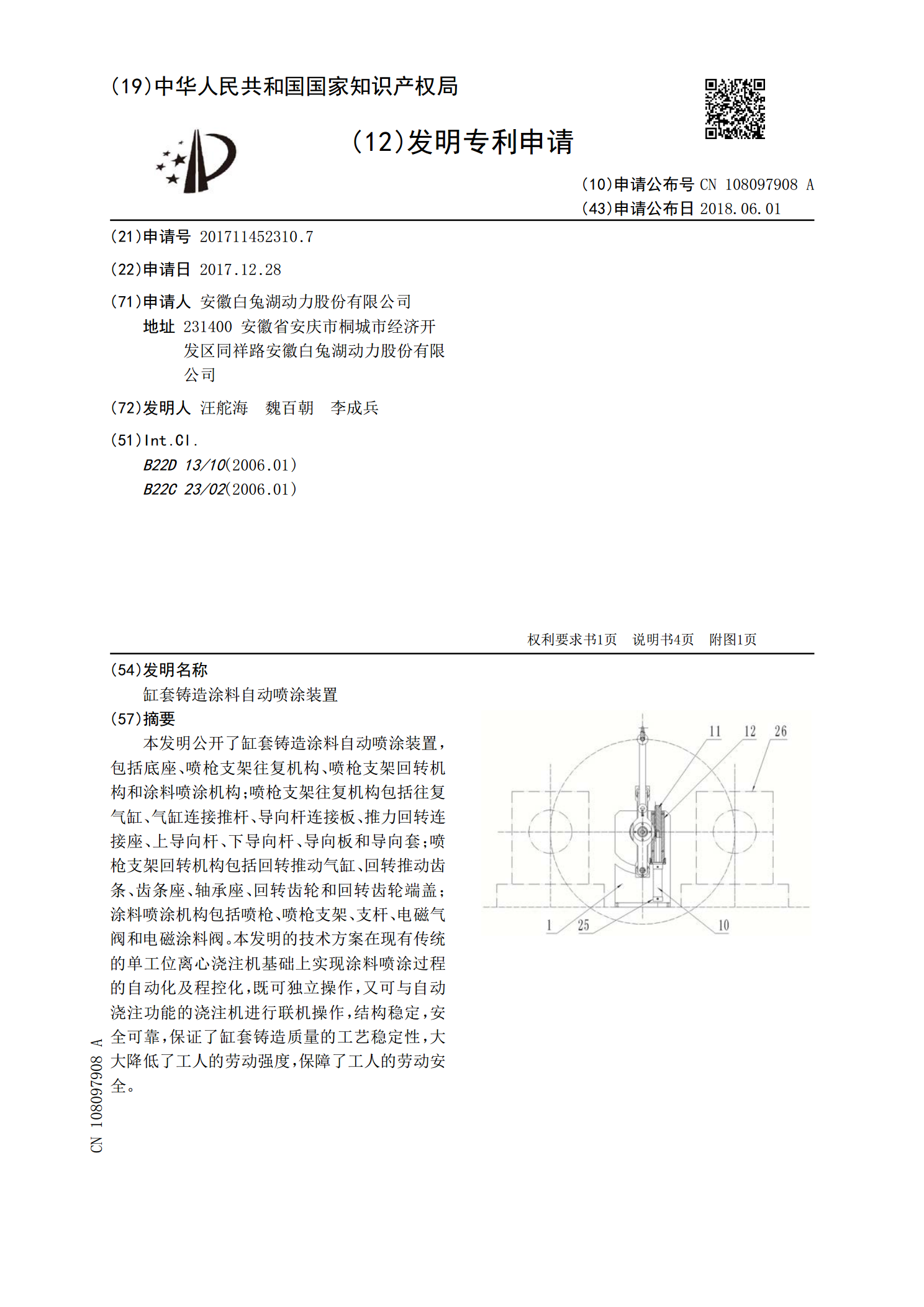
本发明公开了缸套铸造涂料自动喷涂装置,包括底座、喷枪支架往复机构、喷枪支架回转机构和涂料喷涂机构;喷枪支架往复机构包括往复气缸、气缸连接推杆、导向杆连接板、推力回转连接座、上导向杆、下导向杆、导向板和导向套;喷枪支架回转机构包括回转推动气缸、回转推动齿条、齿条座、轴承座、回转齿轮和回转齿轮端盖;涂料喷涂机构包括喷枪、喷枪支架、支杆、电磁气阀和电磁涂料阀。本发明的技术方案在现有传统的单工位离心浇注机基础上实现涂料喷涂过程的自动化及程控化,既可独立操作,又可与自动浇注功能的浇注机进行联机操作,结构稳定,安全可

铸造涂料自动喷涂机.pdf
本发明公开了铸造涂料自动喷涂机,包括翻转框架、输送滚道、支撑滚轮、喷头、涂料储存输送装置和PLC控制系统;所述翻转框架包括两个平行排布的翻转滚轮,两个翻转滚轮之间分别由两块支撑板连接,每个翻转滚轮底部分别安装两个支撑滚轮;输送滚道有两条,每条输送滚道包括两排输送滚轮,该两排输送滚轮安装在一块支撑板内侧面上;喷头可沿翻转滚轮轴线方向移动地安装在两个翻转滚轮之间;涂料储存输送装置管道连接喷头;PLC控制系统分别控制翻转框架、输送滚道、支撑滚轮、喷头和涂料储存输送装置。本发明的喷涂机喷涂铸型表面一致性好、无流痕

缸套的气压枪喷涂铸造工艺.pdf
本发明公开了一种缸套的气压枪喷涂铸造工艺,其特征在于:包括以下步骤:(1)、按照配比为铁屑58‑60、废钢29‑33、废铁5.7‑6.3、高硅生铁7‑9、硅铁0.7‑0.9、硼铁0.08‑0.09、铜0.59‑0.65准备原料;采用熔炼温度为1600‑1760℃进行熔炼,出炉铁水温度1550‑1600℃;其间,待铁水温度达1380‑1450℃时,取样进行光谱分析,通过光谱分析仪检测化学成份,及时进行调整,验定铁水的化学成份、铁水质量。本发明取消原来一种手动上涂和两端石棉垫,节约了两端石棉垫,且喷涂能保证涂

用于缸套成型的铸造装置.pdf
本发明涉及缸套的成型设备技术领域,具体公开了用于缸套成型的铸造装置,包括机架,机架上转动连接有竖向的转轴,转轴上同轴固定连接有圆台形的驱动轮,驱动轮的小直径端朝上,机架上横向滑动连接有支撑架,支撑架上设有两个浇注单元;所述浇注单元包括转筒、成型模具、上限位机构和下限位机构,转筒的下端固设有沿径向凸出的摩擦环,摩擦环与驱动轮的侧壁摩擦配合,所述成型模具位于转筒的空腔内,成型模具包括第一模片和第二模片;所述上限位机构位于转筒的上端;所述下限位机构位于转筒的下端;所述机架上设有驱动转轴转动的电机。解决了现有技术

纳米级光催化涂料自动喷涂装置.pdf
一种纳米级光催化涂料自动喷涂装置,尤其是能在透明物表面进行均匀喷涂光催化剂的装置。它是由导轨底座、喷涂框架、喷嘴组合、牵引钢绳、牵引电机依次连接。导轨底座下的支撑脚用膨胀螺栓紧固在地面上(方案一)或喷涂对象上(方案二),喷涂框架通过底部4个滑块(4个角各1个)的内孔与导轨底座上的上下2根平行导轨间隙配合连接。喷嘴组合垂直排列用螺栓固定在喷涂框架上。牵引电机固定在喷涂框架底部。喷涂框架下面的牵引电机通过牵引钢绳与导轨底座左右二支柱上的动滑轮相连。通过控制牵引电机转动,固定在喷涂框架上的喷嘴组合可随喷涂框架在