
缸套的气压枪喷涂铸造工艺.pdf

小云****66

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

缸套的气压枪喷涂铸造工艺.pdf
本发明公开了一种缸套的气压枪喷涂铸造工艺,其特征在于:包括以下步骤:(1)、按照配比为铁屑58‑60、废钢29‑33、废铁5.7‑6.3、高硅生铁7‑9、硅铁0.7‑0.9、硼铁0.08‑0.09、铜0.59‑0.65准备原料;采用熔炼温度为1600‑1760℃进行熔炼,出炉铁水温度1550‑1600℃;其间,待铁水温度达1380‑1450℃时,取样进行光谱分析,通过光谱分析仪检测化学成份,及时进行调整,验定铁水的化学成份、铁水质量。本发明取消原来一种手动上涂和两端石棉垫,节约了两端石棉垫,且喷涂能保证涂
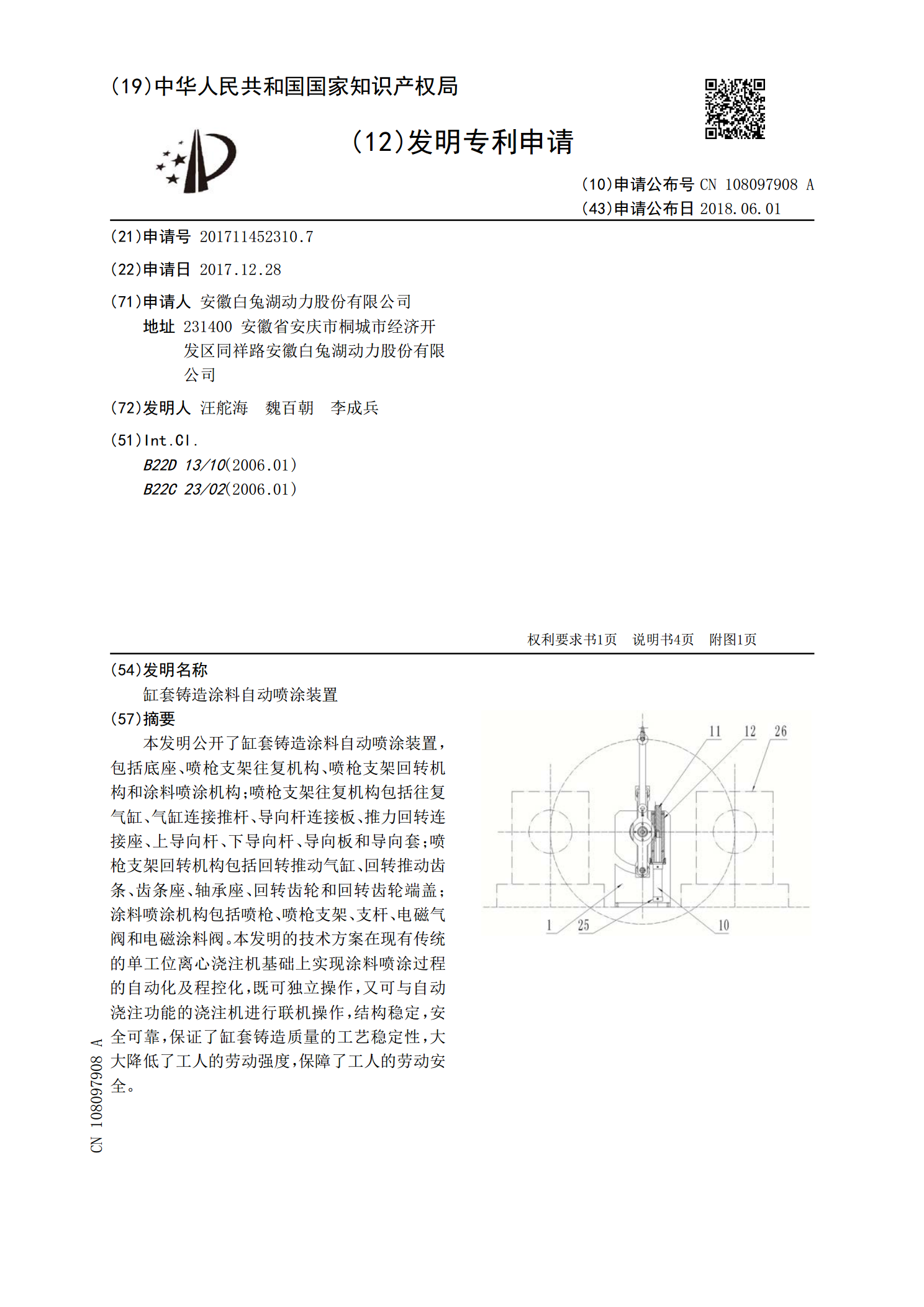
缸套铸造涂料自动喷涂装置.pdf
本发明公开了缸套铸造涂料自动喷涂装置,包括底座、喷枪支架往复机构、喷枪支架回转机构和涂料喷涂机构;喷枪支架往复机构包括往复气缸、气缸连接推杆、导向杆连接板、推力回转连接座、上导向杆、下导向杆、导向板和导向套;喷枪支架回转机构包括回转推动气缸、回转推动齿条、齿条座、轴承座、回转齿轮和回转齿轮端盖;涂料喷涂机构包括喷枪、喷枪支架、支杆、电磁气阀和电磁涂料阀。本发明的技术方案在现有传统的单工位离心浇注机基础上实现涂料喷涂过程的自动化及程控化,既可独立操作,又可与自动浇注功能的浇注机进行联机操作,结构稳定,安全可

缸套铸造工艺改革.docx
缸套铸造工艺改革缸套铸造工艺改革摘要随着汽车工业的快速发展,缸套作为发动机的重要组成部分,在汽车制造中具有关键性地位。然而,传统的缸套铸造工艺存在着一系列问题,如生产成本高、工艺复杂、产品质量难以保证等。因此,本文旨在探讨缸套铸造工艺改革的必要性和可行性,并介绍一些现有的改革方案,以期提高缸套的生产效率和质量。关键词:缸套;铸造工艺;改革;生产效率;质量保证引言缸套是发动机的重要部件之一,它起着保护汽缸壁、降低摩擦和密封作用等关键作用。然而,传统的缸套铸造工艺存在着一些问题,如生产成本高、工艺复杂、产品质

带凸台缸套的铸造工艺改进.docx
带凸台缸套的铸造工艺改进题目:带凸台缸套的铸造工艺改进摘要:铸造工艺是一项关键技术,直接影响到铸件的质量和性能。本论文以带凸台缸套的铸造工艺改进为研究对象,通过分析传统工艺中存在的问题,提出了一种新的改进工艺,并通过实验和验证,初步验证了新工艺的可行性和优势。1.引言带凸台缸套是一种常见的铸造件,广泛应用于汽车、船舶等领域。然而,传统的铸造工艺存在一些问题,如凸台缸套壁厚不均匀、孔洞、气孔等缺陷,导致铸件质量下降。为了解决这些问题,本论文提出了一种改进的铸造工艺。2.传统工艺存在的问题2.1凸台缸套壁厚不
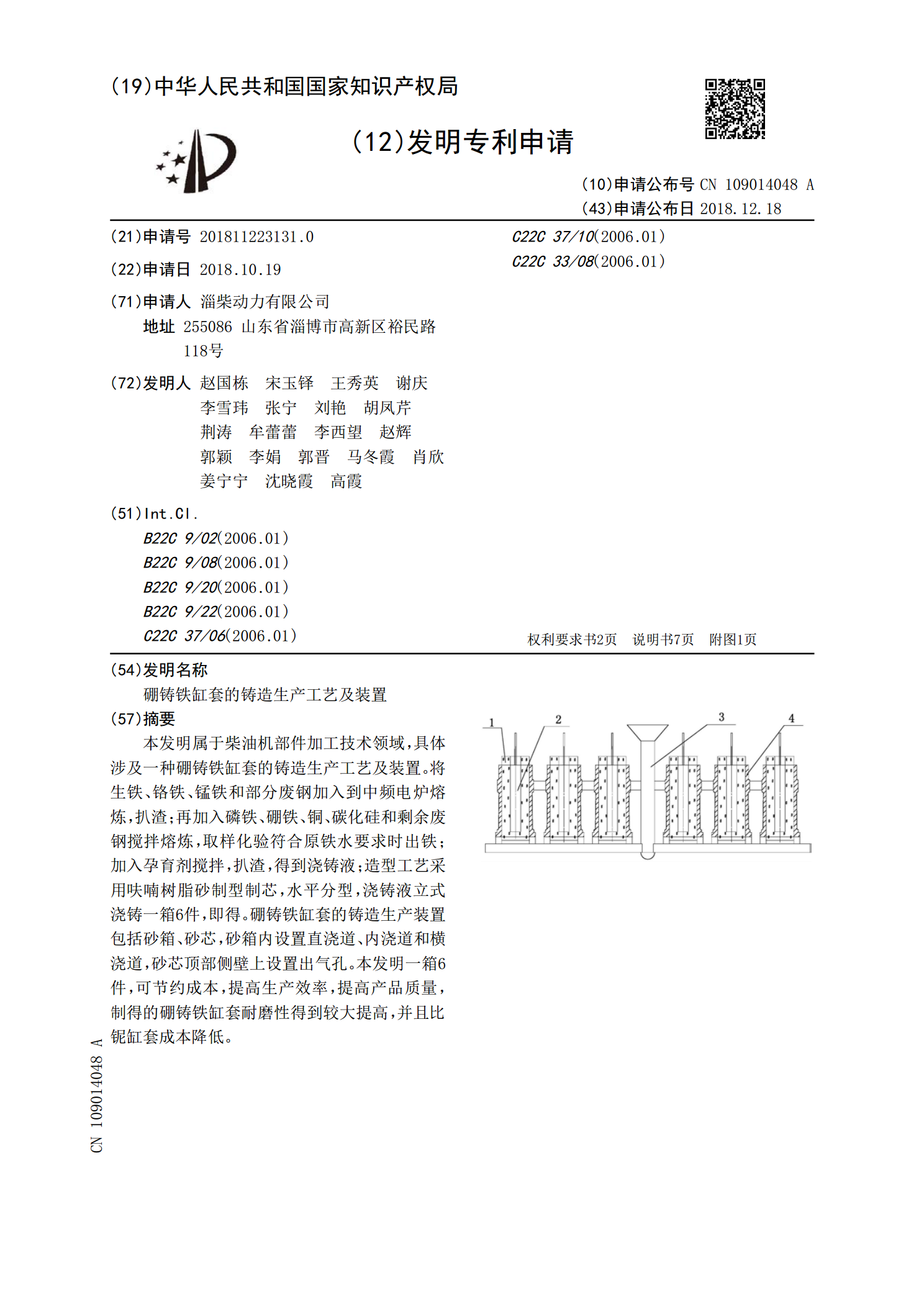
硼铸铁缸套的铸造生产工艺及装置.pdf
本发明属于柴油机部件加工技术领域,具体涉及一种硼铸铁缸套的铸造生产工艺及装置。将生铁、铬铁、锰铁和部分废钢加入到中频电炉熔炼,扒渣;再加入磷铁、硼铁、铜、碳化硅和剩余废钢搅拌熔炼,取样化验符合原铁水要求时出铁;加入孕育剂搅拌,扒渣,得到浇铸液;造型工艺采用呋喃树脂砂制型制芯,水平分型,浇铸液立式浇铸一箱6件,即得。硼铸铁缸套的铸造生产装置包括砂箱、砂芯,砂箱内设置直浇道、内浇道和横浇道,砂芯顶部侧壁上设置出气孔。本发明一箱6件,可节约成本,提高生产效率,提高产品质量,制得的硼铸铁缸套耐磨性得到较大提高,并