
后地板骨架总成和车辆.pdf

佳宁****么啦


1/10
2/10

3/10

4/10
5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
后地板骨架总成和车辆.pdf
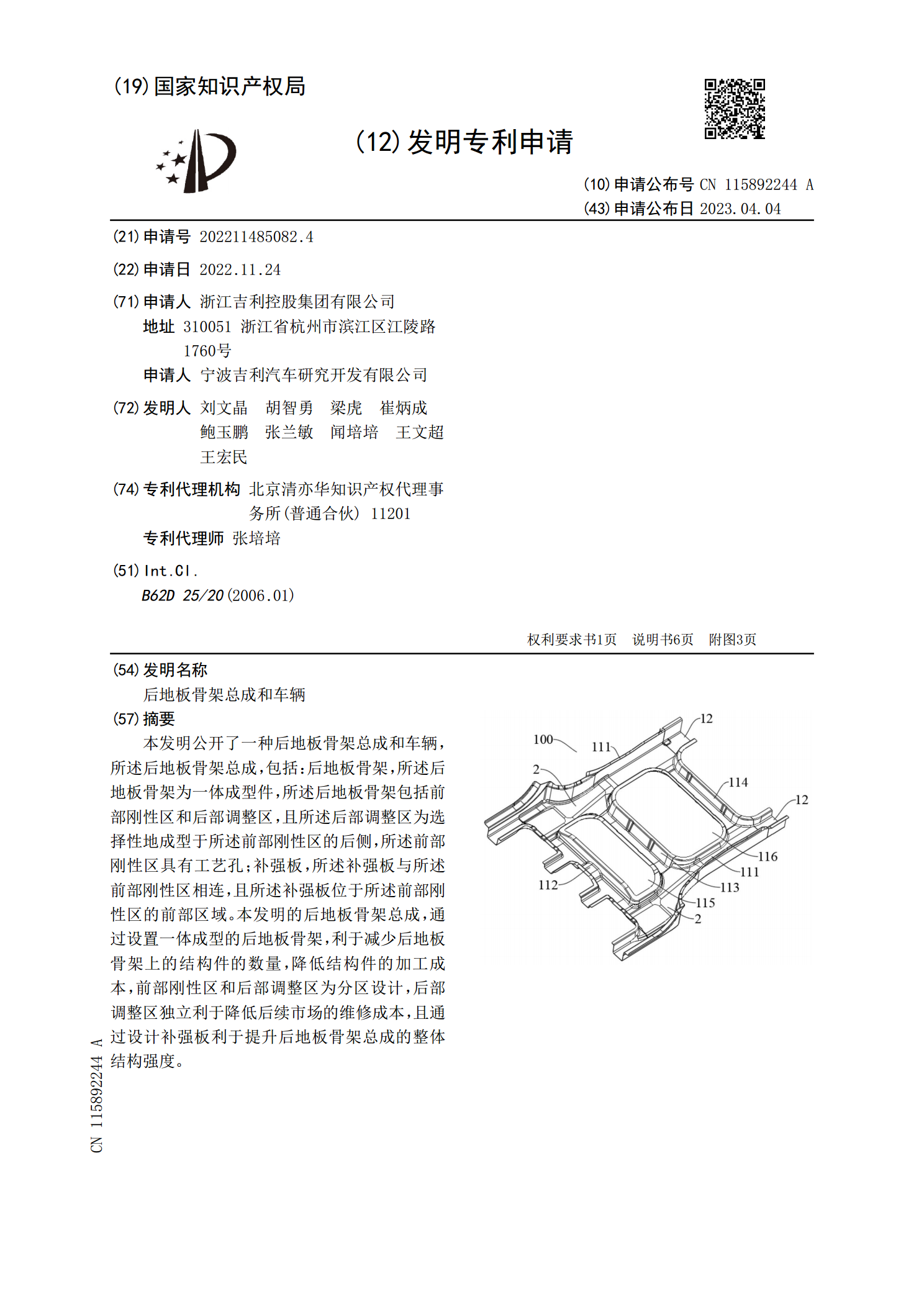
本发明公开了一种后地板骨架总成和车辆,所述后地板骨架总成,包括:后地板骨架,所述后地板骨架为一体成型件,所述后地板骨架包括前部刚性区和后部调整区,且所述后部调整区为选择性地成型于所述前部刚性区的后侧,所述前部刚性区具有工艺孔;补强板,所述补强板与所述前部刚性区相连,且所述补强板位于所述前部刚性区的前部区域。本发明的后地板骨架总成,通过设置一体成型的后地板骨架,利于减少后地板骨架上的结构件的数量,降低结构件的加工成本,前部刚性区和后部调整区为分区设计,后部调整区独立利于降低后续市场的维修成本,且通过设计补强

一种地板骨架总成、地板总成以及车辆.pdf
本申请公开了一种地板骨架总成、地板总成以及车辆,解决现有技术地板骨架总成零件和工装数量多,投资大,制造工序复杂,生产效率低的技术问题。本申请提供的地板骨架总成采用一体化设计方案,包括骨架上板组成和骨架下板组成,骨架上板组成包括两个纵梁上板;骨架下板组成包括两个纵梁下板;骨架上板组成和/或骨架下板组成还包括横梁和局部加强板,局部加强板、横梁与对应的纵梁上板/纵梁下板先落料成合适尺寸的料板,料板拼焊后通过热冲压一体成型,由此骨架上板组成和骨架下板组成分别形成单件,模具数量大量减少,还节省了夹具投资,减少制造工
一种后地板总成和车辆.pdf
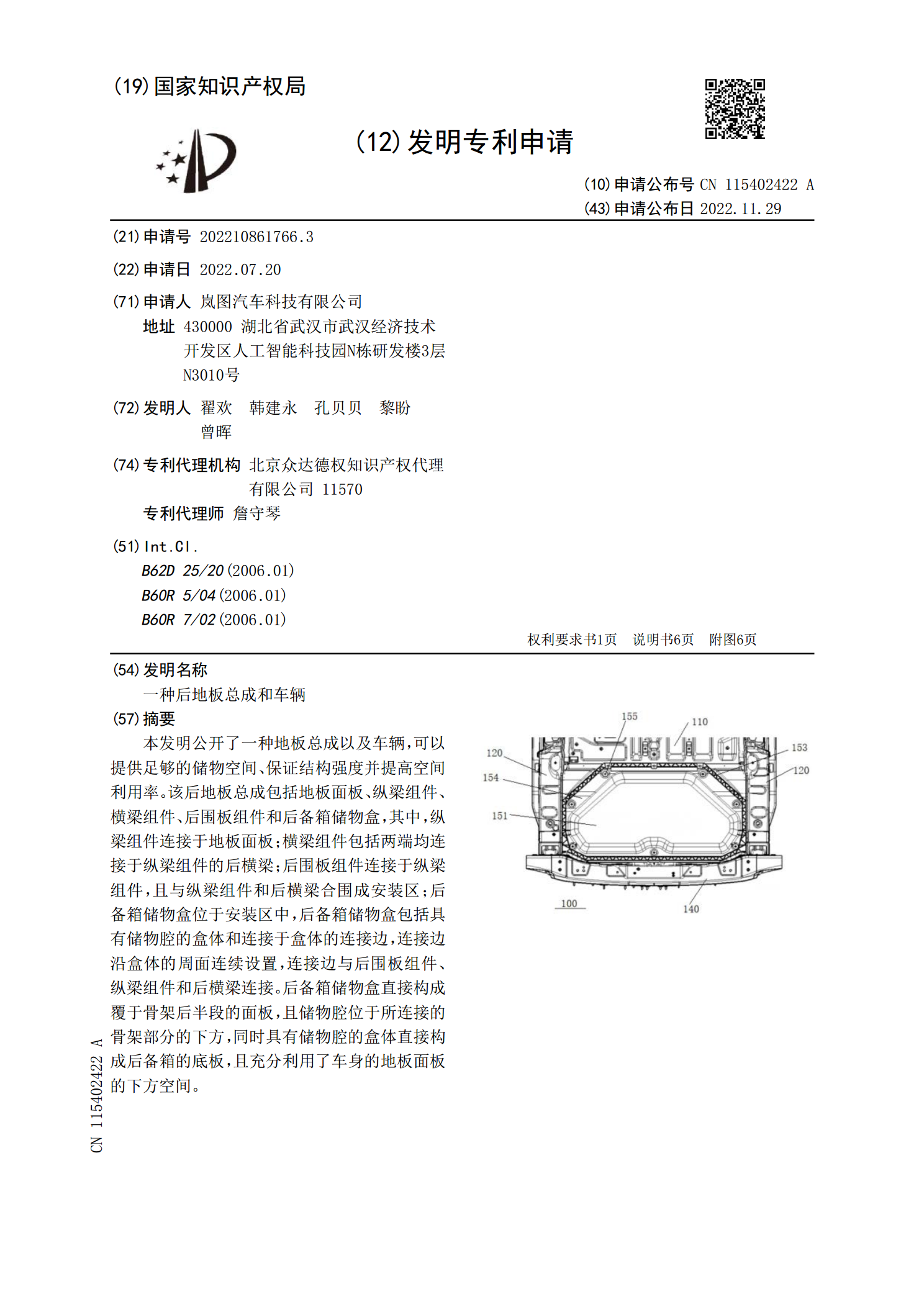
本发明公开了一种地板总成以及车辆,可以提供足够的储物空间、保证结构强度并提高空间利用率。该后地板总成包括地板面板、纵梁组件、横梁组件、后围板组件和后备箱储物盒,其中,纵梁组件连接于地板面板;横梁组件包括两端均连接于纵梁组件的后横梁;后围板组件连接于纵梁组件,且与纵梁组件和后横梁合围成安装区;后备箱储物盒位于安装区中,后备箱储物盒包括具有储物腔的盒体和连接于盒体的连接边,连接边沿盒体的周面连续设置,连接边与后围板组件、纵梁组件和后横梁连接。后备箱储物盒直接构成覆于骨架后半段的面板,且储物腔位于所连接的骨架部
一种后地板前横梁总成、后地板总成以及车辆.pdf
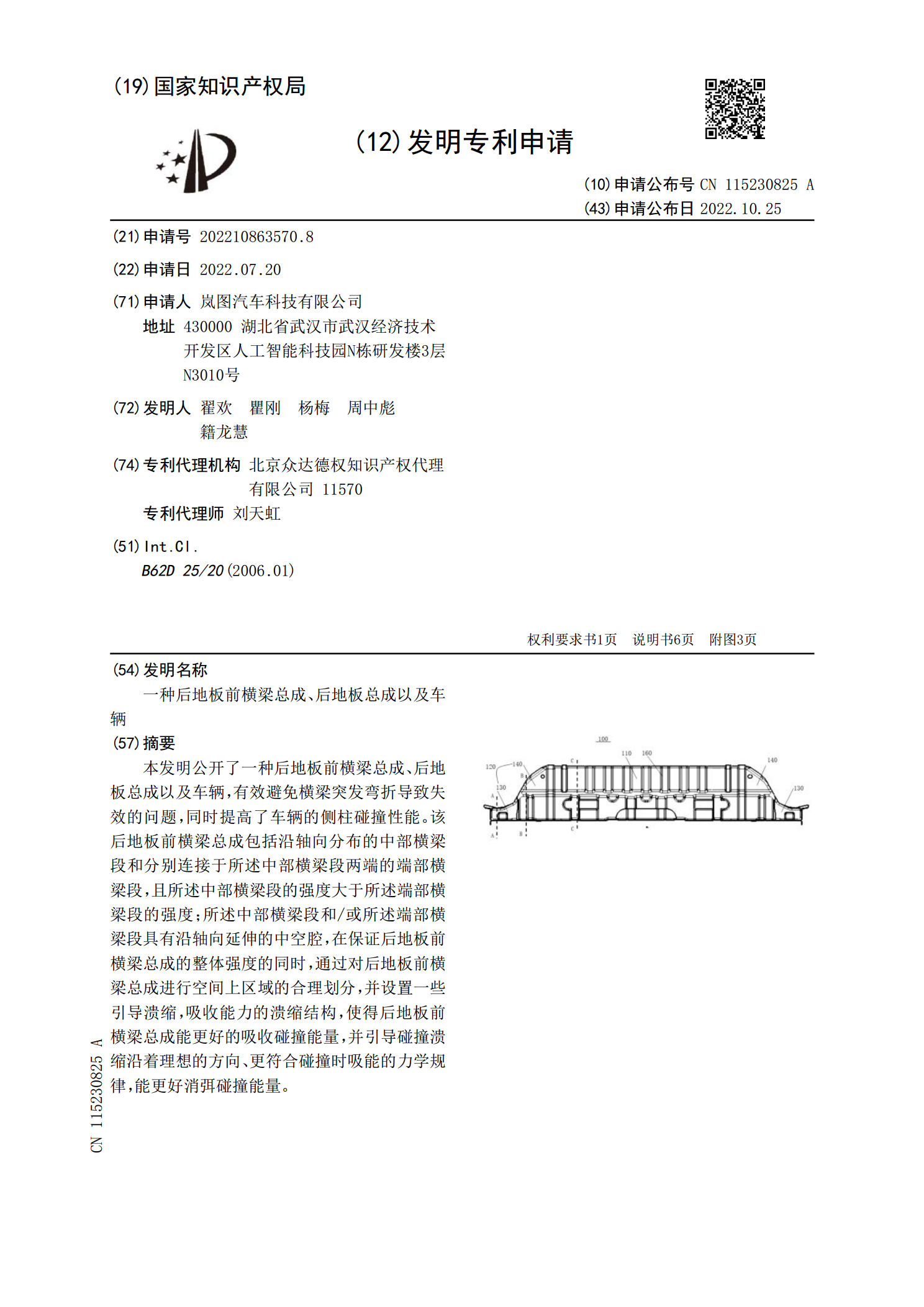
本发明公开了一种后地板前横梁总成、后地板总成以及车辆,有效避免横梁突发弯折导致失效的问题,同时提高了车辆的侧柱碰撞性能。该后地板前横梁总成包括沿轴向分布的中部横梁段和分别连接于所述中部横梁段两端的端部横梁段,且所述中部横梁段的强度大于所述端部横梁段的强度;所述中部横梁段和/或所述端部横梁段具有沿轴向延伸的中空腔,在保证后地板前横梁总成的整体强度的同时,通过对后地板前横梁总成进行空间上区域的合理划分,并设置一些引导溃缩,吸收能力的溃缩结构,使得后地板前横梁总成能更好的吸收碰撞能量,并引导碰撞溃缩沿着理想的方
一种后地板总成以及车辆.pdf
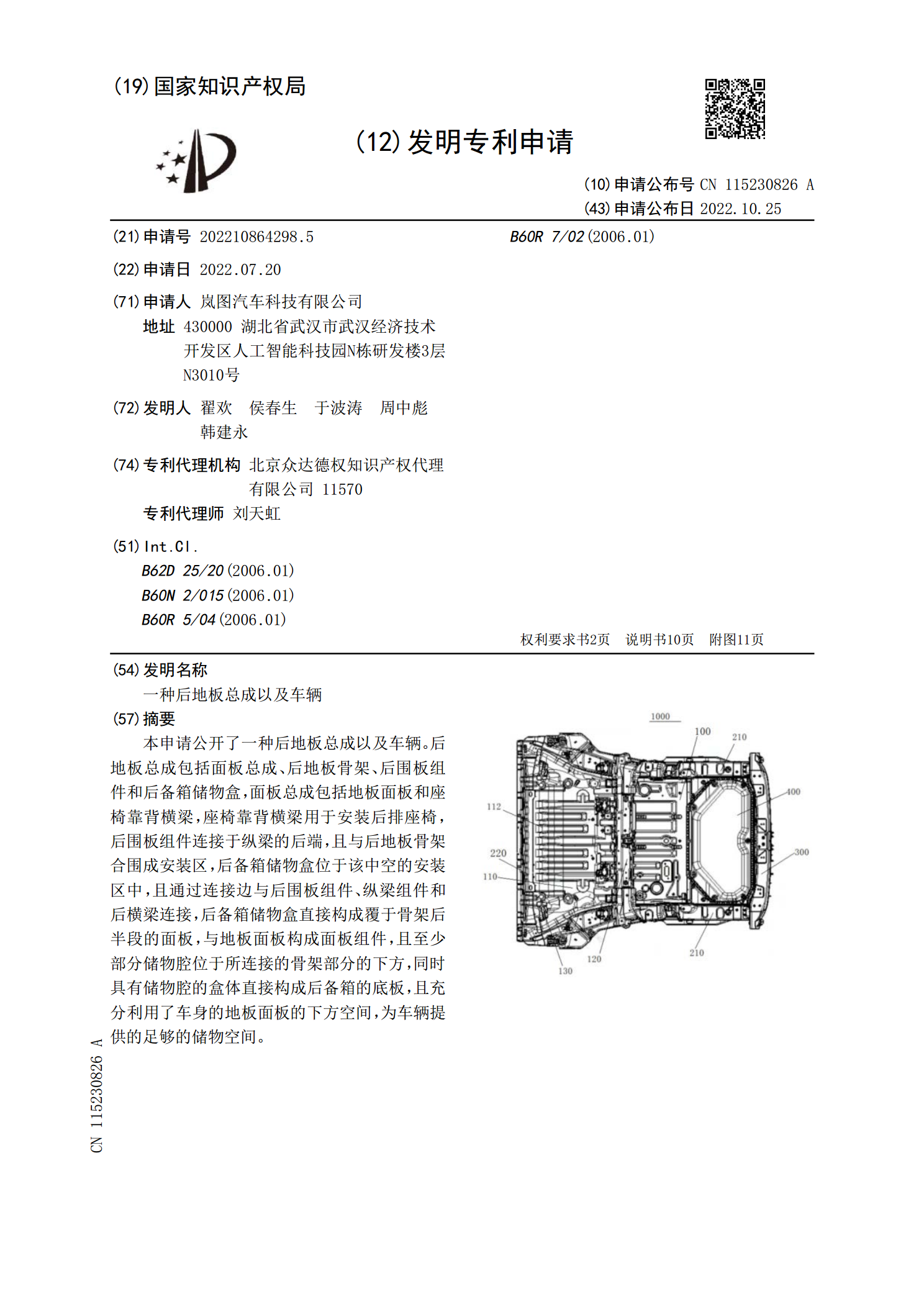
本申请公开了一种后地板总成以及车辆。后地板总成包括面板总成、后地板骨架、后围板组件和后备箱储物盒,面板总成包括地板面板和座椅靠背横梁,座椅靠背横梁用于安装后排座椅,后围板组件连接于纵梁的后端,且与后地板骨架合围成安装区,后备箱储物盒位于该中空的安装区中,且通过连接边与后围板组件、纵梁组件和后横梁连接,后备箱储物盒直接构成覆于骨架后半段的面板,与地板面板构成面板组件,且至少部分储物腔位于所连接的骨架部分的下方,同时具有储物腔的盒体直接构成后备箱的底板,且充分利用了车身的地板面板的下方空间,为车辆提供的足够的