
一种铝管自动挤压成型装置.pdf

是你****深呀


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铝管自动挤压成型装置.pdf
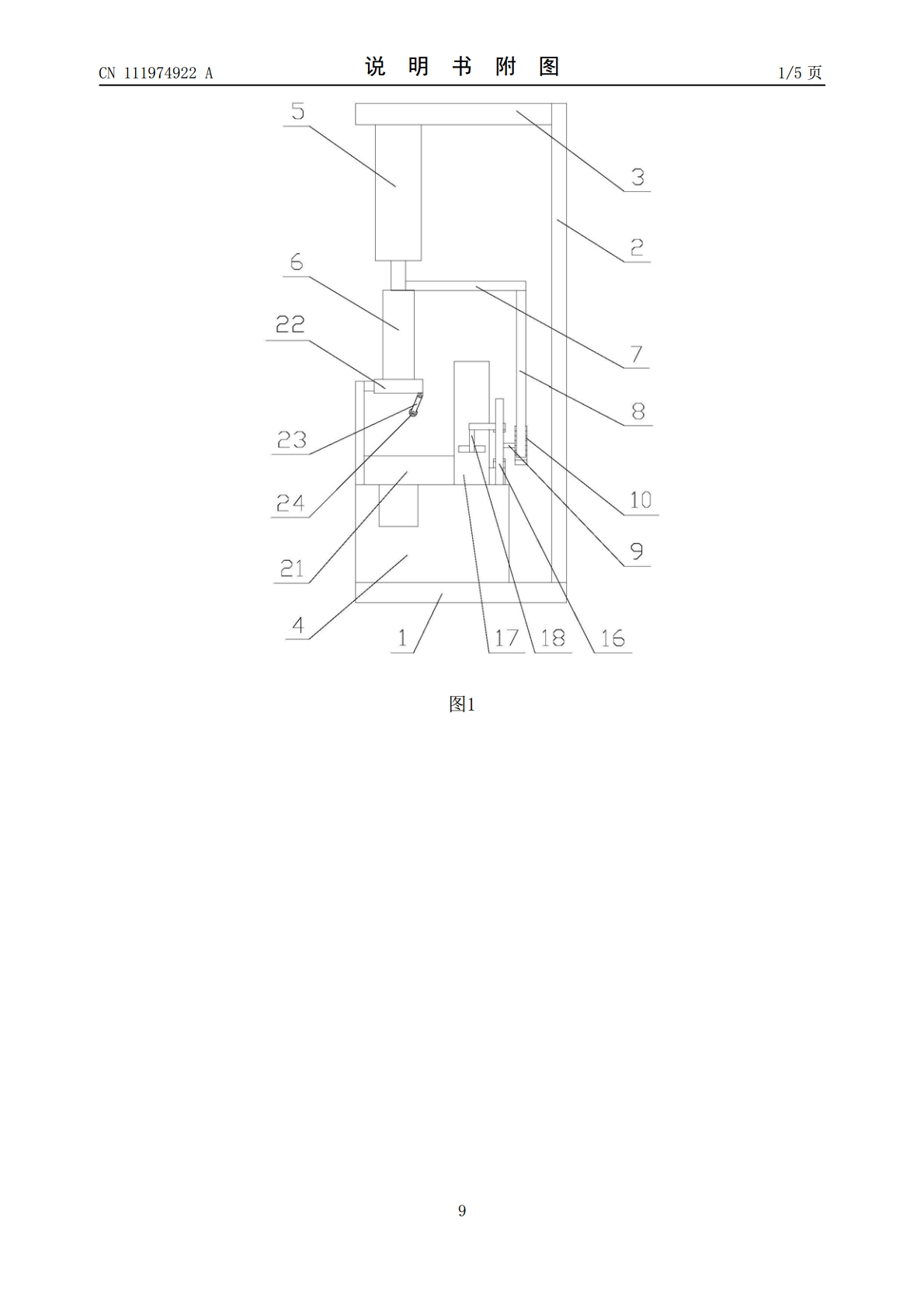
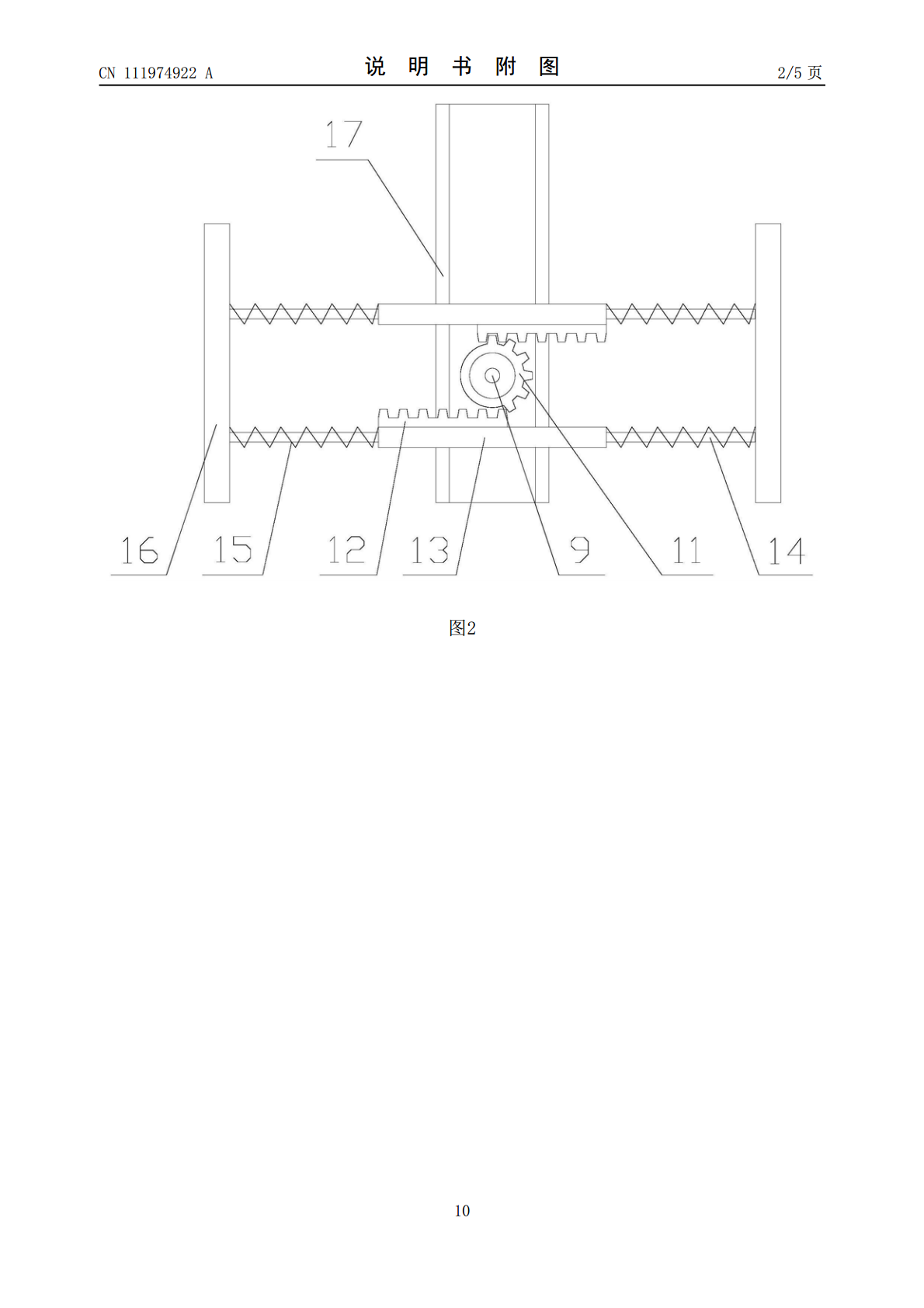
本发明涉及一种铝管自动挤压成型装置,包括底座、支杆、横杆、操作台、气缸、冲压头和送料机构,所述操作台设置在底座上,所述气缸竖向朝下设置在横杆上,所述冲压头安装在气缸上,所述送料机构设置在操作台的一侧,所述送料机构包括驱动组件、从动组件、限位组件和推出组件,该铝管自动挤压成型装置,通过送料机构实现自动送料,通过气缸驱动冲压头对柱形槽内的铝块实现挤压成型,与现有的挤压成型装置相比,该装置通过一个输出源同时实现了送料、工件的成型和成品的回收,节省了能源,与现有的送料机构相比,该送料机构通过第一卡杆和第二卡杆的相
一种铝管加工用挤压装置.pdf
本发明提供一种铝管加工用挤压装置,涉及挤压技术领域,包括箱体和柜体,所述箱体内壁的底部固定连接有支撑杆,所述支撑杆的内部活动嵌设有电机,所述电机的输出轴固定连接有固定杆,所述固定杆的中心处固定连接有支撑件,所述固定杆中心处的两侧均活动套设有限位块,两个所述限位块的正表面和后表面均固定连接有固定柱。本发明中,通过在一种铝管加工用挤压装置中增加了电子伸缩杆以及电磁铁,解决了在传统工艺中需要手动进行传输铝管进行挤压,达到了稳定固定铝管位置的效果,通过在一种铝管加工用挤压装置中增加了电机,固定杆等设备,解决了传统
一种无缝钢管自动挤压成型装置.pdf
本发明涉及一种无缝钢管自动挤压成型装置,包括底座、支杆、成型机构和锁定机构,所述支杆有两个,两个支杆分别设置在底座的两端,所述成型机构设置在底座上,所述锁定机构设置在成型机构上,该无缝钢管自动挤压成型装置,通过锁定机构对钻杆进行锁定,通过成型机构实现工件的成型,与现有的成型装置相比,该装置通过一个输出端实现了成型机构和锁定机构的运行,节省了能源,同时成型机构和锁定机构采用联动,使得工件在成型时,钻杆位于圆孔处,完成成型时,钻杆移开,实现工件的回收,且该联动采用纯机械结构,避免了传感器等电子元件的使用,提高
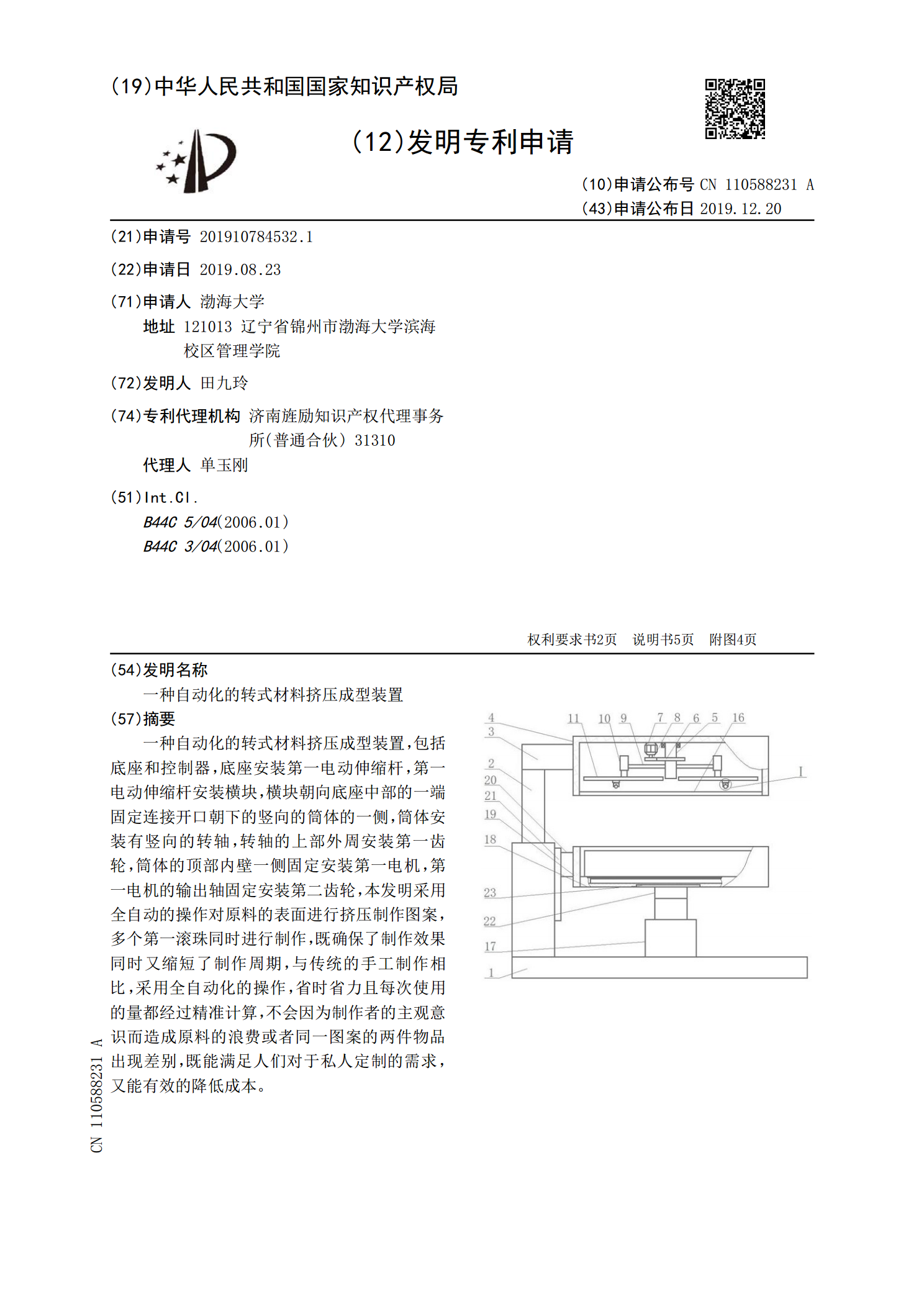
一种自动化的转式材料挤压成型装置.pdf
一种自动化的转式材料挤压成型装置,包括底座和控制器,底座安装第一电动伸缩杆,第一电动伸缩杆安装横块,横块朝向底座中部的一端固定连接开口朝下的竖向的筒体的一侧,筒体安装有竖向的转轴,转轴的上部外周安装第一齿轮,筒体的顶部内壁一侧固定安装第一电机,第一电机的输出轴固定安装第二齿轮,本发明采用全自动的操作对原料的表面进行挤压制作图案,多个第一滚珠同时进行制作,既确保了制作效果同时又缩短了制作周期,与传统的手工制作相比,采用全自动化的操作,省时省力且每次使用的量都经过精准计算,不会因为制作者的主观意识而造成原料的
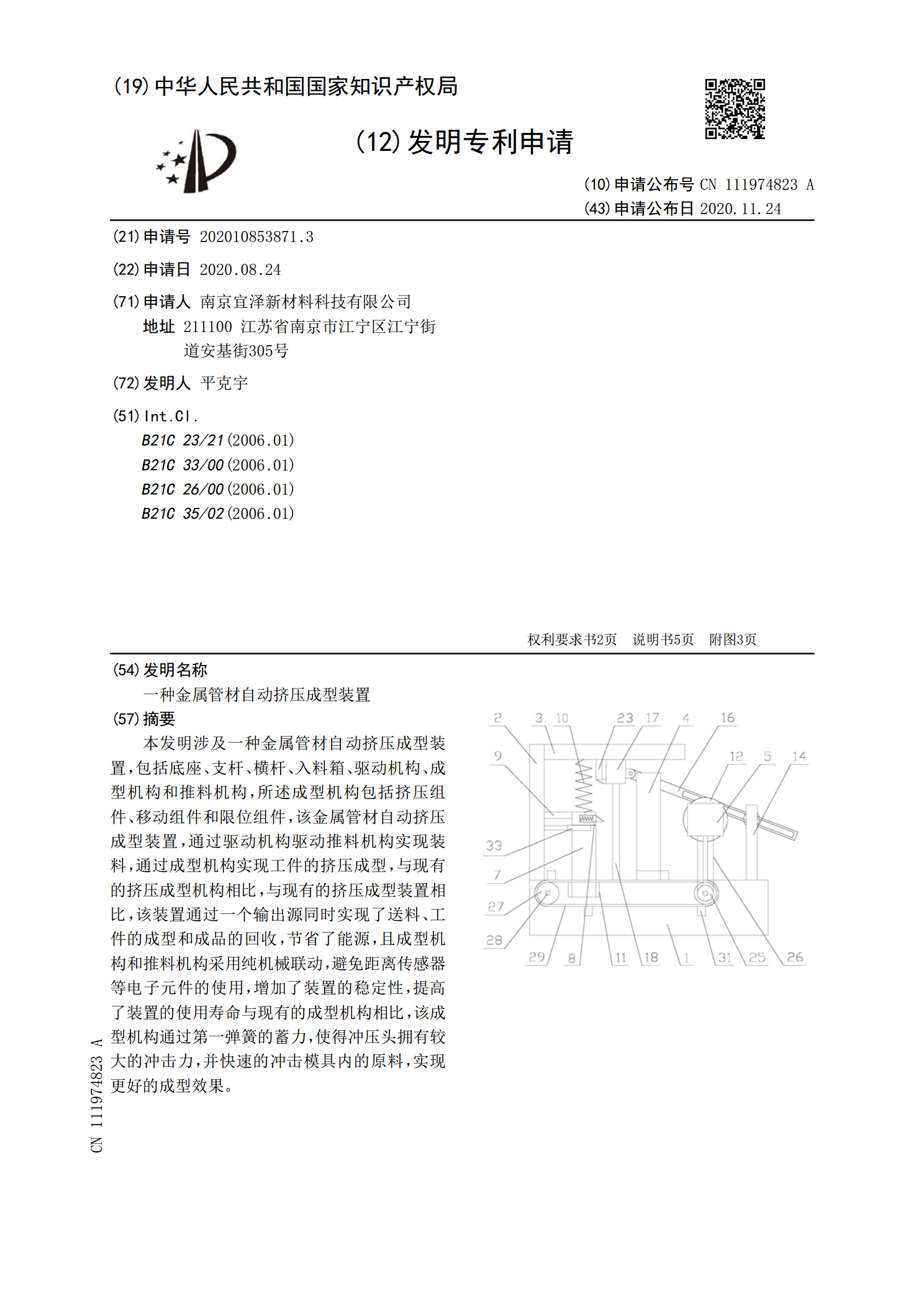
一种金属管材自动挤压成型装置.pdf
本发明涉及一种金属管材自动挤压成型装置,包括底座、支杆、横杆、入料箱、驱动机构、成型机构和推料机构,所述成型机构包括挤压组件、移动组件和限位组件,该金属管材自动挤压成型装置,通过驱动机构驱动推料机构实现装料,通过成型机构实现工件的挤压成型,与现有的挤压成型机构相比,与现有的挤压成型装置相比,该装置通过一个输出源同时实现了送料、工件的成型和成品的回收,节省了能源,且成型机构和推料机构采用纯机械联动,避免距离传感器等电子元件的使用,增加了装置的稳定性,提高了装置的使用寿命与现有的成型机构相比,该成型机构通过第