
一种注塑成型机.pdf

增梅****主啊


1/7

2/7
3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种注塑成型机.pdf
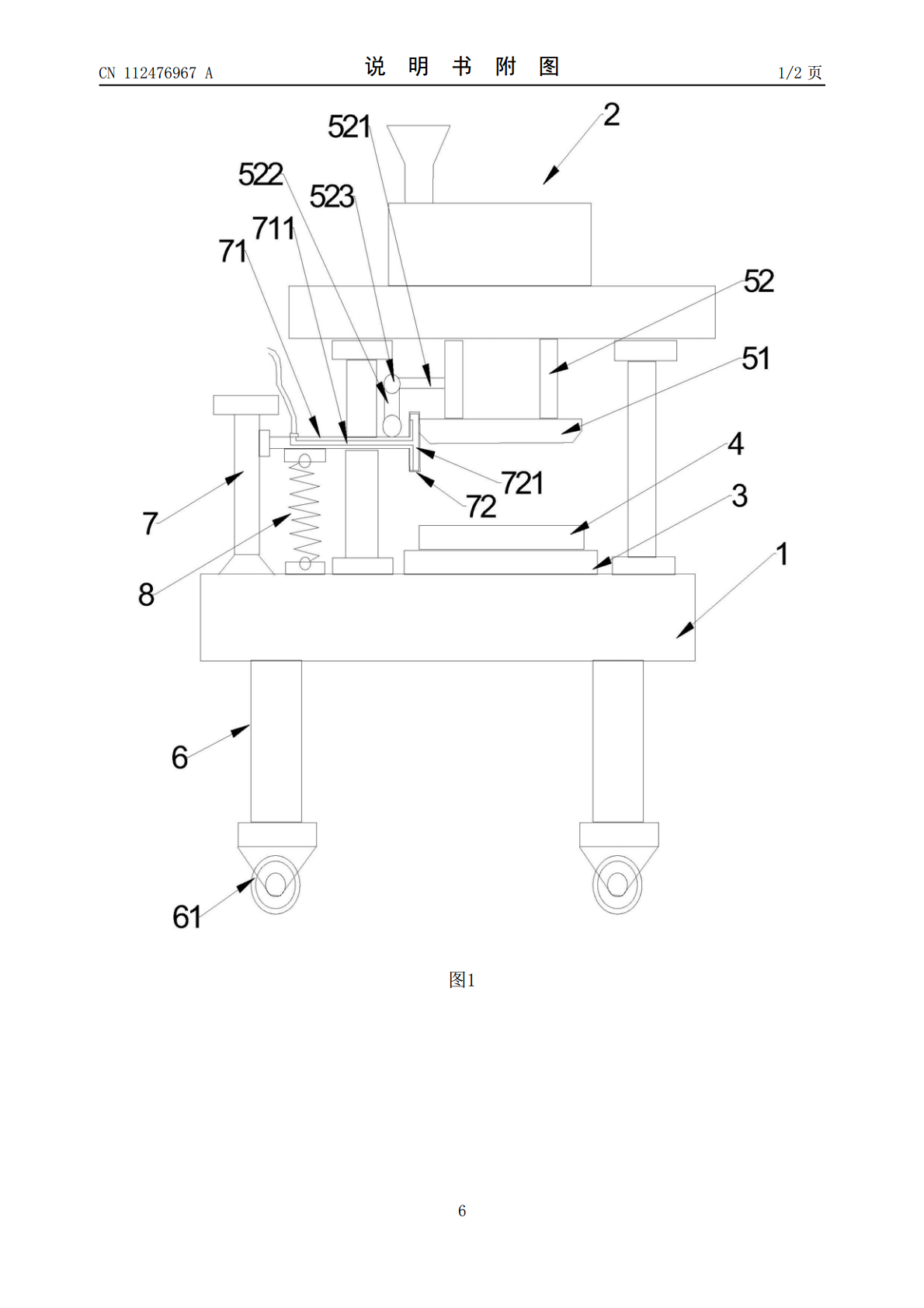
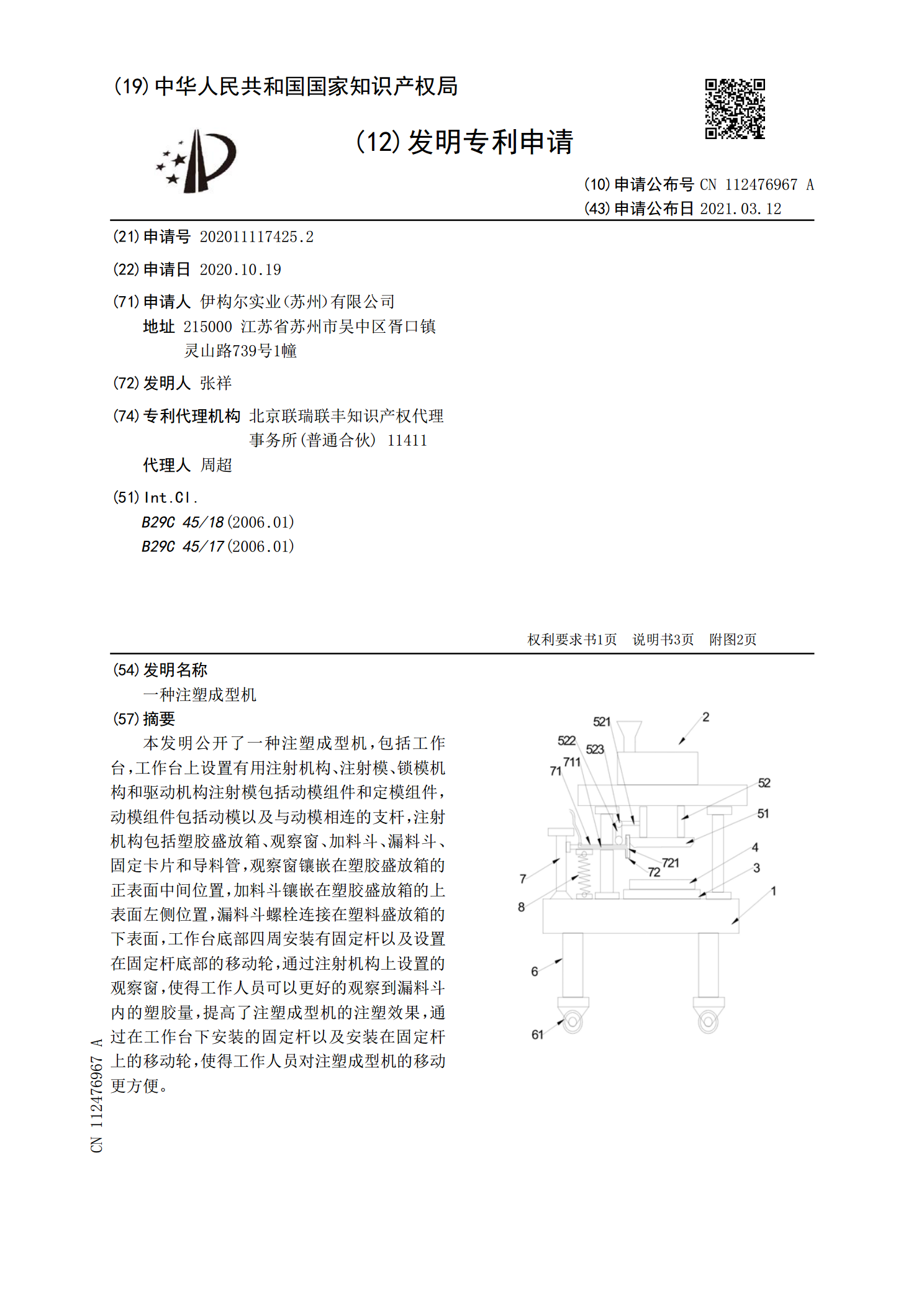
本发明公开了一种注塑成型机,包括工作台,工作台上设置有用注射机构、注射模、锁模机构和驱动机构注射模包括动模组件和定模组件,动模组件包括动模以及与动模相连的支杆,注射机构包括塑胶盛放箱、观察窗、加料斗、漏料斗、固定卡片和导料管,观察窗镶嵌在塑胶盛放箱的正表面中间位置,加料斗镶嵌在塑胶盛放箱的上表面左侧位置,漏料斗螺栓连接在塑料盛放箱的下表面,工作台底部四周安装有固定杆以及设置在固定杆底部的移动轮,通过注射机构上设置的观察窗,使得工作人员可以更好的观察到漏料斗内的塑胶量,提高了注塑成型机的注塑效果,通过在工作

一种灯罩注塑成型机.pdf
本发明公开了一种灯罩注塑成型机,该灯罩注塑成型机包括:工作台;注塑模座,设于所述工作台,所述注塑模座设有第一凹腔和输出通道,所述输出通道用于输出热融状态的塑性体;成型模座,设于所述工作台,所述成型模座设有第二凹腔;移送模座,可转动地设于所述工作台,所述移送模座位于所述注塑模座和所述成型模座之间,所述移送模座的两侧均设有模芯和吹气通道,所述吹气通道用于输出高温的气体,所述移送模座能够相对所述工作台转动至第一位置或第二位置。以上结构的灯罩注塑成型机,能够减少胚体转运的时间和装拆的步骤,从而提高灯罩的生产效率。

一种高效率双注塑口注塑成型机.pdf
本发明涉及注塑机设备技术领域,且公开了一种高效率双注塑口注塑成型机,包括工作台,工作台上表面的中部固定安装有定位板,定位板的固定套装有滑杆,滑杆在定位板内呈上下对称固定安装有两个并穿过定位板向左侧延伸。该高效率双注塑口注塑成型机,通过在螺杆靠近定位板的一端螺纹配合套接有螺套,螺杆的螺齿牙径是螺套螺齿牙径的两倍,使得塑料从料斗向注射筒内落料,充满在螺杆的啮合齿间,在旋转的螺杆作用下,塑料随着螺杆的齿间向靠近定位板的一端流动,在配合螺套啮合齿的作用下,更多的啮合齿与塑料啮合接触,且挤压塑料的空间,对塑料的剪切
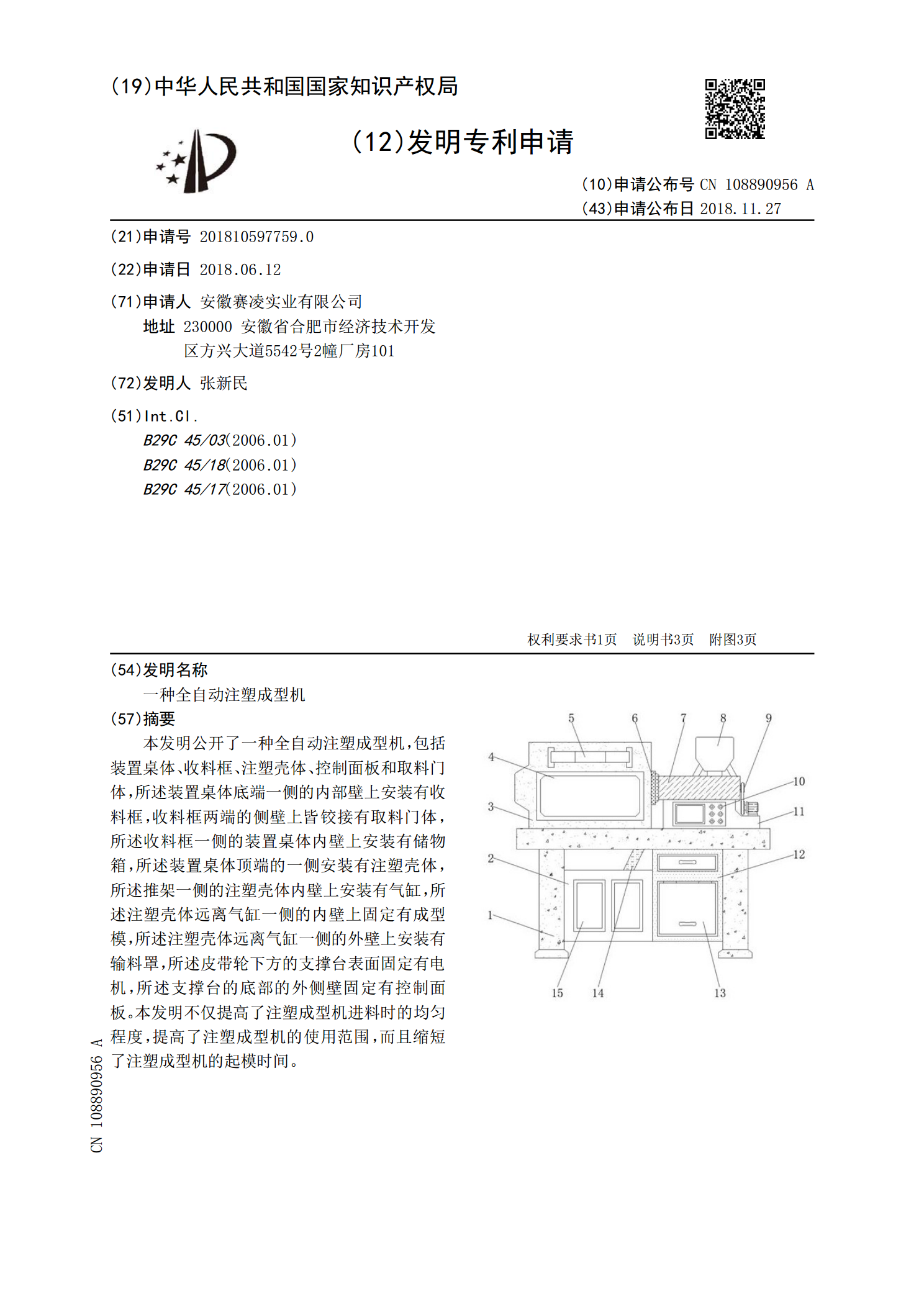
一种全自动注塑成型机.pdf
本发明公开了一种全自动注塑成型机,包括装置桌体、收料框、注塑壳体、控制面板和取料门体,所述装置桌体底端一侧的内部壁上安装有收料框,收料框两端的侧壁上皆铰接有取料门体,所述收料框一侧的装置桌体内壁上安装有储物箱,所述装置桌体顶端的一侧安装有注塑壳体,所述推架一侧的注塑壳体内壁上安装有气缸,所述注塑壳体远离气缸一侧的内壁上固定有成型模,所述注塑壳体远离气缸一侧的外壁上安装有输料罩,所述皮带轮下方的支撑台表面固定有电机,所述支撑台的底部的外侧壁固定有控制面板。本发明不仅提高了注塑成型机进料时的均匀程度,提高了注
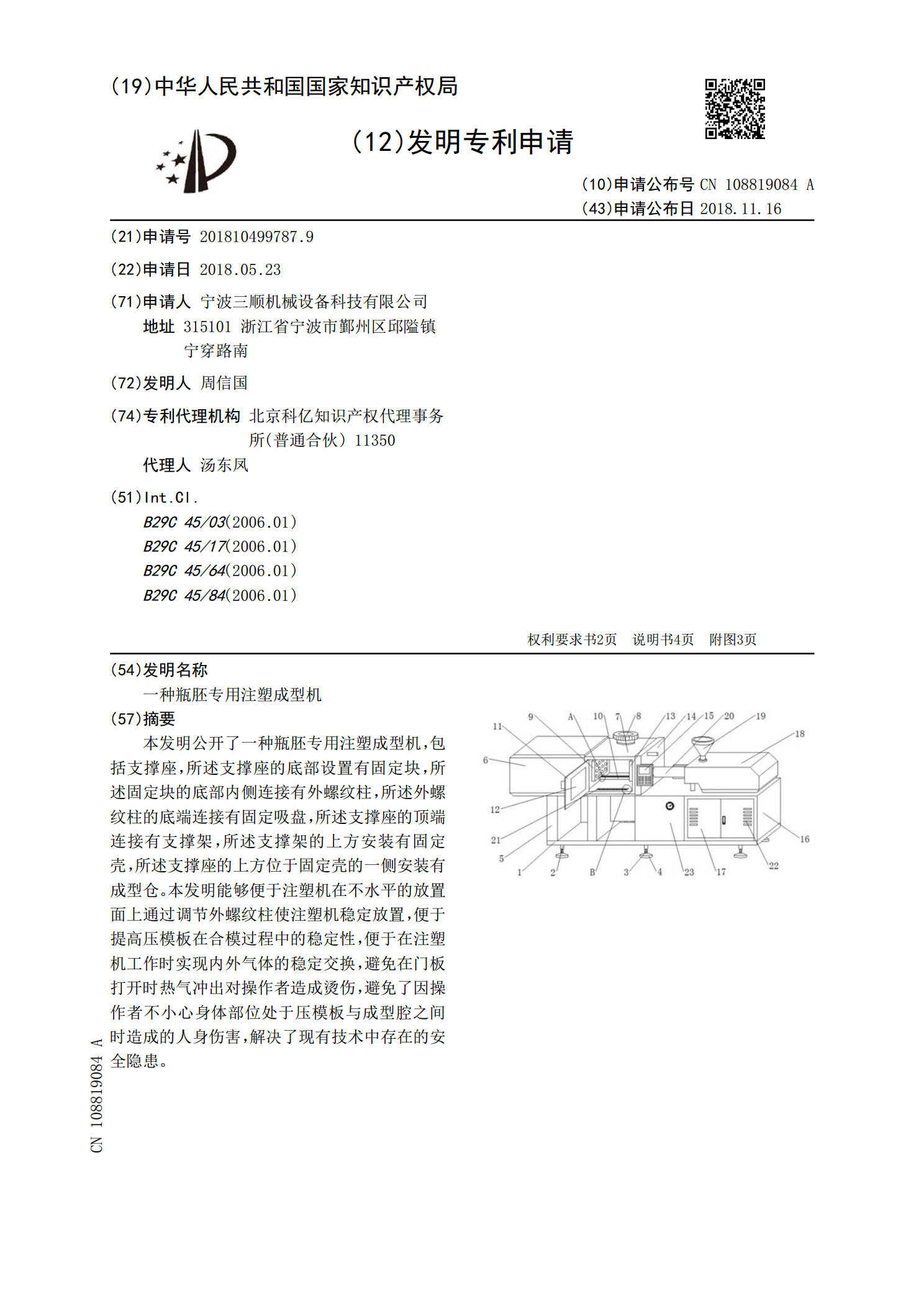
一种瓶胚专用注塑成型机.pdf
本发明公开了一种瓶胚专用注塑成型机,包括支撑座,所述支撑座的底部设置有固定块,所述固定块的底部内侧连接有外螺纹柱,所述外螺纹柱的底端连接有固定吸盘,所述支撑座的顶端连接有支撑架,所述支撑架的上方安装有固定壳,所述支撑座的上方位于固定壳的一侧安装有成型仓。本发明能够便于注塑机在不水平的放置面上通过调节外螺纹柱使注塑机稳定放置,便于提高压模板在合模过程中的稳定性,便于在注塑机工作时实现内外气体的稳定交换,避免在门板打开时热气冲出对操作者造成烫伤,避免了因操作者不小心身体部位处于压模板与成型腔之间时造成的人身伤