
一种激光选区熔化成形点阵结构的工艺方法.pdf

一条****贺6


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种激光选区熔化成形点阵结构的工艺方法.pdf
本发明一种激光选区熔化成形点阵结构的工艺方法,S1、成型材料的选择;S2、模型处理;S3、激光扫描策略设置;S4、辅助成形结构设计:沿点阵结构外层紧密连接致密实体外壳,其壁厚设计≥1mm;S5、工艺参数设置;S6、热处理;S7、线切割去除辅助成形结构:点阵结构打印成形后,通过线切割沿点阵结构外侧去除辅助成形结构部分,仅保留点阵结构部分。本发明不需要使用其他辅助设备,仅通过激光选区熔化设备即可直接成形。解决了传统制备工艺,良品率低且生产周期长,工序繁琐等问题。

激光选区熔化成形点阵结构应用研究.pptx
激光选区熔化成形点阵结构应用研究目录添加章节标题激光选区熔化成形技术简介技术原理技术特点技术应用领域点阵结构的特点与优势点阵结构的定义与分类点阵结构的特点点阵结构的优势激光选区熔化成形点阵结构的关键技术激光器的选择与优化成形材料的选取与处理点阵结构的优化设计成形过程中的控制参数激光选区熔化成形点阵结构的应用实例在航空航天领域的应用在汽车工业领域的应用在生物医疗领域的应用在其他领域的应用激光选区熔化成形点阵结构的发展趋势与挑战技术发展趋势面临的挑战与问题未来发展方向与展望结论研究成果总结对未来研究的建议与展

激光选区熔化直接成形水平悬臂结构工艺参数的研究.docx
激光选区熔化直接成形水平悬臂结构工艺参数的研究激光选区熔化直接成形(LAM)是一种先进的三维打印技术,可以制造出复杂的结构和精密的零部件。悬臂结构是一种常见的结构形式,广泛应用于航空航天、汽车和电子等领域。本论文旨在研究激光选区熔化直接成形中悬臂结构的工艺参数。首先,我们需要了解激光选区熔化直接成形的基本原理。该技术通过激光束的照射将金属粉末熔化成液态,并在形成的熔池中进行位置控制,直接将金属结构逐层堆积。通过控制激光的功率、扫描速度和光斑大小等参数,可以实现不同形状和尺寸的零部件的制造。研究中我们将探讨

基于一种舵面仿生结构的激光选区熔化成形工艺.pdf
本发明的目的在于提供一种舵面仿生结构的激光选区熔化成形工艺,具体步骤为:步骤一:利用三维制图软件UG进行舵面仿生结构建模,及加工余量添加和清粉孔设置;步骤二:利用三维数模处理软件Magics进行舵面仿生结构的成形摆放、模型修复、支撑添加及切片填充处理;步骤三:利用激光选区熔化成形设备制备舵面仿生结构;步骤四:激光选区熔化成形工艺完成后,通过内、外清粉孔将内腔粉末排出,将下表面网格支撑和实体支撑结构去除,得到最终的与三维模型同尺寸的舵面仿生结构。该方法能够解决舵面仿生结构或者薄壁封闭内腔舵面仿生结构在成形过
一种无支撑成形材料的激光选区熔化设备与成形方法.pdf
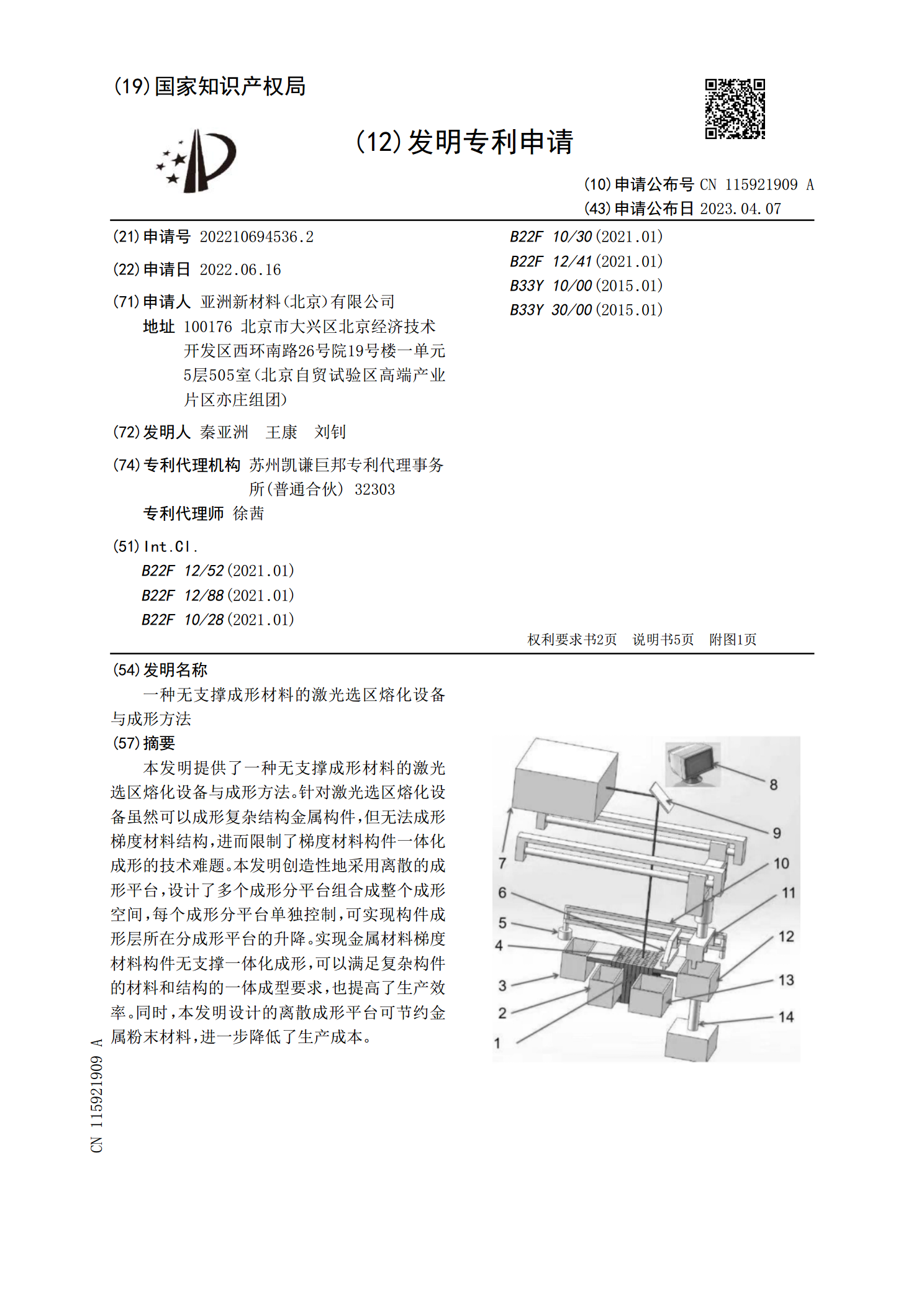
本发明提供了一种无支撑成形材料的激光选区熔化设备与成形方法。针对激光选区熔化设备虽然可以成形复杂结构金属构件,但无法成形梯度材料结构,进而限制了梯度材料构件一体化成形的技术难题。本发明创造性地采用离散的成形平台,设计了多个成形分平台组合成整个成形空间,每个成形分平台单独控制,可实现构件成形层所在分成形平台的升降。实现金属材料梯度材料构件无支撑一体化成形,可以满足复杂构件的材料和结构的一体成型要求,也提高了生产效率。同时,本发明设计的离散成形平台可节约金属粉末材料,进一步降低了生产成本。