
一种带陶瓷型芯蜡模成型方法.pdf

是你****盟主


1/9
2/9
3/9
4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
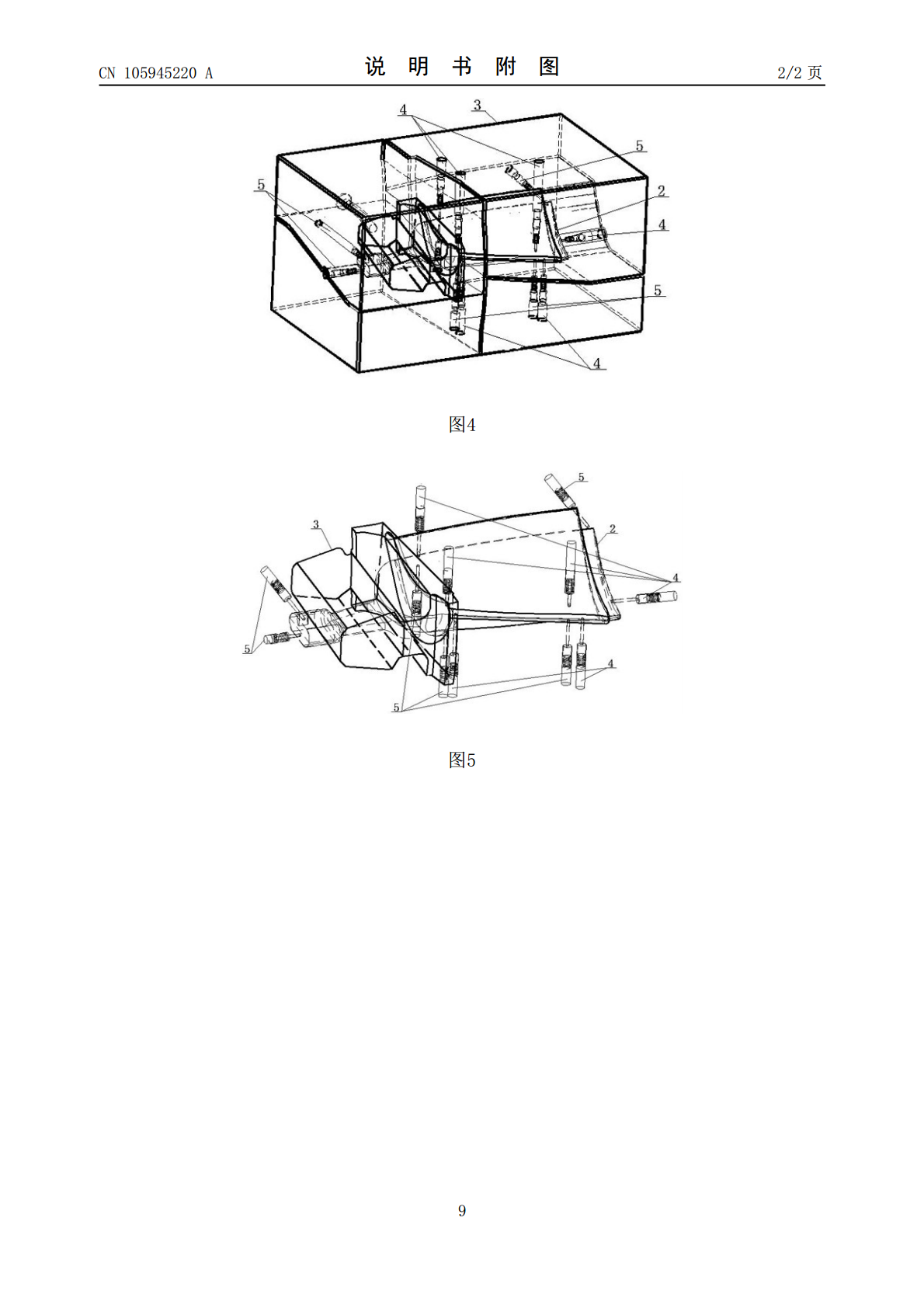
一种带陶瓷型芯蜡模成型方法.pdf
本发明公开了一种带陶瓷型芯蜡模成型方法,所述蜡模和陶瓷型芯的设计结构根据设计的铸件而确定,根据设计铸件的外形检验基准点,以法线投影方式在设计的陶瓷型芯上确定出检验基准点,使设计的铸件和陶瓷型芯上的检验基准点相互映射;根据设计结构制造出陶瓷型芯,以陶瓷型芯上所确定的检验基准点作为支撑点,采用定位销钉将陶瓷型芯装夹在蜡模模具中;在蜡模模具的型腔内注入蜡液,至蜡模成型,去除蜡模上的定位销钉、并填补蜡模上的定位孔。本发明有效提高了陶瓷型芯在蜡模模具内的装夹定位精度,使所成型的带陶瓷型芯蜡模具有良好的成型质量,有效
一种中温蜡熔模精密铸造用陶瓷型芯预处理方法.pdf
本发明公开了一种中温蜡熔模精密铸造用陶瓷型芯预处理方法,所述预处理方法包括下列步骤:步骤1.将用作中温蜡熔模精密铸造的陶瓷型芯浸入石蜡水乳化液中,进行浸渍处理,使石蜡渗入陶瓷型芯的气孔中,直至陶瓷型芯在石蜡水乳化液中不再有气泡冒出;步骤2.将浸渍好的陶瓷型芯进行干燥处理,干燥好的陶瓷型芯用作以中温蜡压制蜡模。本发明既能够有效地降低陶瓷型芯的脆性而提高其韧性,又能够有效地提高陶瓷型芯与中温蜡蜡模的结合紧密性、稳定性和可靠性,还能够有效地降低脱蜡时的陶瓷型芯所承受中温蜡的作用应力,从而有利于降低空心铸件陶瓷型

一种陶瓷型芯的组合涂料成型制备方法.pdf
本发明的目的在于提供一种陶瓷型芯及高温合金空腔结构铸件的制备工艺,其中陶瓷型芯的制备工艺为:在铸件内腔最大截面处将内腔分割成左、右两个半腔结构,制备与铸件内部空腔结构形状与尺寸完全一致的左、右半型芯蜡模,左、右半型芯蜡模凹陷部分对应的内形尺寸与陶瓷型芯外形结构尺寸完全一致;采用精密铸造工艺制备左右两个半模型芯,半模型芯干燥后进行脱蜡焙烧,烧结后对左、右半模型芯最大截面处进行修整,左、右修整面分别预留负公差;采用粘接剂将左右两个半模陶瓷型芯组合成整体陶瓷型芯,然后干燥4‑8小时,得到高温合金铸件用陶瓷型芯。
一种控制熔模精铸用陶瓷型芯/型壳成型质量稳定性方法.pdf
本发明公开了一种控制熔模精铸用陶瓷型芯/型壳成型质量稳定性方法,所述方法包括如下技术措施:‑所述方法是以红外热像仪对成型过程中的陶瓷型芯素坯进行温度检测,根据红外热像仪所检测的实时温度变化而分析判断陶瓷型芯素坯的冷却程度,以陶瓷型芯的当前冷却程度作为后续作业的展开基准;或者,‑所述方法是以红外热像仪对成型过程中的陶瓷型壳进行温度检测,根据红外热像仪所检测的实时温度变化而分析判断陶瓷型壳的干燥程度,以陶瓷型壳的当前干燥程度作为后续作业的展开基准。本发明有利于有效、稳定、可靠地控制熔模精密铸造用的陶瓷型芯/型
一种基于浆料直写成型的陶瓷型芯制备方法.pdf
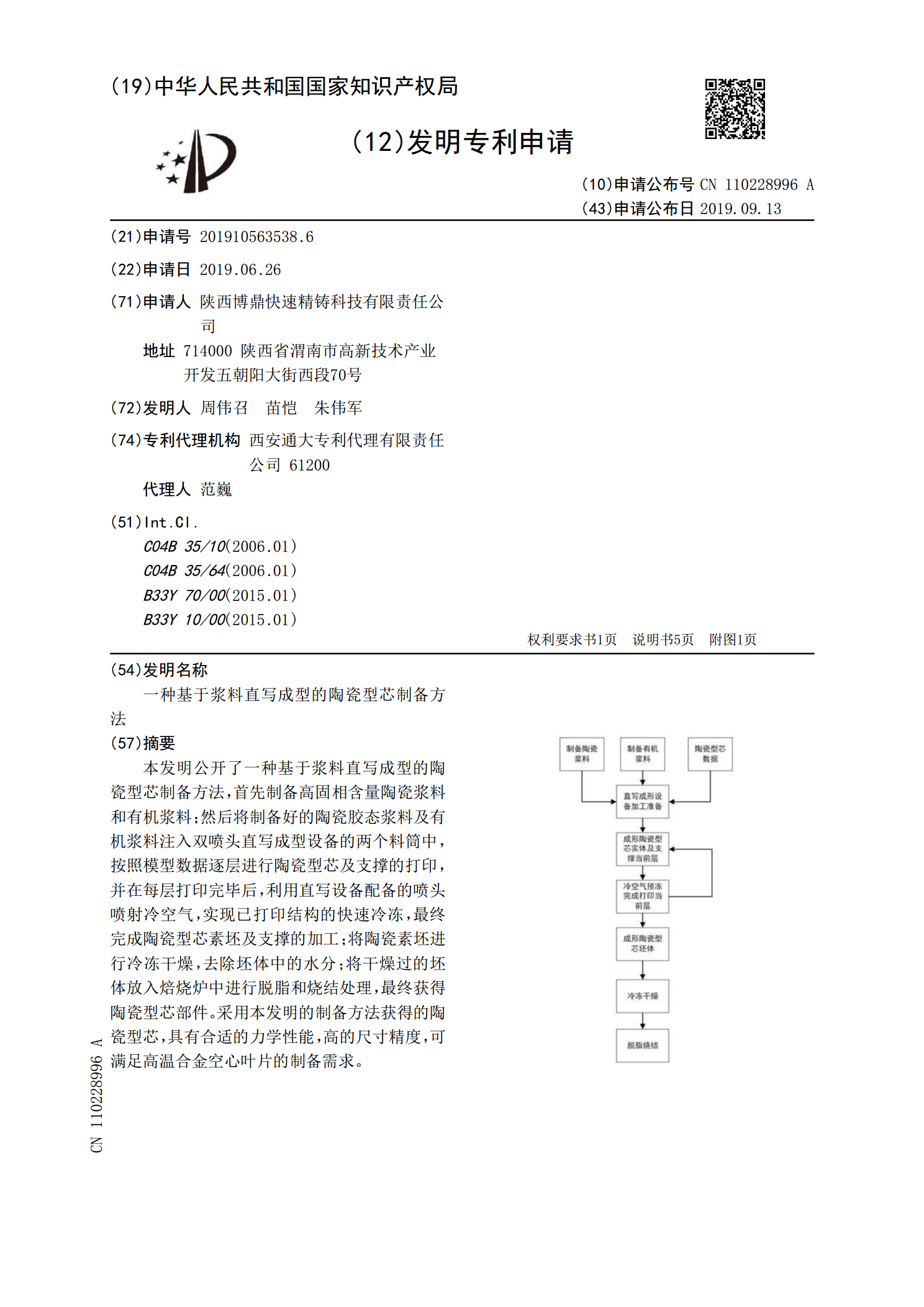
本发明公开了一种基于浆料直写成型的陶瓷型芯制备方法,首先制备高固相含量陶瓷浆料和有机浆料;然后将制备好的陶瓷胶态浆料及有机浆料注入双喷头直写成型设备的两个料筒中,按照模型数据逐层进行陶瓷型芯及支撑的打印,并在每层打印完毕后,利用直写设备配备的喷头喷射冷空气,实现已打印结构的快速冷冻,最终完成陶瓷型芯素坯及支撑的加工;将陶瓷素坯进行冷冻干燥,去除坯体中的水分;将干燥过的坯体放入焙烧炉中进行脱脂和烧结处理,最终获得陶瓷型芯部件。采用本发明的制备方法获得的陶瓷型芯,具有合适的力学性能,高的尺寸精度,可满足高温合