
一种陶瓷型芯的组合涂料成型制备方法.pdf

猫巷****永安


1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种陶瓷型芯的组合涂料成型制备方法.pdf
本发明的目的在于提供一种陶瓷型芯及高温合金空腔结构铸件的制备工艺,其中陶瓷型芯的制备工艺为:在铸件内腔最大截面处将内腔分割成左、右两个半腔结构,制备与铸件内部空腔结构形状与尺寸完全一致的左、右半型芯蜡模,左、右半型芯蜡模凹陷部分对应的内形尺寸与陶瓷型芯外形结构尺寸完全一致;采用精密铸造工艺制备左右两个半模型芯,半模型芯干燥后进行脱蜡焙烧,烧结后对左、右半模型芯最大截面处进行修整,左、右修整面分别预留负公差;采用粘接剂将左右两个半模陶瓷型芯组合成整体陶瓷型芯,然后干燥4‑8小时,得到高温合金铸件用陶瓷型芯。
陶瓷型芯的制备方法及陶瓷型芯.pdf
本发明涉及陶瓷型芯制备方法及陶瓷型芯,陶瓷型芯的制备方法包括:选取耐火材料、粘接剂、矿化剂和添加剂按特定配比混匀制成浆料;将浆料灌入模具,干燥成型得到陶瓷型芯初体;将陶瓷型芯初体放入马弗炉中焙烧,形成陶瓷型芯。本发明制备的陶瓷型芯具有耐火度高、表面质量高、尺寸精度高、有足够的强度、化学稳定性好、铸后易脱除的优点,且制备工艺简单易行,原料价格低廉,由于增加了防水材料处理步骤,在增加其本身的强度同时,又避免了水分对强度的影响。
一种铝酸钴涂料、陶瓷型芯及制备方法.pdf
本发明公开了一种铝酸钴涂料、陶瓷型芯及制备方法,其中一种铝酸钴涂料,以质量份计,包括以下组分:硅溶胶100份,铝酸钴1?5份,水溶性铝盐6?90份。一种陶瓷型芯,陶瓷型芯表面具有铝酸钴涂料制成的铝酸钴涂层。以及陶瓷型芯的制备方法。采用本发明的一种铝酸钴涂料、陶瓷型芯及制备方法,陶瓷型芯无需高温处理,表面涂层均匀性高,稳固不容易脱落。
一种基于浆料直写成型的陶瓷型芯制备方法.pdf
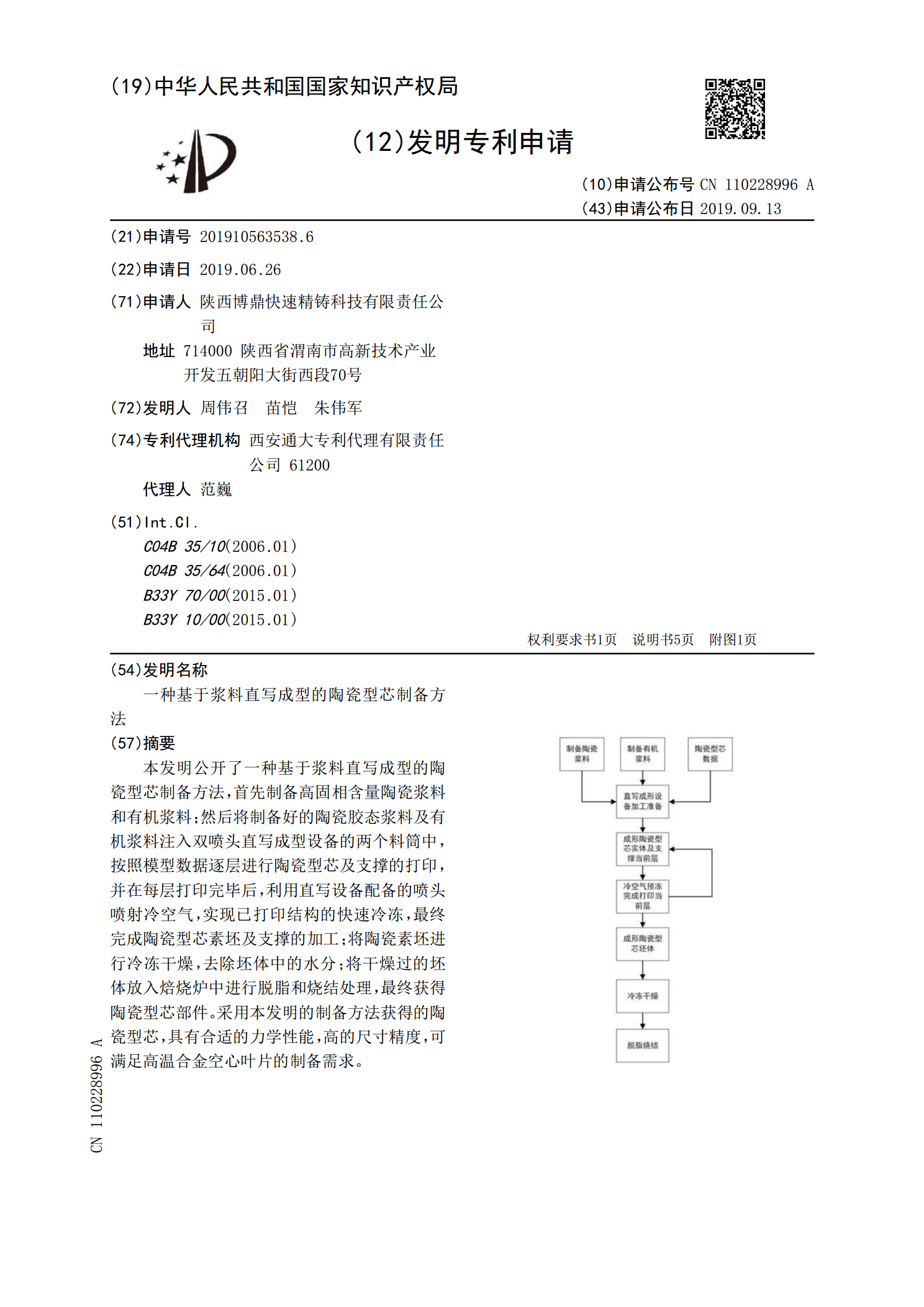
本发明公开了一种基于浆料直写成型的陶瓷型芯制备方法,首先制备高固相含量陶瓷浆料和有机浆料;然后将制备好的陶瓷胶态浆料及有机浆料注入双喷头直写成型设备的两个料筒中,按照模型数据逐层进行陶瓷型芯及支撑的打印,并在每层打印完毕后,利用直写设备配备的喷头喷射冷空气,实现已打印结构的快速冷冻,最终完成陶瓷型芯素坯及支撑的加工;将陶瓷素坯进行冷冻干燥,去除坯体中的水分;将干燥过的坯体放入焙烧炉中进行脱脂和烧结处理,最终获得陶瓷型芯部件。采用本发明的制备方法获得的陶瓷型芯,具有合适的力学性能,高的尺寸精度,可满足高温合

一种陶瓷型芯制备方法.pdf
本发明公开了一种陶瓷型芯制备方法,包括:1).将陶瓷粉料在105~140℃的条件下烘干;加入到真空混合搅拌机中,搅拌,以75~95℃恒温;2).以陶瓷粉料质量的0.3~1%称取油酸,并以10~30倍体积的无水乙醇溶解;将油酸乙醇溶液喷洒到陶瓷粉料中,搅拌,开启出气阀,充分混合、排气;3).以陶瓷粉料质量的14~17%称取增塑剂,将增塑剂融化后加入到陶瓷粉料中,充分搅拌;4).降低搅拌速度,关闭出气阀,抽真空至-88kPa以上,关闭真空泵,恢复搅拌速度,持续搅拌直至陶瓷浆料表面细腻平整、无可见气泡和颗粒;5