
大型薄壁齿圈变形后正火矫正方法.pdf

是秋****写意


1/7

2/7
3/7

4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型薄壁齿圈变形后正火矫正方法.pdf
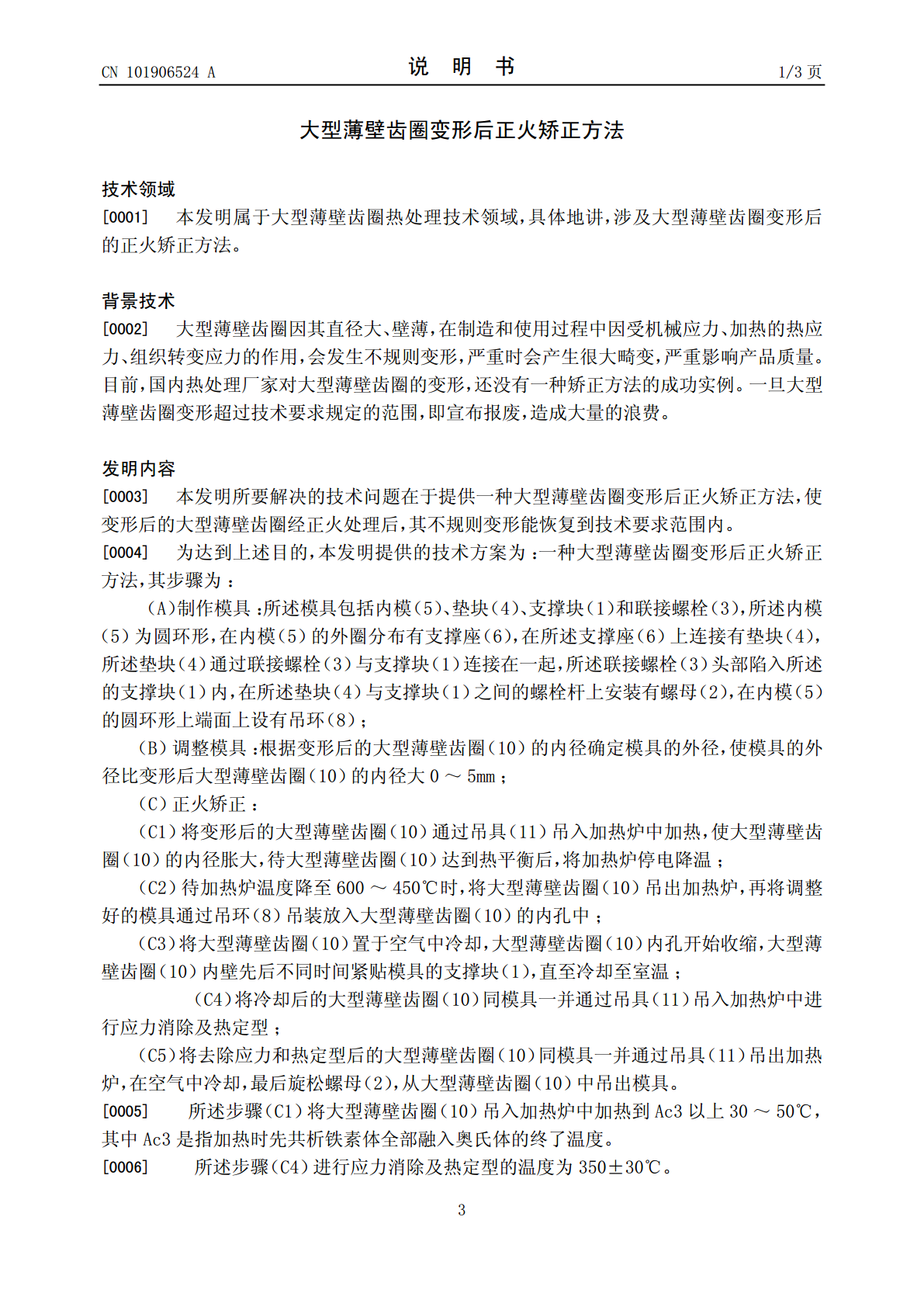
??本发明公开了一种大型薄壁齿圈变形后正火矫正方法,通过制作模具、调整模具后,再进行四步的正火矫正:1)将变形后的大型薄壁齿圈通过吊具吊入加热炉中加热,待大型薄壁齿圈达到热平衡后,将加热炉停电降温;2)待加热炉温度降至600~450℃时,将齿圈吊出加热炉,再将调整好的模具吊入大型薄壁齿圈的内孔中;3)将齿圈置于空气中冷却,齿圈内壁先后不同时间紧贴模具的支撑块,直至冷却至室温;4)将冷却后的齿圈同模具一并吊入加热炉中进行应力消除及热定型;5)将去除应力和热定型后的齿圈同模具一并吊出加热炉,在空气中冷却,最后
薄壁齿圈渗碳后产生椭圆或锥度变形的校正淬火方法.pdf
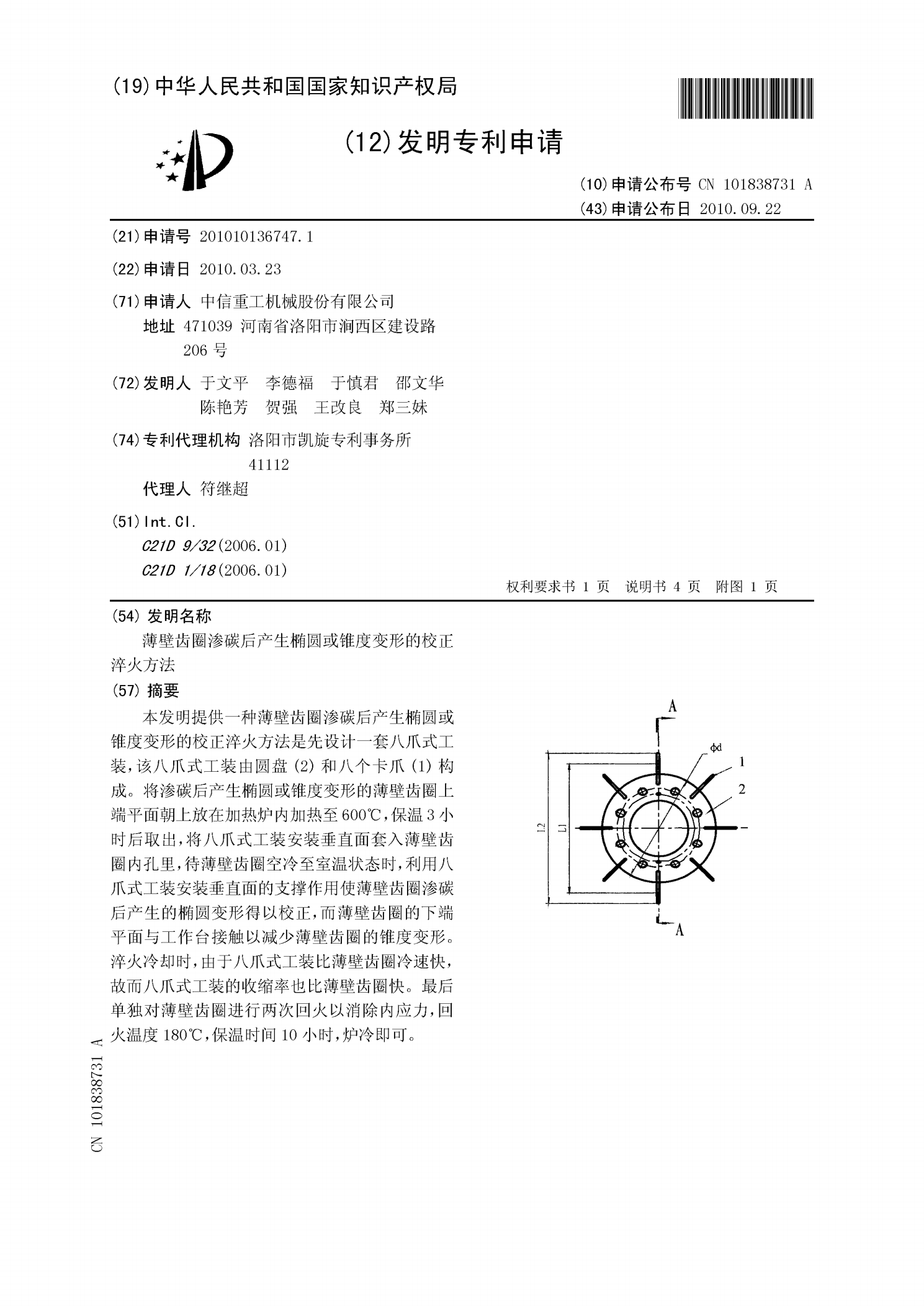
本发明提供一种薄壁齿圈渗碳后产生椭圆或锥度变形的校正淬火方法是先设计一套八爪式工装,该八爪式工装由圆盘(2)和八个卡爪(1)构成。将渗碳后产生椭圆或锥度变形的薄壁齿圈上端平面朝上放在加热炉内加热至600℃,保温3小时后取出,将八爪式工装安装垂直面套入薄壁齿圈内孔里,待薄壁齿圈空冷至室温状态时,利用八爪式工装安装垂直面的支撑作用使薄壁齿圈渗碳后产生的椭圆变形得以校正,而薄壁齿圈的下端平面与工作台接触以减少薄壁齿圈的锥度变形。淬火冷却时,由于八爪式工装比薄壁齿圈冷速快,故而八爪式工装的收缩率也比薄壁齿圈快。最
一种大型薄壁铸件半齿圈铸件性能热处理减小变形方法.pdf
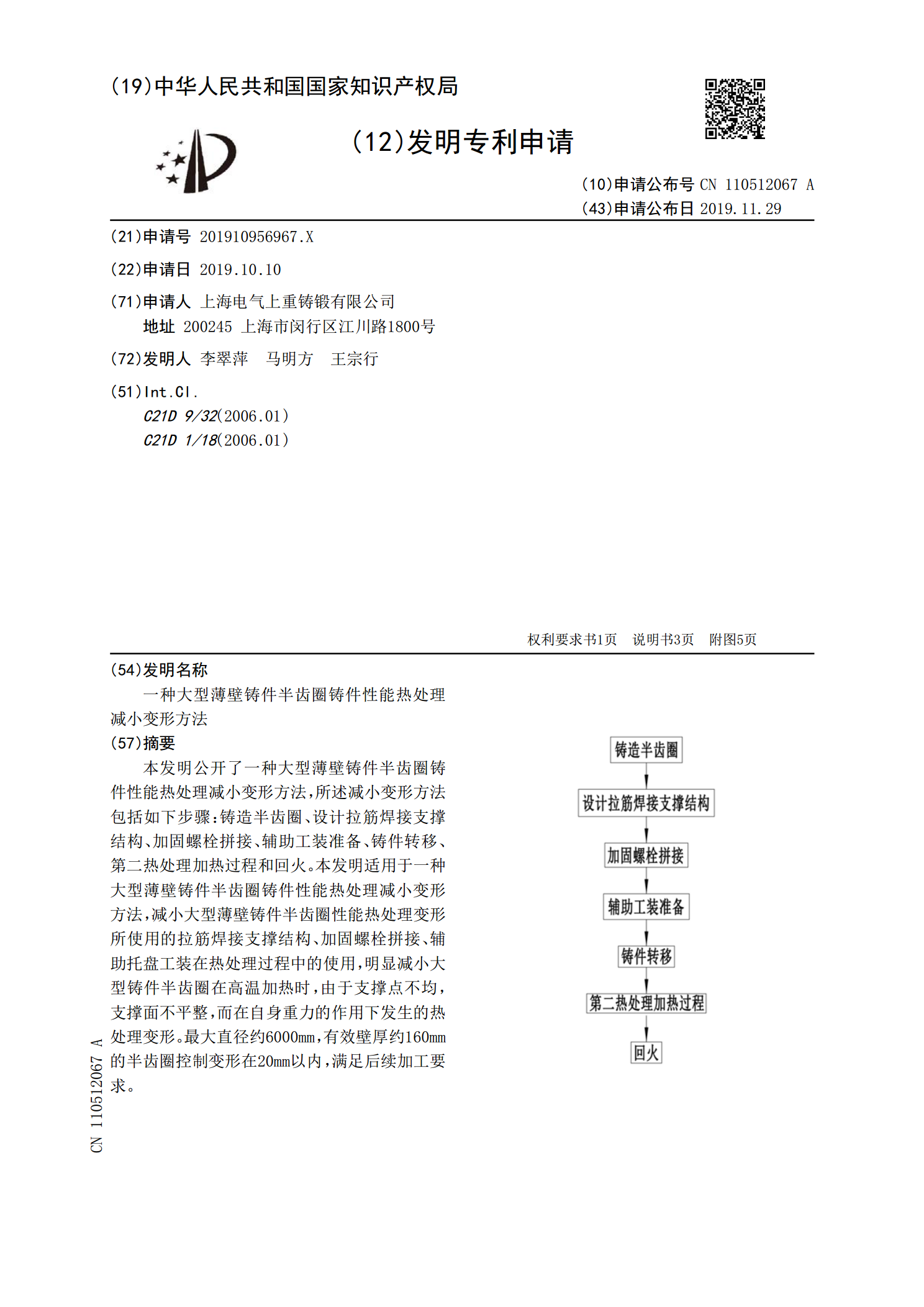
本发明公开了一种大型薄壁铸件半齿圈铸件性能热处理减小变形方法,所述减小变形方法包括如下步骤:铸造半齿圈、设计拉筋焊接支撑结构、加固螺栓拼接、辅助工装准备、铸件转移、第二热处理加热过程和回火。本发明适用于一种大型薄壁铸件半齿圈铸件性能热处理减小变形方法,减小大型薄壁铸件半齿圈性能热处理变形所使用的拉筋焊接支撑结构、加固螺栓拼接、辅助托盘工装在热处理过程中的使用,明显减小大型铸件半齿圈在高温加热时,由于支撑点不均,支撑面不平整,而在自身重力的作用下发生的热处理变形。最大直径约6000mm,有效壁厚约160mm

薄壁齿圈产品的夹持变形分析.docx
薄壁齿圈产品的夹持变形分析标题:薄壁齿圈产品的夹持变形分析摘要:薄壁齿圈是一种重要的机械传动元件,其用途广泛,包括工业机械、汽车以及航空航天等领域。然而,由于其结构特殊,其夹持变形问题一直是工程设计和制造中的一个难题。本文以薄壁齿圈产品的夹持变形分析为题,对该问题进行了详细研究,旨在为工程师们在设计和应用过程中提供参考。第一章引言1.1研究背景1.2研究目的和意义1.3文章结构第二章薄壁齿圈的结构特点和应用2.1薄壁齿圈的定义和分类2.2薄壁齿圈的结构特点2.3薄壁齿圈的应用领域第三章薄壁齿圈夹持变形的原

大型淬硬薄壁齿圈制造技术研究.docx
大型淬硬薄壁齿圈制造技术研究随着现代机械制造技术的不断进步和发展,淬硬薄壁齿圈的制造技术也越来越成熟。淬硬薄壁齿圈是一种由全淬硬材料制成的轮齿组件,其具有高强度、高硬度、高耐磨性、高精度和高刚性等特点,广泛应用于汽车、机床、飞机、船舶和军品等行业。一、制造技术的要求1.材料要求淬硬薄壁齿圈的制造材料要求具有良好的淬硬性、高的强度和硬度、好的热稳定性、高的耐磨性以及良好的可焊性等特点。常用材料有优质碳素结构钢、合金结构钢、不锈钢等。2.齿形要求齿形的几何形状和尺寸精度是淬硬薄壁齿圈制造的重要要求,其齿形要求