
一种铝合金薄壁压铸件尺寸变形控制方法.pdf

fu****级甜

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铝合金薄壁压铸件尺寸变形控制方法.pdf
本发明公开了一种铝合金薄壁压铸件尺寸变形控制方法,其特征在于,包括以下步骤:S1、制模:根据铝合金薄壁压铸件的设计尺寸及形状和压铸时的预测压力大小,选择模具钢材为材料,制成压铸模具毛坯和修正模具毛坯,采用相同的加工工艺,将模具毛坯放入真空淬火炉内,控制加热400‑600摄氏度进行加热,并保温20‑30min,加热后取出坯模以液氮为淬火介质进行冷却降温,冷却降温后对模具进行修边调整;该铝合金薄壁压铸件尺寸变形控制方法采用两套模具相配合,压铸模具负责压铸成型,修正模具由于成型后压铸件的限定修正,模具稳定可靠,
一种铝合金薄壁压铸件回弹形变的控制方法.pdf
本发明公开了一种铝合金薄壁压铸件回弹形变的控制方法,包括以下步骤:步骤1、装炉:工作人员根据炉内的有效体积,将待加工铝合金压铸件进行适量装炉;步骤2、设备检查:工作人员检查处理炉内的零件与电热元件,确保其与铝合金压铸件无接触;本发明一种铝合金薄壁压铸件回弹形变的控制方法,整体通过预处理、模具结构和工艺流程三个方面去控制铝合金压铸件的回弹形变,步骤1到步骤5通过对待冲压型材进行退火处理,降低其硬度以控制减少压铸时的回弹形变;步骤6到步骤9通过改变模具结构,使内外侧的回弹趋势相互抵消,从而减少回弹;步骤10和

一种大尺寸薄壁蒙皮端框类组合件焊接变形控制方法.pdf
本发明属于机械加工技术领域,涉及一种大尺寸薄壁蒙皮端框类组合件焊接变形控制方法,特别涉及一种针对薄壁蒙皮端框类组合件焊接工装、焊接工艺方法及预反变形控制技术,它适用于焊接大尺寸薄壁蒙皮端框类组合件。所述的组合件为典型壁厚2mm、直径708mm、长度1747mm的5A06铝合金结构件,组合件由2件端框、3件蒙皮组成,下蒙皮为U型结构,组合件共有3条1548mm长的纵焊缝,2条长2714mm的环焊缝,组合件内为空心结构。采用本方法可以实现一次装卡、一次焊接、焊缝质量达到I级焊缝标准,组合件焊后轮廓度达到80%
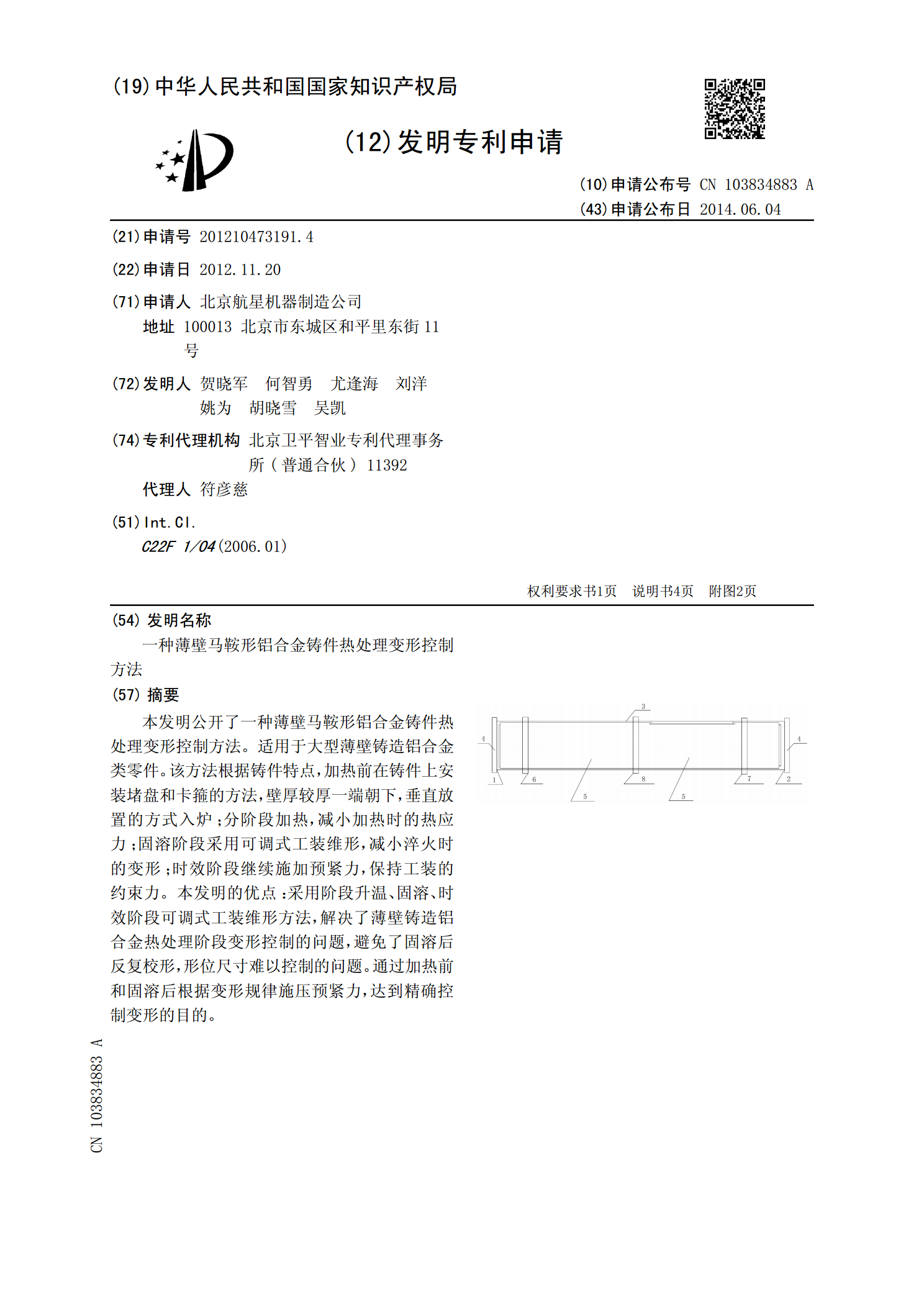
一种薄壁马鞍形铝合金铸件热处理变形控制方法.pdf
本发明公开了一种薄壁马鞍形铝合金铸件热处理变形控制方法。适用于大型薄壁铸造铝合金类零件。该方法根据铸件特点,加热前在铸件上安装堵盘和卡箍的方法,壁厚较厚一端朝下,垂直放置的方式入炉;分阶段加热,减小加热时的热应力;固溶阶段采用可调式工装维形,减小淬火时的变形;时效阶段继续施加预紧力,保持工装的约束力。本发明的优点:采用阶段升温、固溶、时效阶段可调式工装维形方法,解决了薄壁铸造铝合金热处理阶段变形控制的问题,避免了固溶后反复校形,形位尺寸难以控制的问题。通过加热前和固溶后根据变形规律施压预紧力,达到精确控制
一种大尺寸薄壁封头搪瓷变形极限预测方法.pdf
本发明涉及一种大尺寸薄壁封头搪瓷变形极限预测方法,所述方法包括以下步骤:步骤1:将薄壁封头与支架格栅的接触,抽象为成理想的园弧被切分不间距不等的弧线段;步骤2:再将间距不等的弧线段简化为直线;步骤3:将钢板的变形问题简化为钢板自身重力绕度变形问题;步骤4:钢板绕度模型的建立;步骤5:绕度公式的推导;步骤6:采用Gleeble3500热力模拟试验机进行高温拉伸试验;步骤7:预测模型的建立;步骤8:预测模型的应用。该技术方案将复杂问题简单化,解决了现有技术中原因排查困难,设备改造参数无法确定,变形无法预测的难