
一种生产线产品自动搬运系统及搬运方法.pdf

星星****眨眼


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种生产线产品自动搬运系统及搬运方法.pdf
本发明提供一种生产线产品自动搬运系统及搬运方法,包括:端拾器、随行工装,端拾器安装在机器人上,端拾器在发运工装上抓取空的随行工装,在组装工装上抓取带产品的随行工装,机器人带动端拾器及随行工装在发运工装和组装工装之间运行,实现产品的搬运。本发明解决了生产线中缺乏供搬运的辅助支撑点的大尺寸、高重量产品从装配线到发运线的搬运问题,取代人工操作,减少人工工作强度,减少了搬运所需的人力成本,搬运过程实现了产品的精准拾取、安全搬运和牢固放置。
一种流水生产线用产品自动搬运系统及其搬运方法.pdf
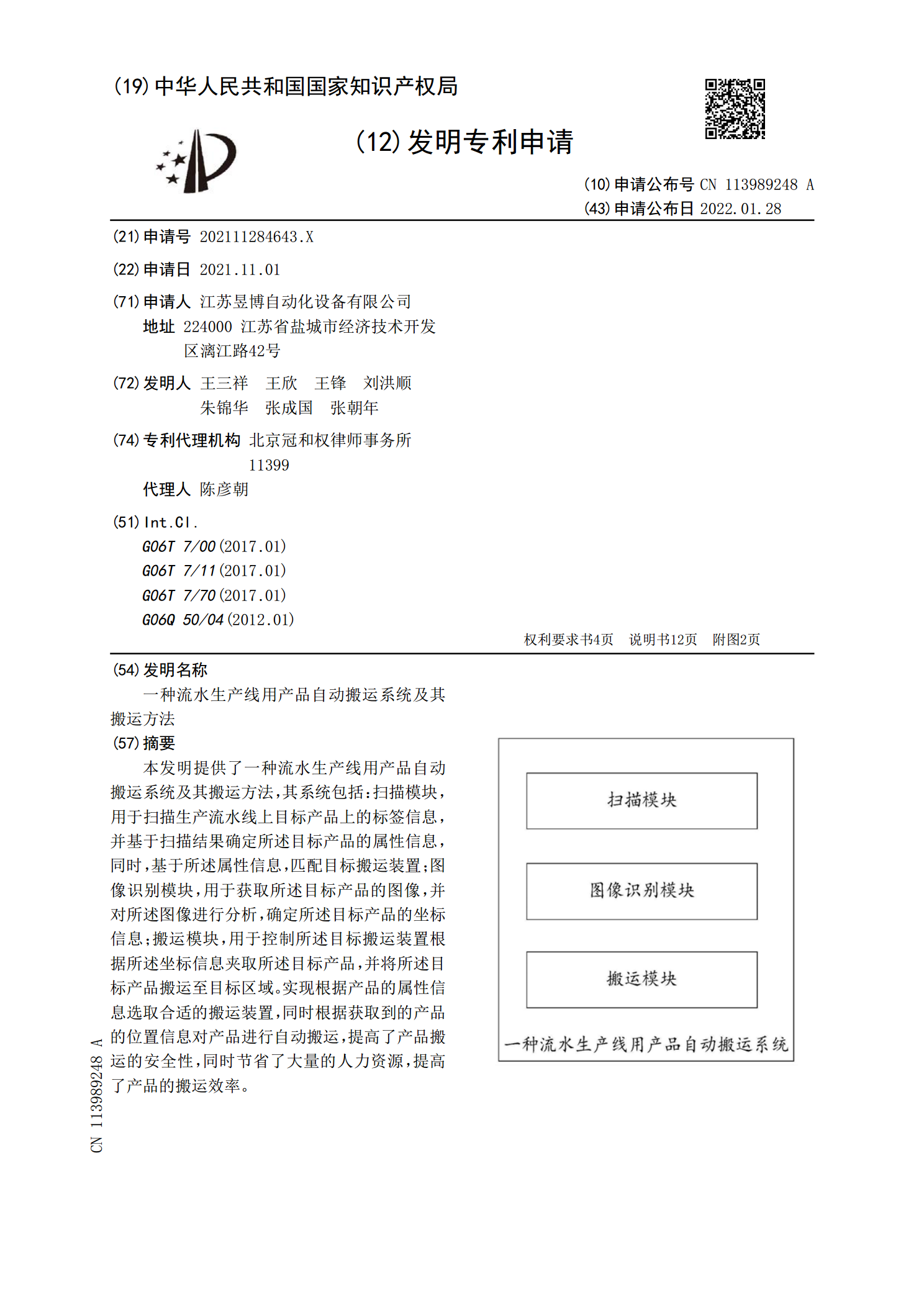
本发明提供了一种流水生产线用产品自动搬运系统及其搬运方法,其系统包括:扫描模块,用于扫描生产流水线上目标产品上的标签信息,并基于扫描结果确定所述目标产品的属性信息,同时,基于所述属性信息,匹配目标搬运装置;图像识别模块,用于获取所述目标产品的图像,并对所述图像进行分析,确定所述目标产品的坐标信息;搬运模块,用于控制所述目标搬运装置根据所述坐标信息夹取所述目标产品,并将所述目标产品搬运至目标区域。实现根据产品的属性信息选取合适的搬运装置,同时根据获取到的产品的位置信息对产品进行自动搬运,提高了产品搬运的安全

一种自动导引运输车无人搬运系统及无人搬运方法.pdf
本发明公开了一种自动导引运输车无人搬运系统及无人搬运方法,所述系统包括自动导引运输车及物料传输平台,所述自动导引运输车包括壳体,主控电路板及电池管理单元,所述主控电路板上设置有主控单元、导航单元、无线通信单元,还设有驱动轮单元,第一物料传输单元,障碍物检测单元;所述物料传输平台设于物料装卸设备处;自动导引运输车通过导航单元按照规划路线运输至物料传输平台,并与对接单元完成对接,然后第一物料传输单元与第二物料传输单元进行物料的传输,第二物料传输单元传输物料至物料装卸设备或从物料装卸设备接收物料。本发明解决了现

一种自主行走搬运方法、搬运器和搬运系统.pdf
本发明公开了一种自主行走搬运方法、搬运器和搬运系统,所述自主行走搬运方法主要在搬运平台主体上设置可切换使用的转向轮机构、直行轮机构和旋转中心锁定机构,在地面设置配合旋转中心锁定机构的旋转中心;直线路段,搬运平台主体用直行轮机构进行直线行走;转向路段,旋转中心锁定机构锁定旋转中心,搬运平台主体通过转向轮机构转向行走;所述自主行走搬运器包括搬运平台主体,搬运平台主体上设置有直行轮机构、转向轮机构、行走驱动机构和旋转中心锁定机构;所述自主行走搬运系统包括自主行走搬运器和旋转中心。该种自主行走搬运方法、搬运器和搬
一种智能物料搬运系统及搬运方法.pdf
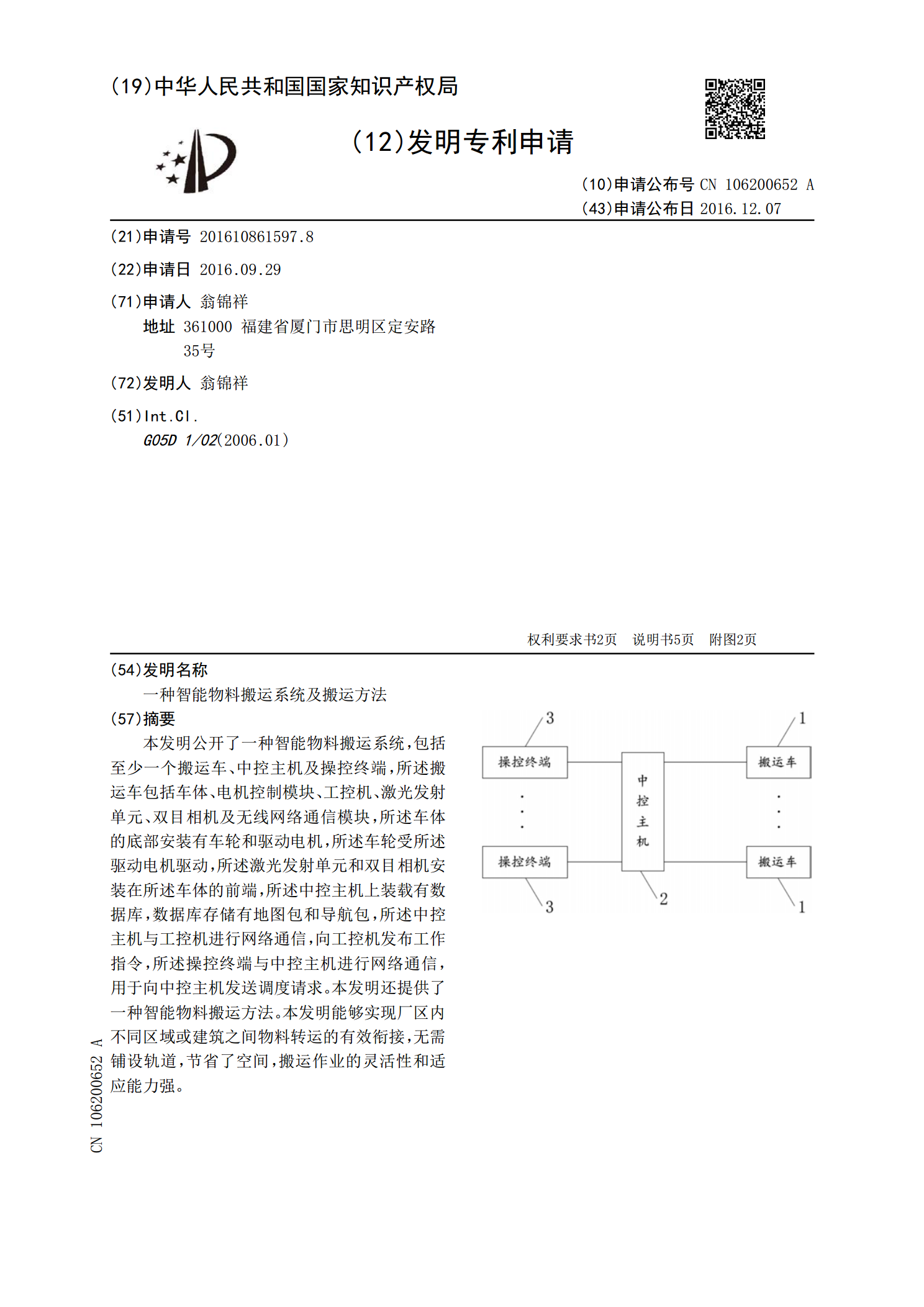
本发明公开了一种智能物料搬运系统,包括至少一个搬运车、中控主机及操控终端,所述搬运车包括车体、电机控制模块、工控机、激光发射单元、双目相机及无线网络通信模块,所述车体的底部安装有车轮和驱动电机,所述车轮受所述驱动电机驱动,所述激光发射单元和双目相机安装在所述车体的前端,所述中控主机上装载有数据库,数据库存储有地图包和导航包,所述中控主机与工控机进行网络通信,向工控机发布工作指令,所述操控终端与中控主机进行网络通信,用于向中控主机发送调度请求。本发明还提供了一种智能物料搬运方法。本发明能够实现厂区内不同区域