
一种钛合金壳体高精度模锻成型方法及其模具.pdf

Ch****75


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种钛合金壳体高精度模锻成型方法及其模具.pdf
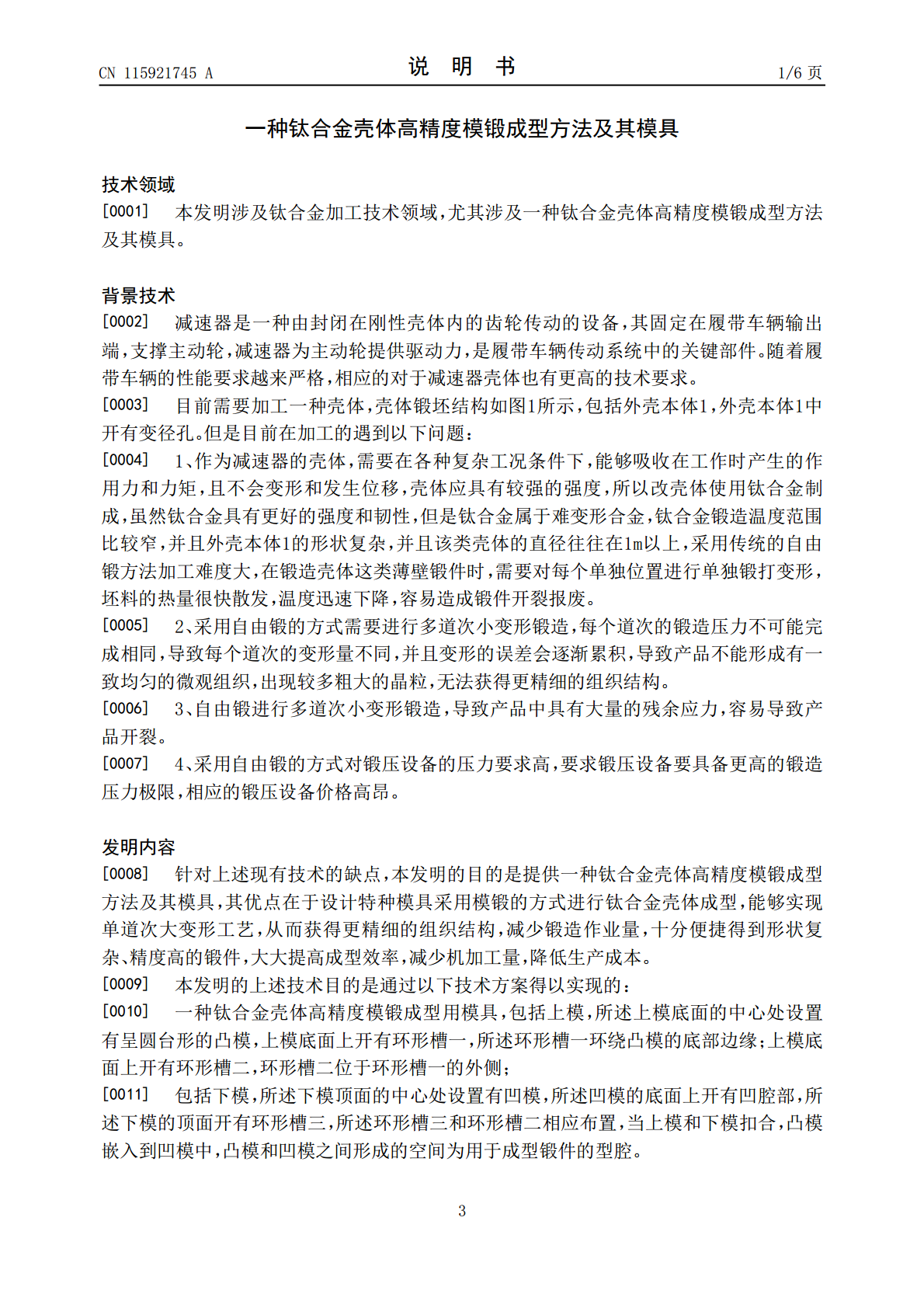
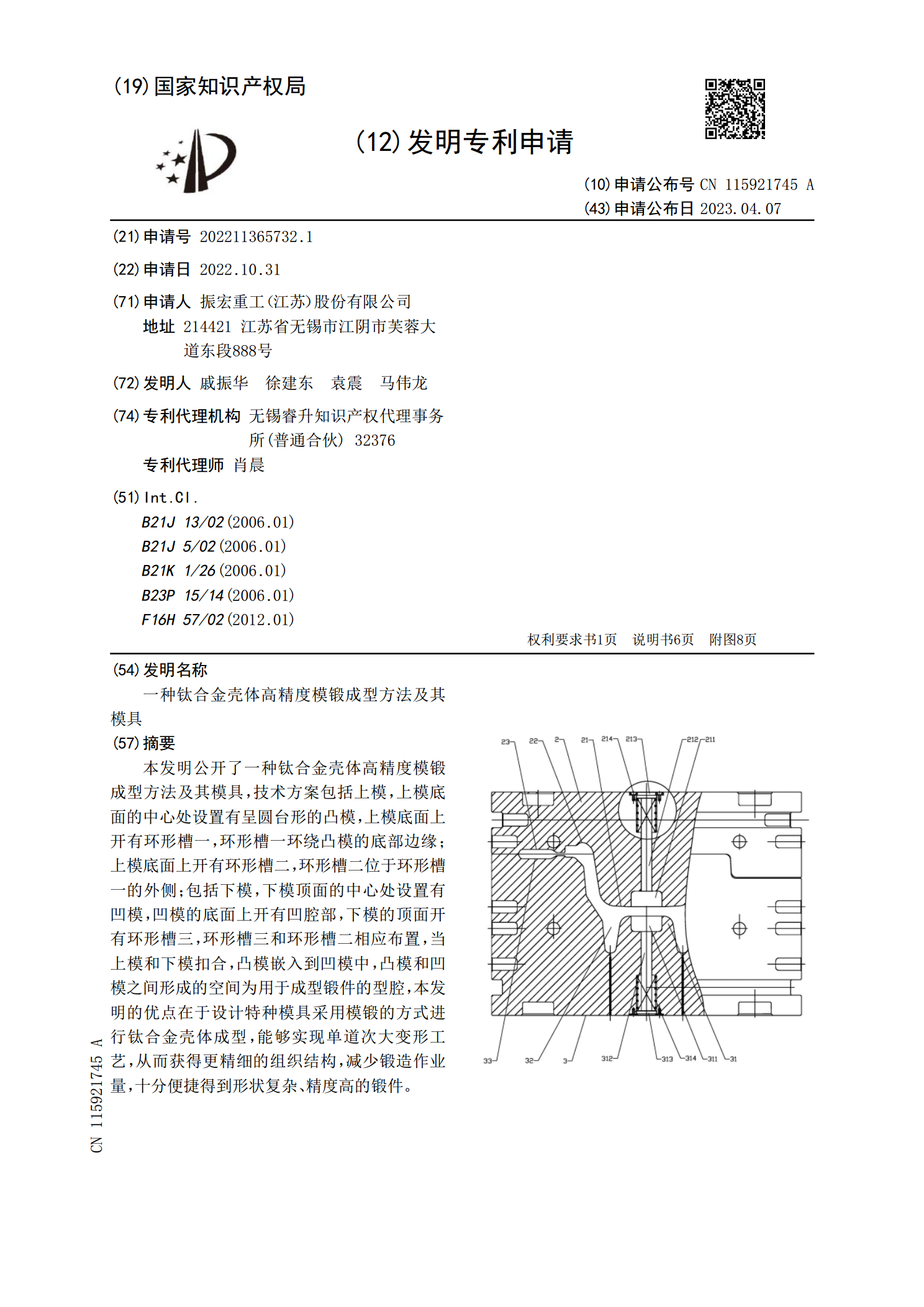
本发明公开了一种钛合金壳体高精度模锻成型方法及其模具,技术方案包括上模,上模底面的中心处设置有呈圆台形的凸模,上模底面上开有环形槽一,环形槽一环绕凸模的底部边缘;上模底面上开有环形槽二,环形槽二位于环形槽一的外侧;包括下模,下模顶面的中心处设置有凹模,凹模的底面上开有凹腔部,下模的顶面开有环形槽三,环形槽三和环形槽二相应布置,当上模和下模扣合,凸模嵌入到凹模中,凸模和凹模之间形成的空间为用于成型锻件的型腔,本发明的优点在于设计特种模具采用模锻的方式进行钛合金壳体成型,能够实现单道次大变形工艺,从而获得更精
一种方盘壳体成型模具及成型方法.pdf
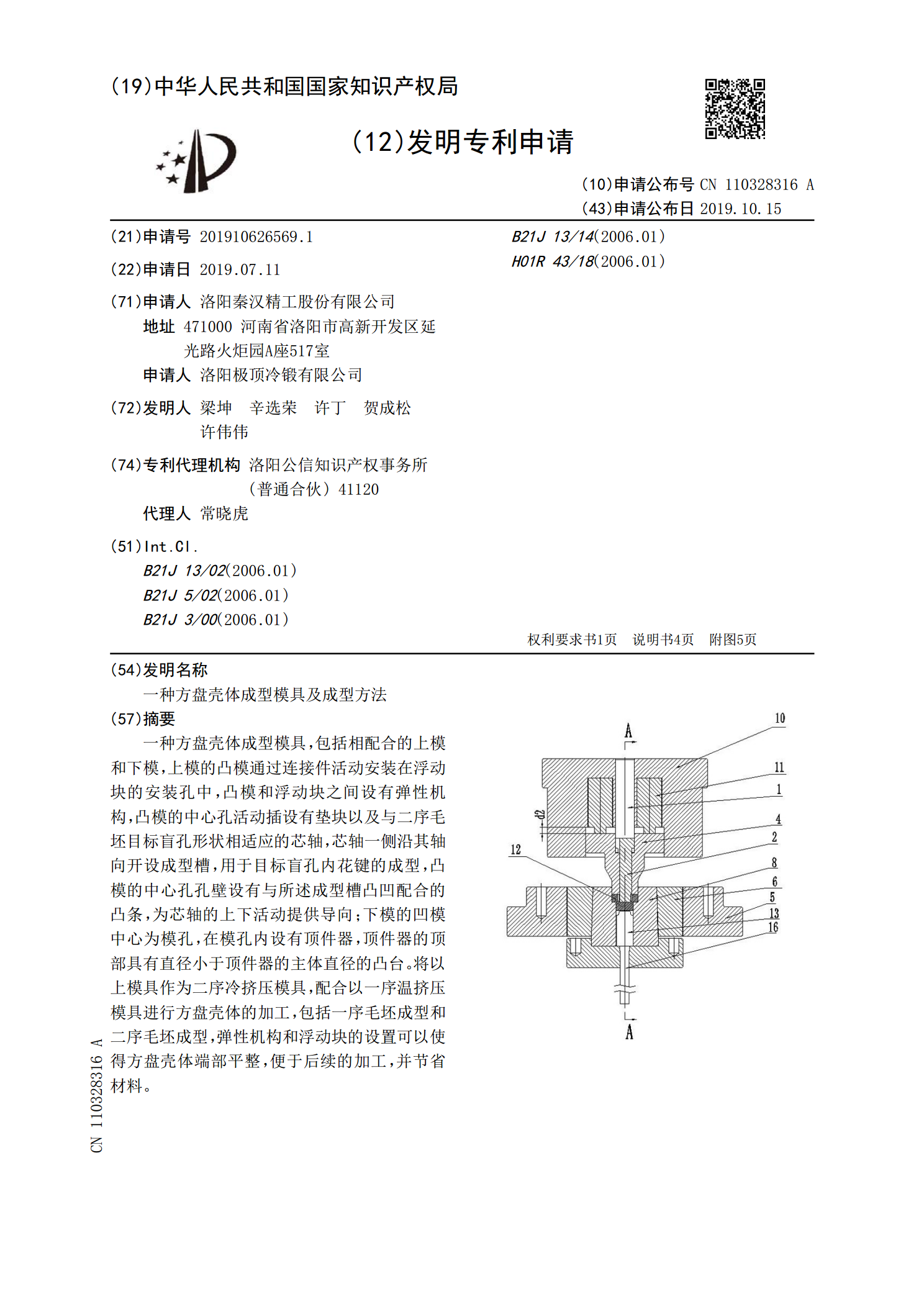
一种方盘壳体成型模具,包括相配合的上模和下模,上模的凸模通过连接件活动安装在浮动块的安装孔中,凸模和浮动块之间设有弹性机构,凸模的中心孔活动插设有垫块以及与二序毛坯目标盲孔形状相适应的芯轴,芯轴一侧沿其轴向开设成型槽,用于目标盲孔内花键的成型,凸模的中心孔孔壁设有与所述成型槽凸凹配合的凸条,为芯轴的上下活动提供导向;下模的凹模中心为模孔,在模孔内设有顶件器,顶件器的顶部具有直径小于顶件器的主体直径的凸台。将以上模具作为二序冷挤压模具,配合以一序温挤压模具进行方盘壳体的加工,包括一序毛坯成型和二序毛坯成型,
一种A-100超高强度钢模锻成型模具及其成型方法.pdf
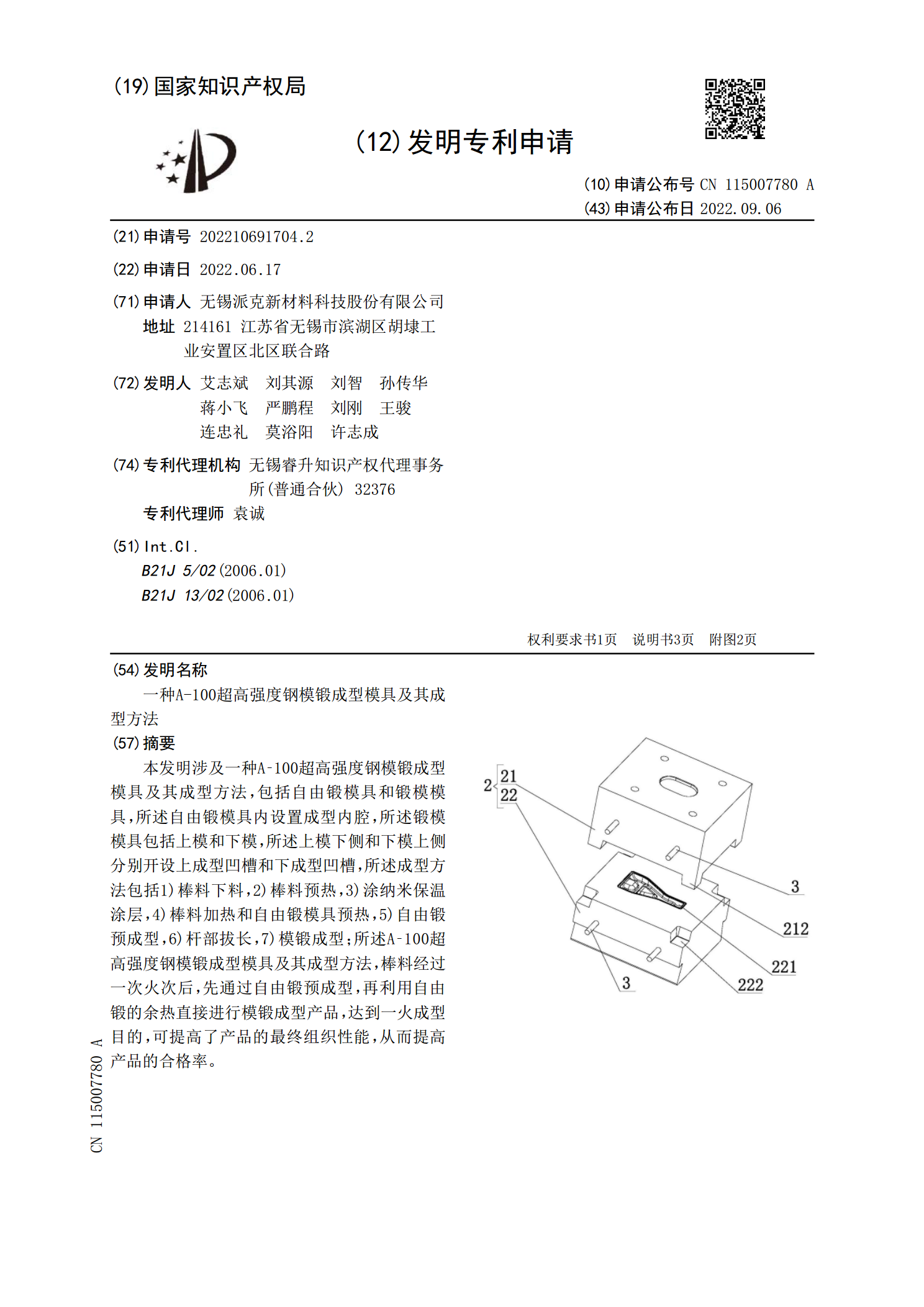
本发明涉及一种A?100超高强度钢模锻成型模具及其成型方法,包括自由锻模具和锻模模具,所述自由锻模具内设置成型内腔,所述锻模模具包括上模和下模,所述上模下侧和下模上侧分别开设上成型凹槽和下成型凹槽,所述成型方法包括1)棒料下料,2)棒料预热,3)涂纳米保温涂层,4)棒料加热和自由锻模具预热,5)自由锻预成型,6)杆部拔长,7)模锻成型;所述A?100超高强度钢模锻成型模具及其成型方法,棒料经过一次火次后,先通过自由锻预成型,再利用自由锻的余热直接进行模锻成型产品,达到一火成型目的,可提高了产品的最终组织性
一种铰链梁整体模锻成型组合模具及其加工铰链梁方法.pdf
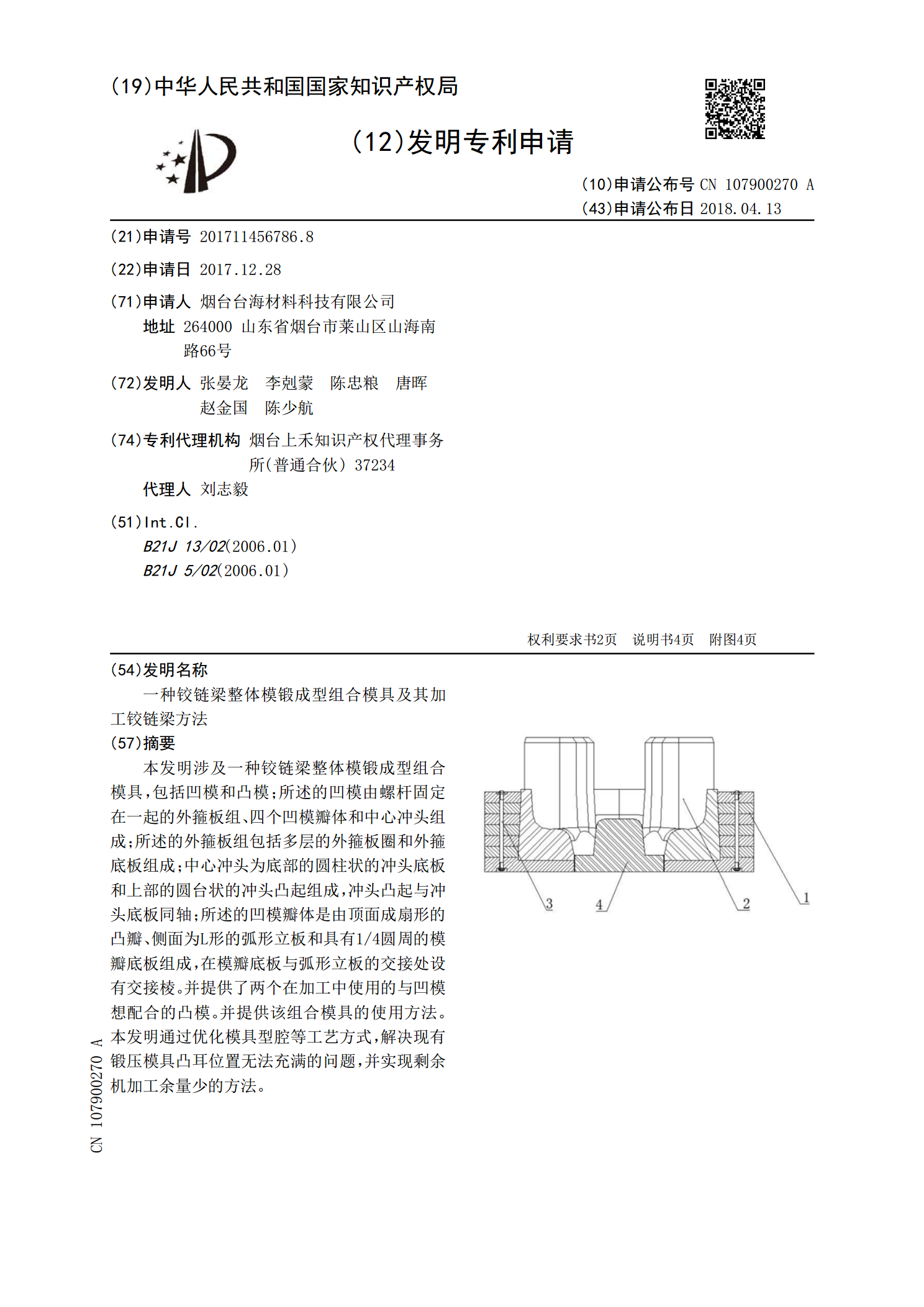
本发明涉及一种铰链梁整体模锻成型组合模具,包括凹模和凸模;所述的凹模由螺杆固定在一起的外箍板组、四个凹模瓣体和中心冲头组成;所述的外箍板组包括多层的外箍板圈和外箍底板组成;中心冲头为底部的圆柱状的冲头底板和上部的圆台状的冲头凸起组成,冲头凸起与冲头底板同轴;所述的凹模瓣体是由顶面成扇形的凸瓣、侧面为L形的弧形立板和具有1/4圆周的模瓣底板组成,在模瓣底板与弧形立板的交接处设有交接棱。并提供了两个在加工中使用的与凹模想配合的凸模。并提供该组合模具的使用方法。本发明通过优化模具型腔等工艺方式,解决现有锻压模具

一种钛合金模锻件热处理设备及其方法.pdf
本发明公开了一种钛合金模锻件热处理设备及其方法,涉及工业加工设备技术领域。该一种钛合金模锻件热处理设备及其方法,包括热处理电炉,热处理电炉的左侧面下端贯穿开设有通口并固定连接有通气管,热处理电炉的左侧面上端贯穿开设有放置通口一,放置通口一的内壁开设有滑槽一,滑槽一的内壁滑动连接有挡板一,挡板一的左侧面下端固定连接有把手一,热处理电炉的上表面前后两端均固定连接有把手二,热处理电炉的下表面四角固定连接有支撑腿一,解决了现有的钛合金模锻件热处理设备在使用时没有的氩气泄漏采取专门的防护设施,氩气在常压下无毒,但是