
一种铰链梁整体模锻成型组合模具及其加工铰链梁方法.pdf

论文****可爱

1/10
2/10

3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种铰链梁整体模锻成型组合模具及其加工铰链梁方法.pdf
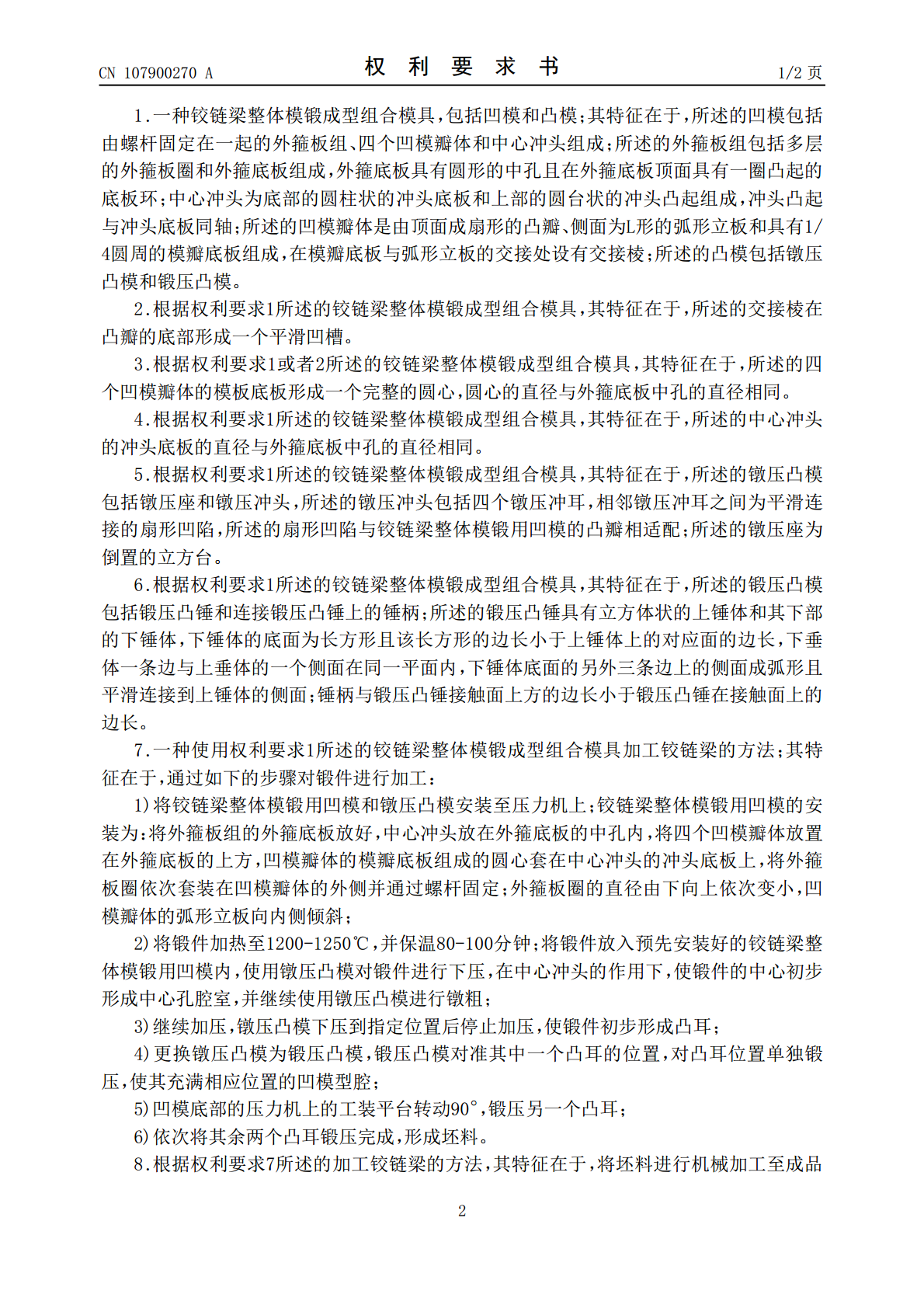
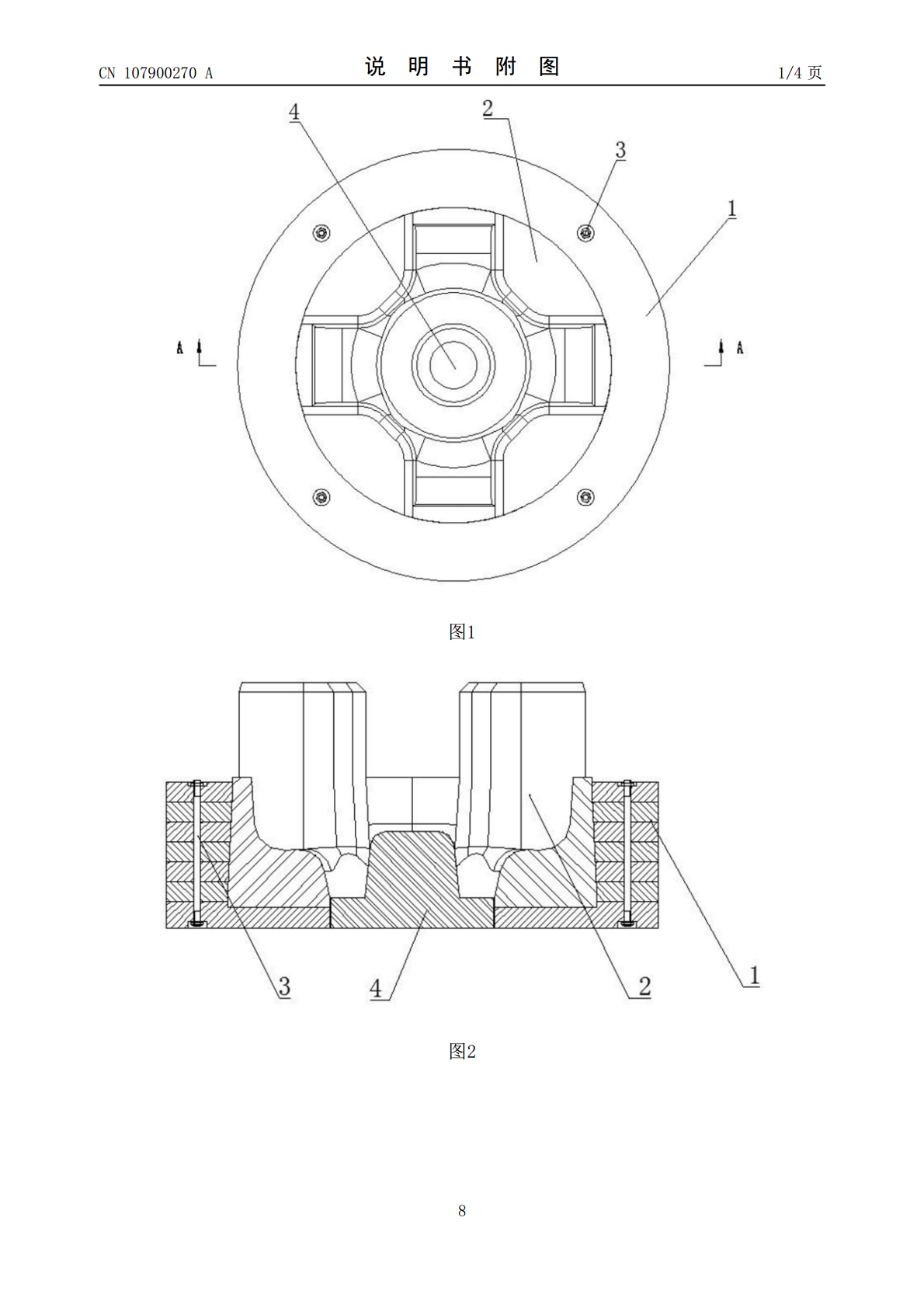
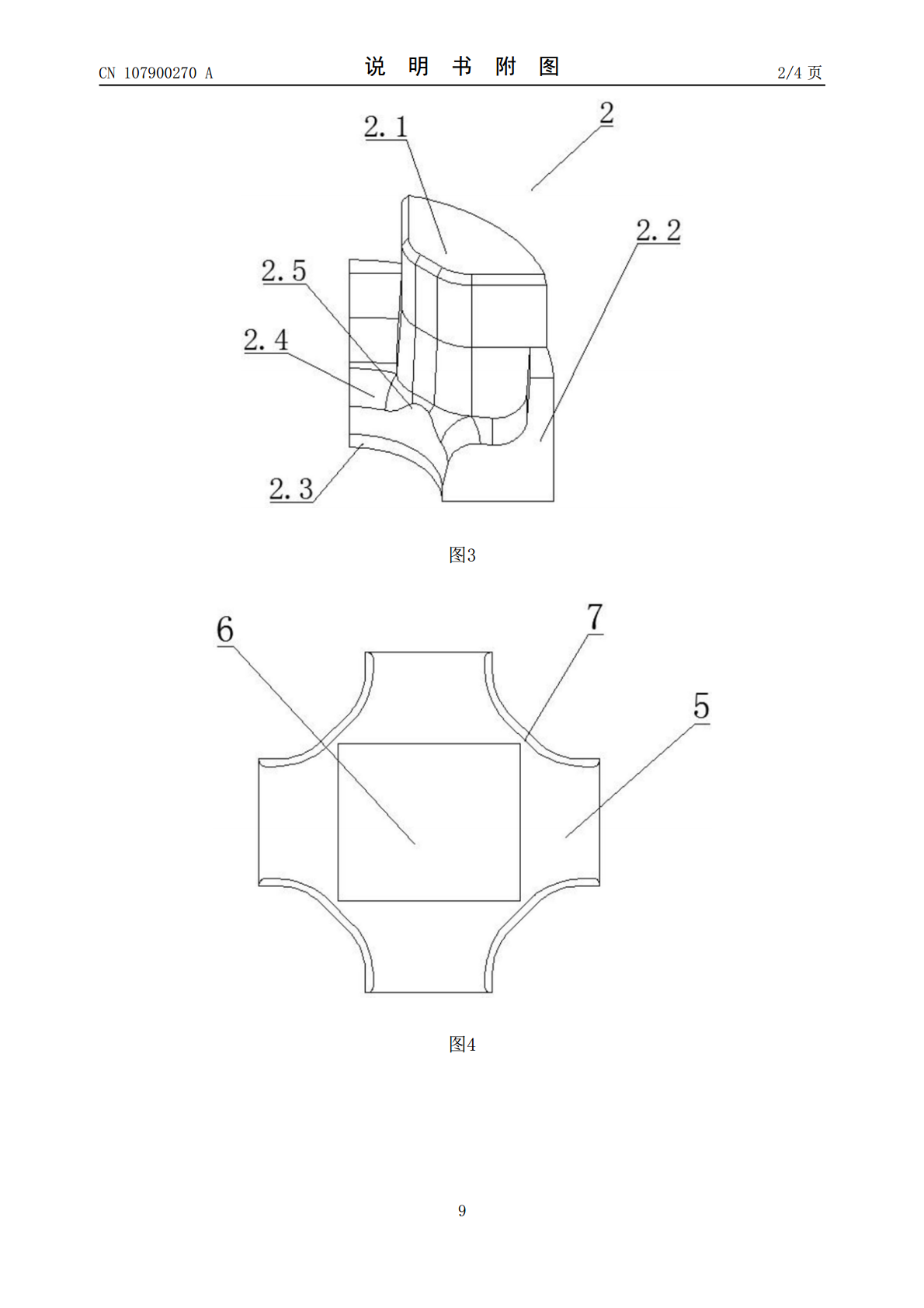
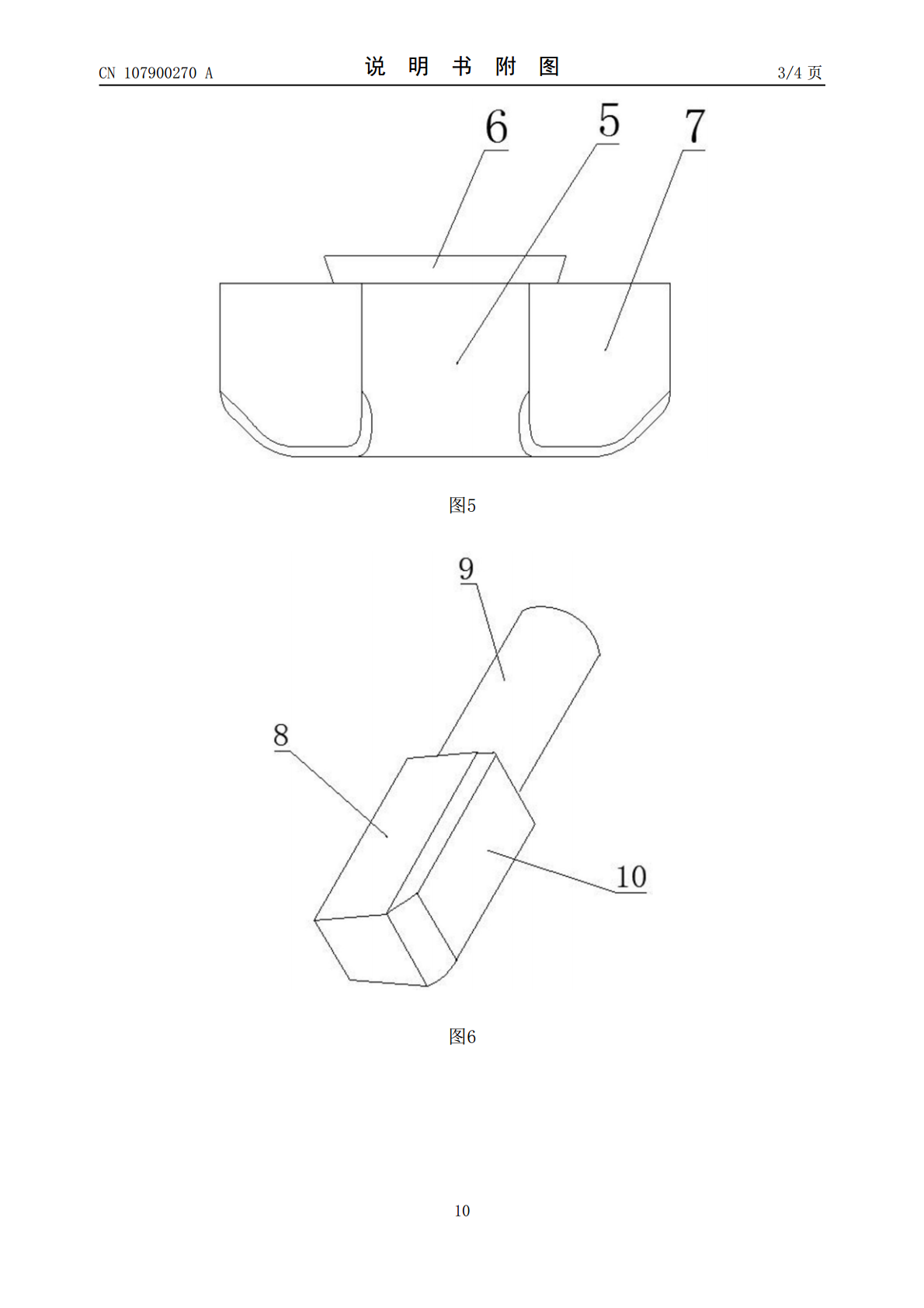
本发明涉及一种铰链梁整体模锻成型组合模具,包括凹模和凸模;所述的凹模由螺杆固定在一起的外箍板组、四个凹模瓣体和中心冲头组成;所述的外箍板组包括多层的外箍板圈和外箍底板组成;中心冲头为底部的圆柱状的冲头底板和上部的圆台状的冲头凸起组成,冲头凸起与冲头底板同轴;所述的凹模瓣体是由顶面成扇形的凸瓣、侧面为L形的弧形立板和具有1/4圆周的模瓣底板组成,在模瓣底板与弧形立板的交接处设有交接棱。并提供了两个在加工中使用的与凹模想配合的凸模。并提供该组合模具的使用方法。本发明通过优化模具型腔等工艺方式,解决现有锻压模具
直升机尾梁整体成型方法及其成型模具.pdf
本发明公开了直升机尾梁整体成型方法及其成型模具,该直升机尾梁整体成型方法,包括如下步骤:在模具上铺贴预浸料,然后在该预浸料上铺贴蜂窝板,并进行真空压实;在上述蜂窝板上铺贴胶膜,然后在该胶膜上再次铺贴预所述浸料,并进行真空压实;铺贴完成后,使用应力膜对最外层的预浸料进行缠绕,并保持应力状态;应力膜缠绕完成后,使用真空袋进行封装,并抽真空再次压实,形成初始尾梁;对上述初始尾梁连同模具一起进行入炉固化,形成成品尾梁;和对上述的成品尾梁进行脱模、检验、切边和钻孔。该方法有效提高直升机尾梁的强度和使用寿命。
一种铰链梁铸件及其铸造工艺.pdf
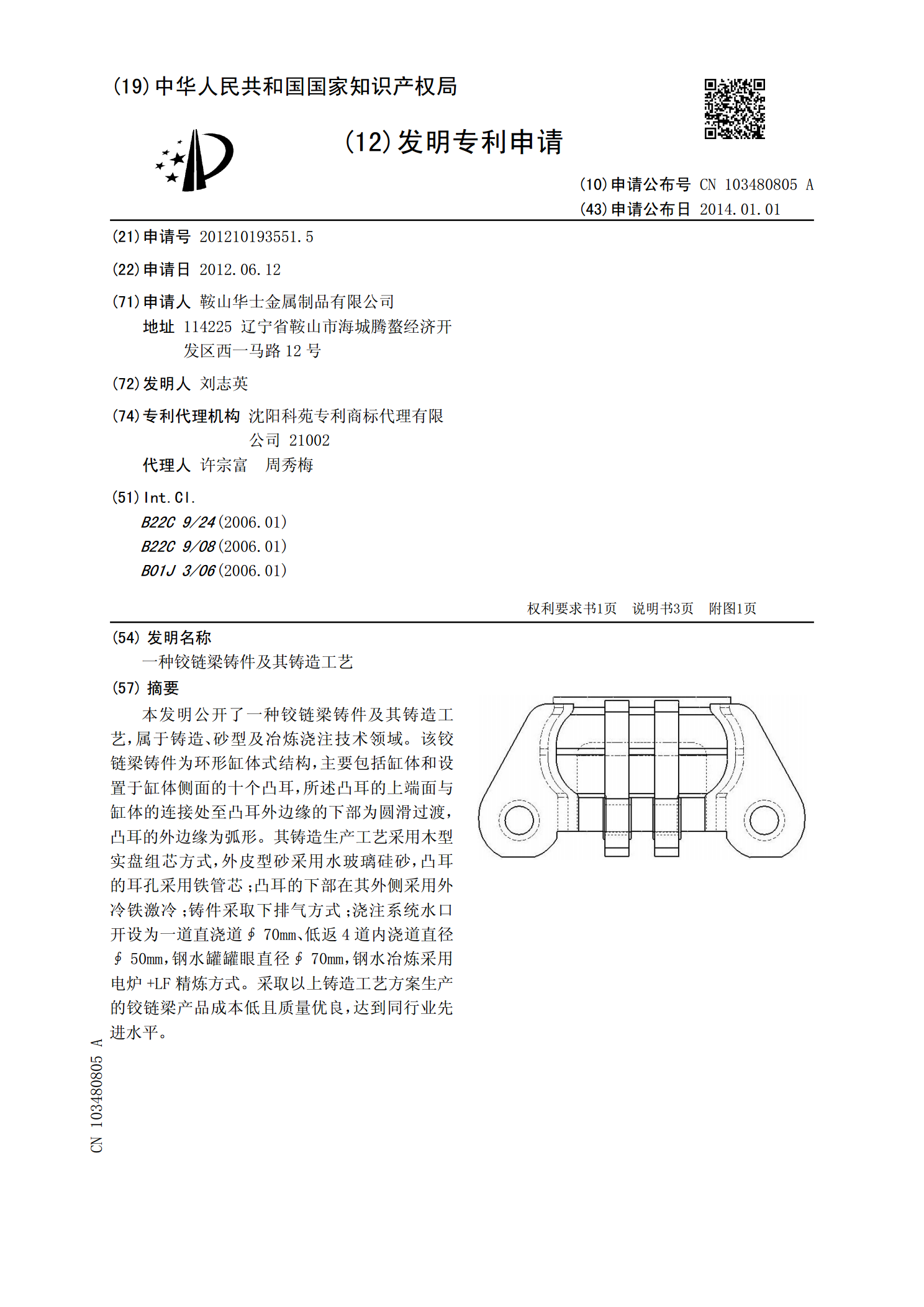
本发明公开了一种铰链梁铸件及其铸造工艺,属于铸造、砂型及冶炼浇注技术领域。该铰链梁铸件为环形缸体式结构,主要包括缸体和设置于缸体侧面的十个凸耳,所述凸耳的上端面与缸体的连接处至凸耳外边缘的下部为圆滑过渡,凸耳的外边缘为弧形。其铸造生产工艺采用木型实盘组芯方式,外皮型砂采用水玻璃硅砂,凸耳的耳孔采用铁管芯;凸耳的下部在其外侧采用外冷铁激冷;铸件采取下排气方式;浇注系统水口开设为一道直浇道∮70mm、低返4道内浇道直径∮50mm,钢水罐罐眼直径∮70mm,钢水冶炼采用电炉+LF精炼方式。采取以上铸造工艺方案生
一种短流程锻造铰链梁的方法.pdf
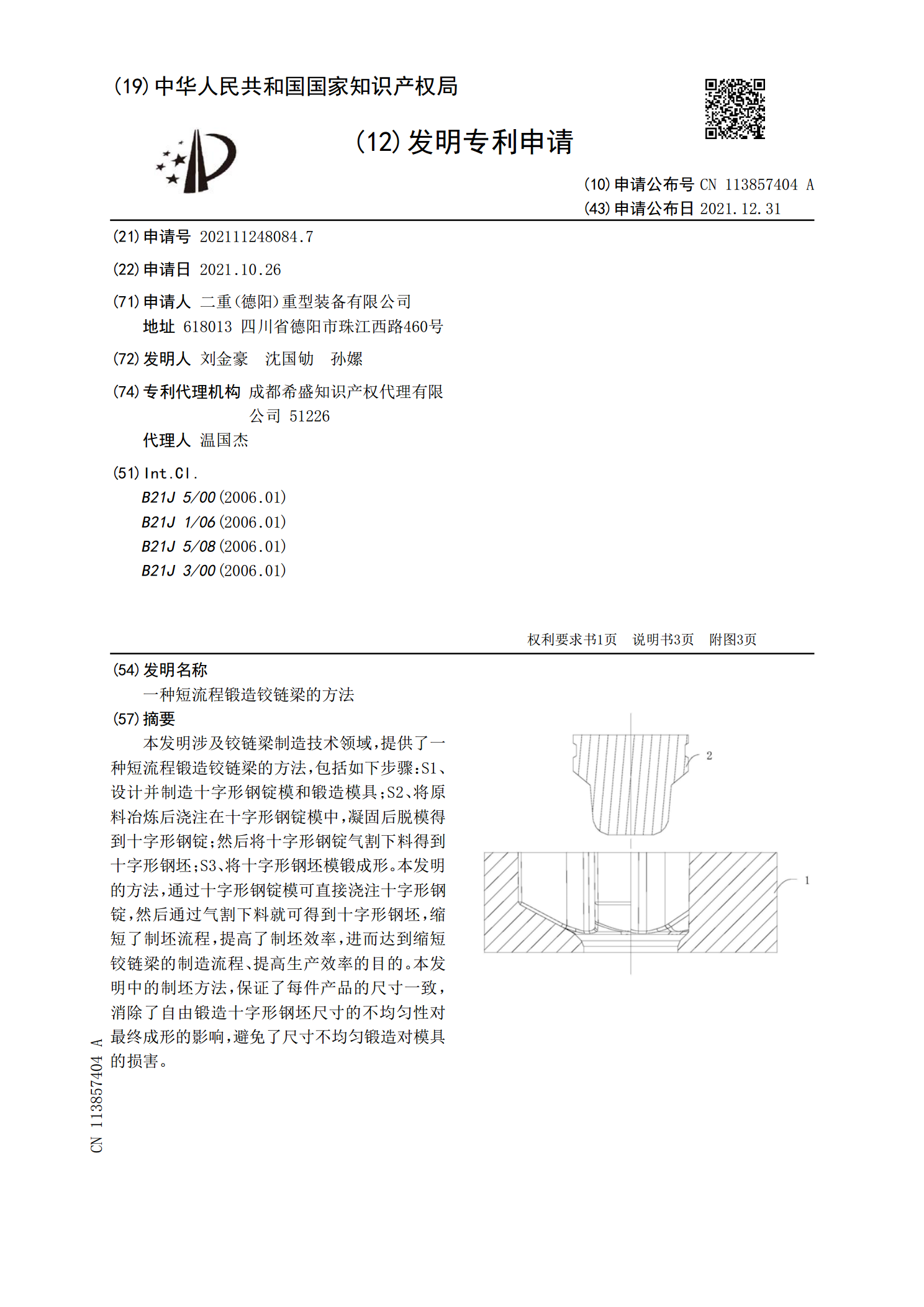
本发明涉及铰链梁制造技术领域,提供了一种短流程锻造铰链梁的方法,包括如下步骤:S1、设计并制造十字形钢锭模和锻造模具;S2、将原料冶炼后浇注在十字形钢锭模中,凝固后脱模得到十字形钢锭;然后将十字形钢锭气割下料得到十字形钢坯;S3、将十字形钢坯模锻成形。本发明的方法,通过十字形钢锭模可直接浇注十字形钢锭,然后通过气割下料就可得到十字形钢坯,缩短了制坯流程,提高了制坯效率,进而达到缩短铰链梁的制造流程、提高生产效率的目的。本发明中的制坯方法,保证了每件产品的尺寸一致,消除了自由锻造十字形钢坯尺寸的不均匀性对最
铝合金铰链梁锻造方法.pdf
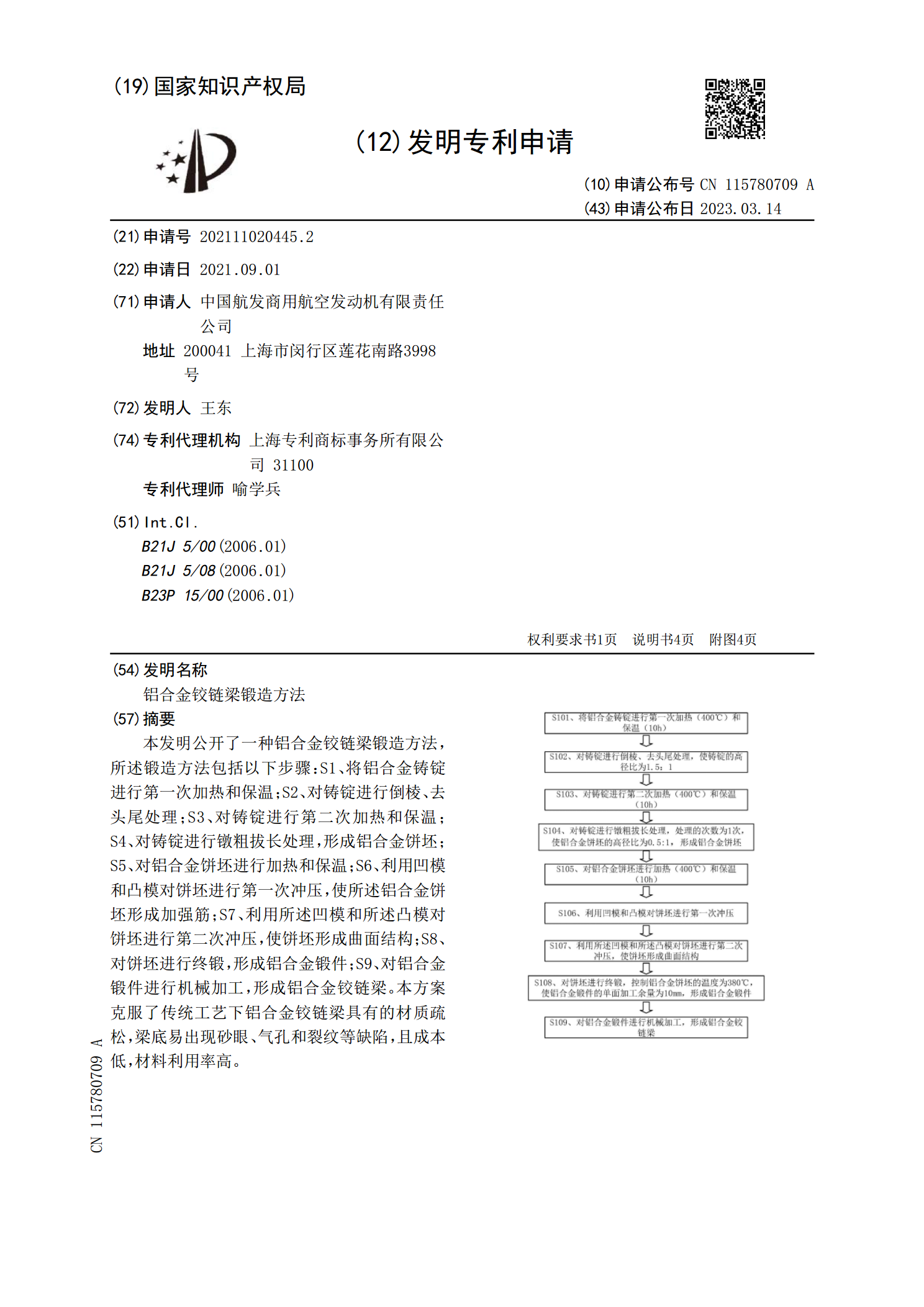
本发明公开了一种铝合金铰链梁锻造方法,所述锻造方法包括以下步骤:S1、将铝合金铸锭进行第一次加热和保温;S2、对铸锭进行倒棱、去头尾处理;S3、对铸锭进行第二次加热和保温;S4、对铸锭进行镦粗拔长处理,形成铝合金饼坯;S5、对铝合金饼坯进行加热和保温;S6、利用凹模和凸模对饼坯进行第一次冲压,使所述铝合金饼坯形成加强筋;S7、利用所述凹模和所述凸模对饼坯进行第二次冲压,使饼坯形成曲面结构;S8、对饼坯进行终锻,形成铝合金锻件;S9、对铝合金锻件进行机械加工,形成铝合金铰链梁。本方案克服了传统工艺下铝合金铰