
一种A-100超高强度钢模锻成型模具及其成型方法.pdf

一吃****永贺


1/7

2/7

3/7

4/7
5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种A-100超高强度钢模锻成型模具及其成型方法.pdf
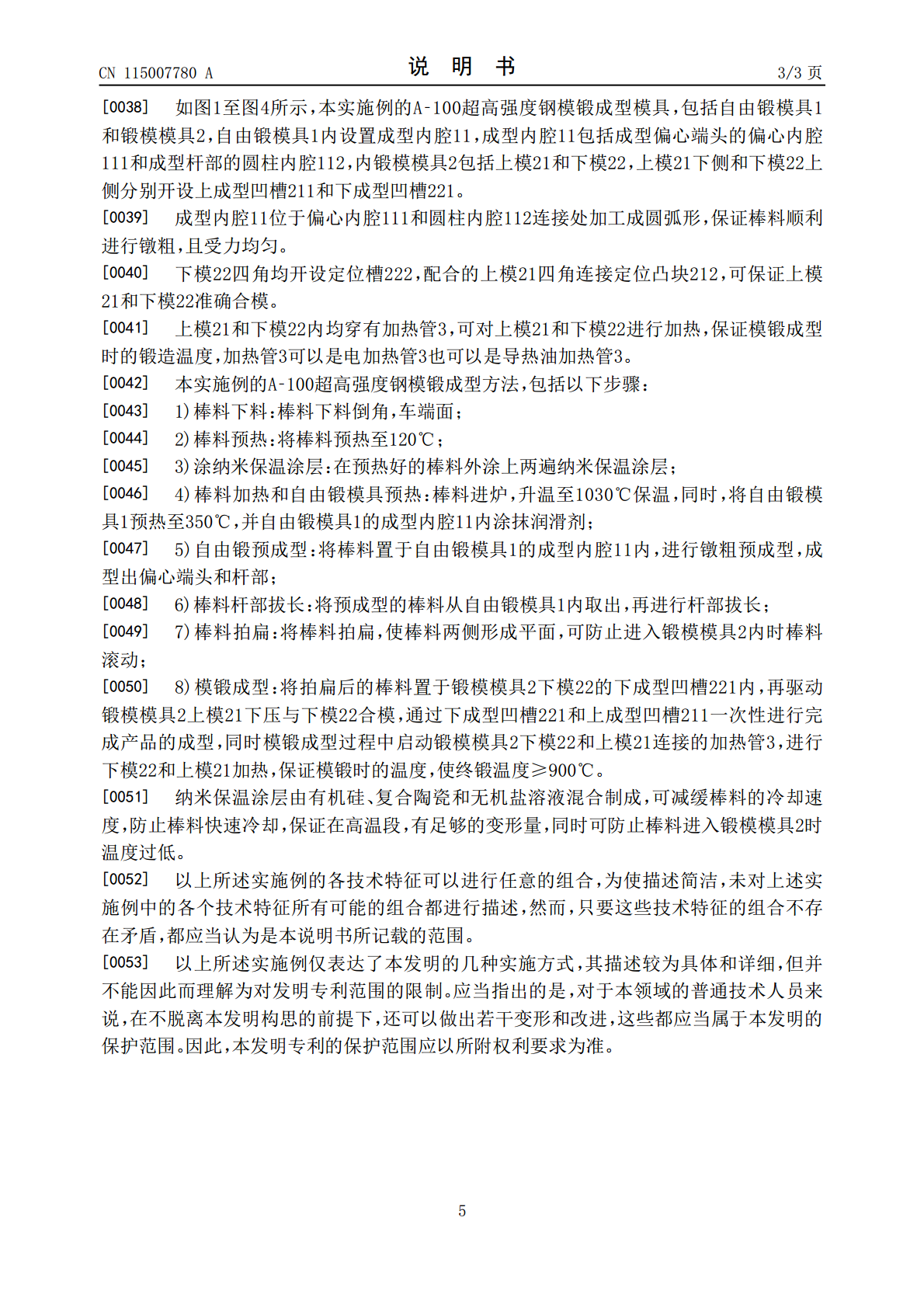
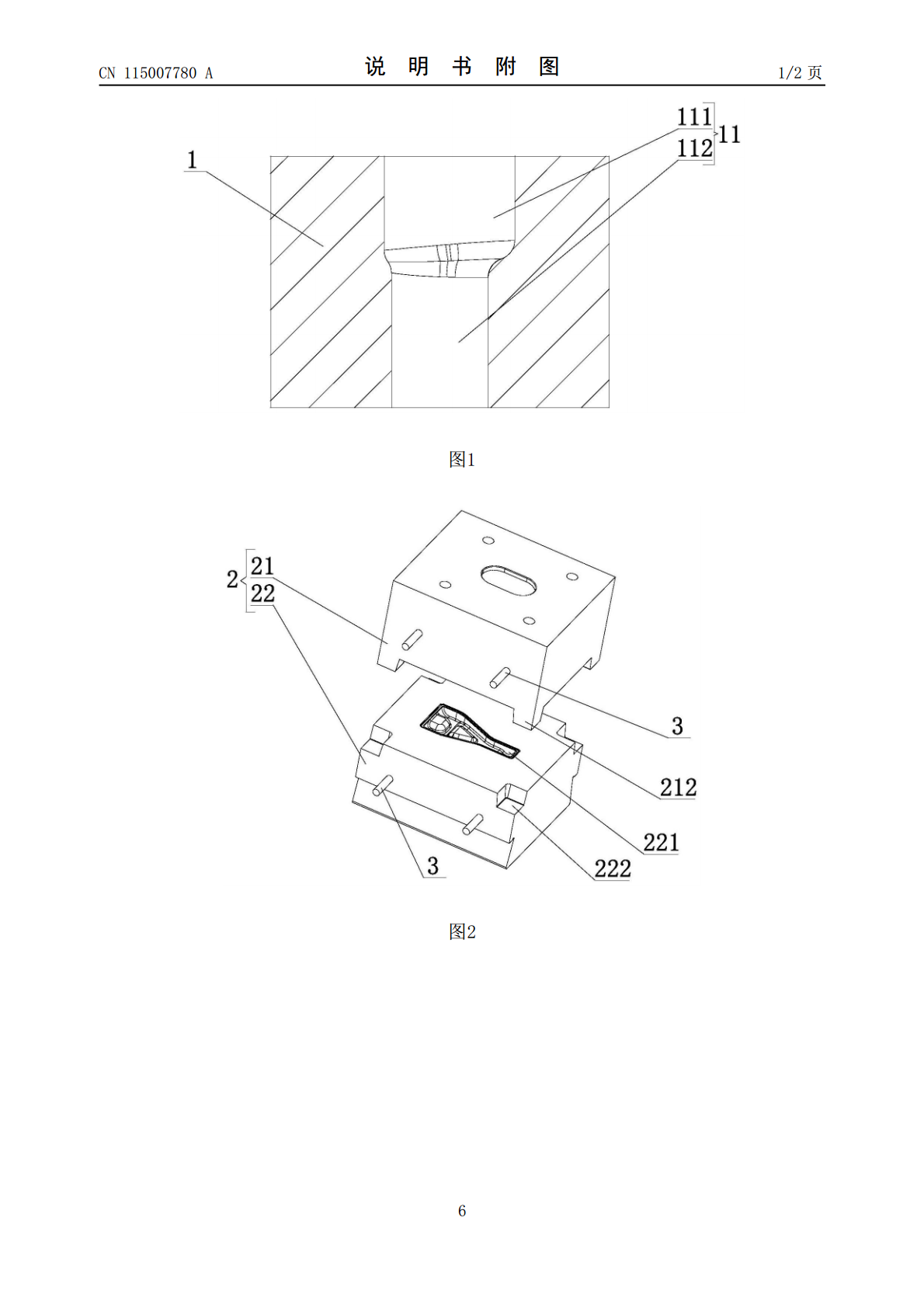
本发明涉及一种A?100超高强度钢模锻成型模具及其成型方法,包括自由锻模具和锻模模具,所述自由锻模具内设置成型内腔,所述锻模模具包括上模和下模,所述上模下侧和下模上侧分别开设上成型凹槽和下成型凹槽,所述成型方法包括1)棒料下料,2)棒料预热,3)涂纳米保温涂层,4)棒料加热和自由锻模具预热,5)自由锻预成型,6)杆部拔长,7)模锻成型;所述A?100超高强度钢模锻成型模具及其成型方法,棒料经过一次火次后,先通过自由锻预成型,再利用自由锻的余热直接进行模锻成型产品,达到一火成型目的,可提高了产品的最终组织性
一种超高强度钢深孔锻造成型模具及其成型方法.pdf
本发明涉及一种超高强度钢深孔锻造成型模具及其成型方法,包括反挤预成型模具和拉伸成型模具,反挤预成型模具包括预成型下模和预成型上模,预成型下模设置挤压成型腔,预成型上模连接穿入挤压成型腔内的挤压冲头,拉伸成型模具包括拉伸成型下模和拉伸成型上模,拉伸成型下模设置拉伸成型腔,拉伸成型上模连接深孔拉伸冲头,预成型上模和拉伸成型上模均连接压机,所述成型方法包括1)棒料下料,2)棒料加热,3)反挤预成型模具预热,4)预成型,5)拉伸成型,6)热处理;所述超高强度钢深孔锻造成型模具及其成型方法,通过反挤预成型配合拉伸成
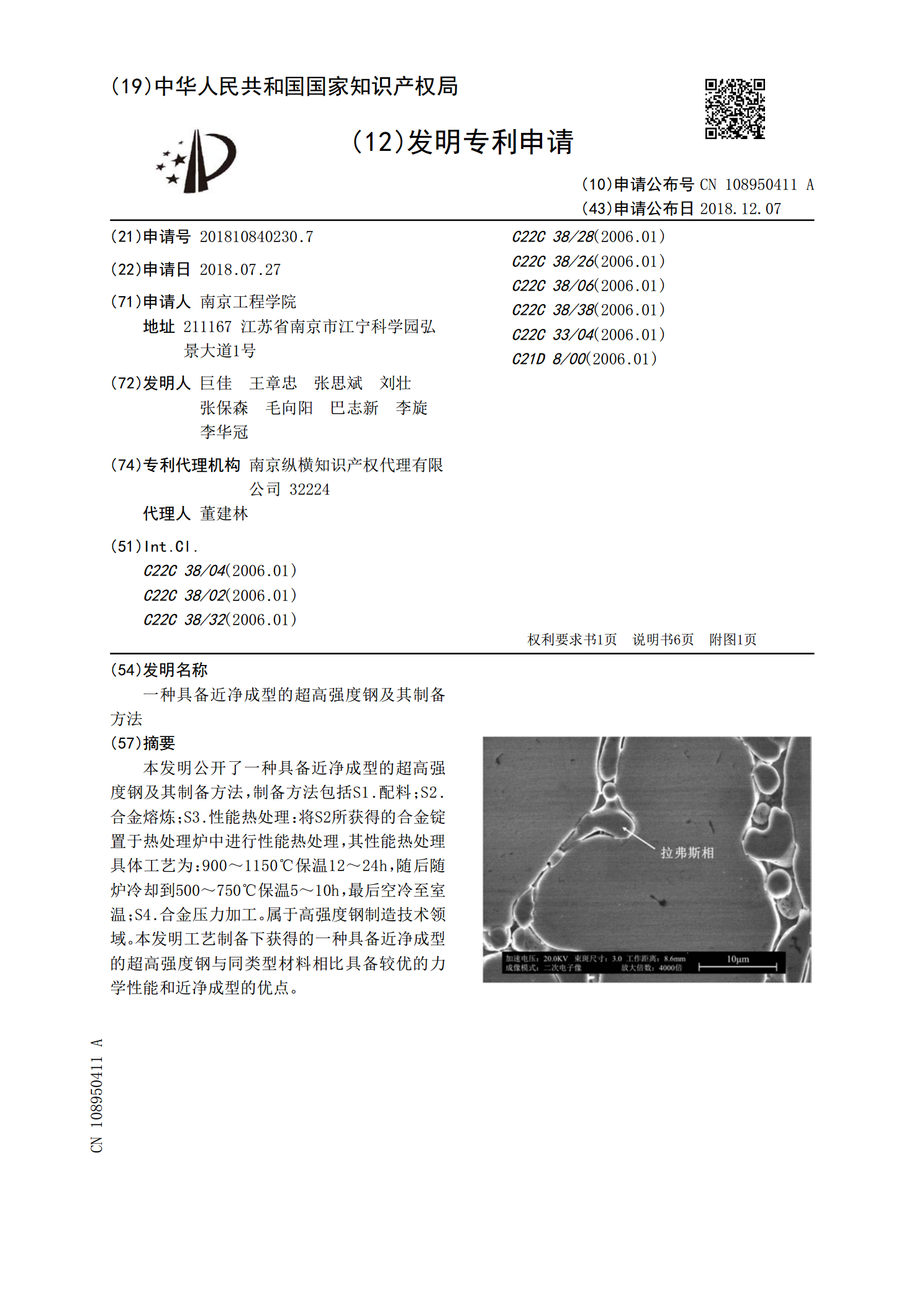
一种具备近净成型的超高强度钢及其制备方法.pdf
本发明公开了一种具备近净成型的超高强度钢及其制备方法,制备方法包括S1.配料;S2.合金熔炼;S3.性能热处理:将S2所获得的合金锭置于热处理炉中进行性能热处理,其性能热处理具体工艺为:900~1150℃保温12~24h,随后随炉冷却到500~750℃保温5~10h,最后空冷至室温;S4.合金压力加工。属于高强度钢制造技术领域。本发明工艺制备下获得的一种具备近净成型的超高强度钢与同类型材料相比具备较优的力学性能和近净成型的优点。

一种修补螺栓成型方法及其成型模具.pdf
本发明提供了一种修补螺栓成型方法,包括,步骤S1:在金属结构外侧沿长度方向由环向缠绕纤维纱线或纤维织物,形成第一结构;步骤S2:在第一结构外侧设置上层织物和下层织物,形成第二结构,所述上层织物和下层织物的两侧延伸至第一结构外侧,形成延展部;步骤S3:将第二结构放入修补螺栓成型模具内固化;步骤S4:切除延展部,形成修补螺栓。与现有技术相比,本发明的有益效果在于,本发明提供的修补螺栓成型方法及成型模具,通过将修补螺栓最外层的织物由环向缠绕改为上下两部分,并在边缘留出一定宽度的加工余量,解决RTM工艺回转缠绕体
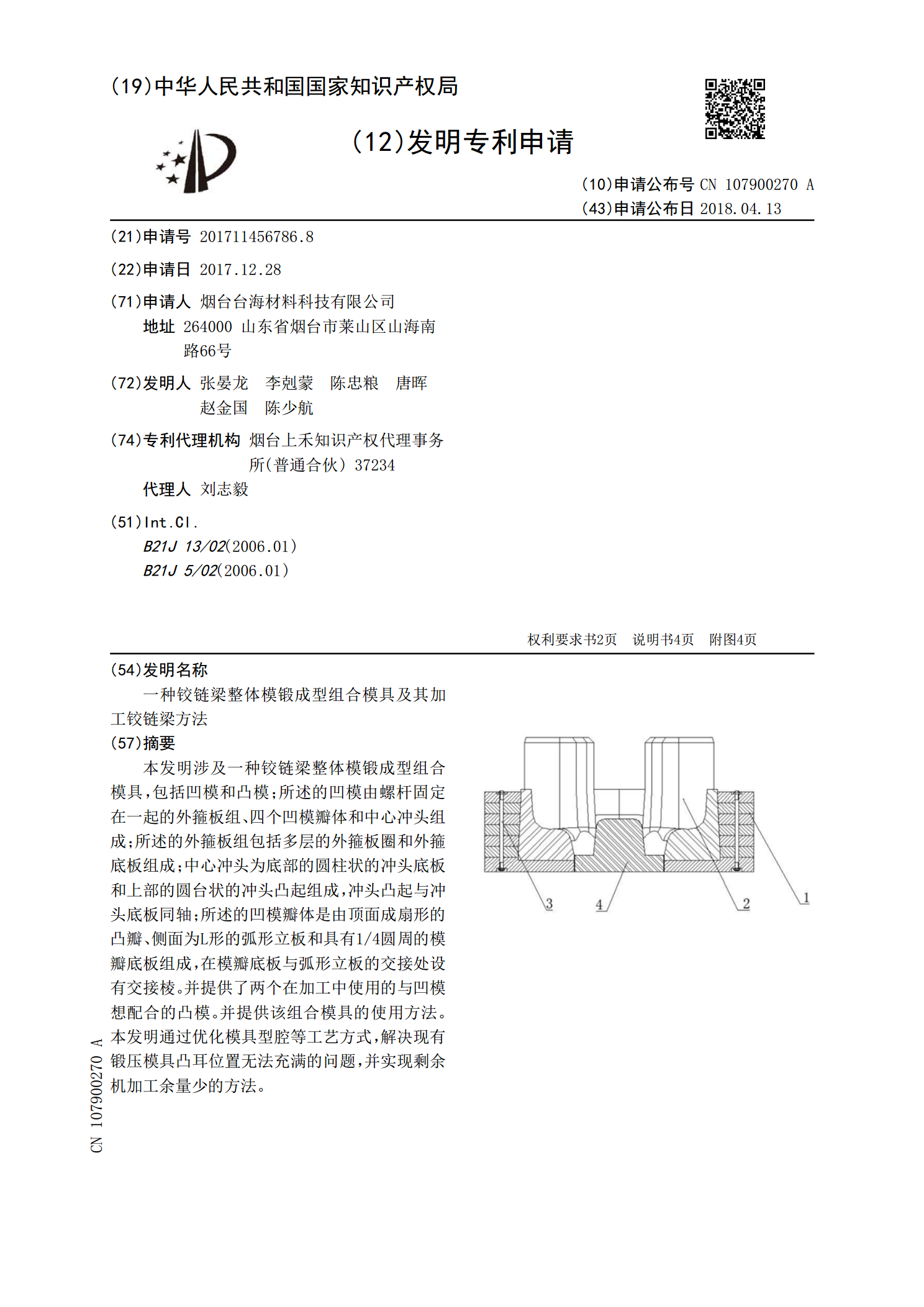
一种铰链梁整体模锻成型组合模具及其加工铰链梁方法.pdf
本发明涉及一种铰链梁整体模锻成型组合模具,包括凹模和凸模;所述的凹模由螺杆固定在一起的外箍板组、四个凹模瓣体和中心冲头组成;所述的外箍板组包括多层的外箍板圈和外箍底板组成;中心冲头为底部的圆柱状的冲头底板和上部的圆台状的冲头凸起组成,冲头凸起与冲头底板同轴;所述的凹模瓣体是由顶面成扇形的凸瓣、侧面为L形的弧形立板和具有1/4圆周的模瓣底板组成,在模瓣底板与弧形立板的交接处设有交接棱。并提供了两个在加工中使用的与凹模想配合的凸模。并提供该组合模具的使用方法。本发明通过优化模具型腔等工艺方式,解决现有锻压模具