
一种方盘壳体成型模具及成型方法.pdf

思洁****爱吗


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种方盘壳体成型模具及成型方法.pdf
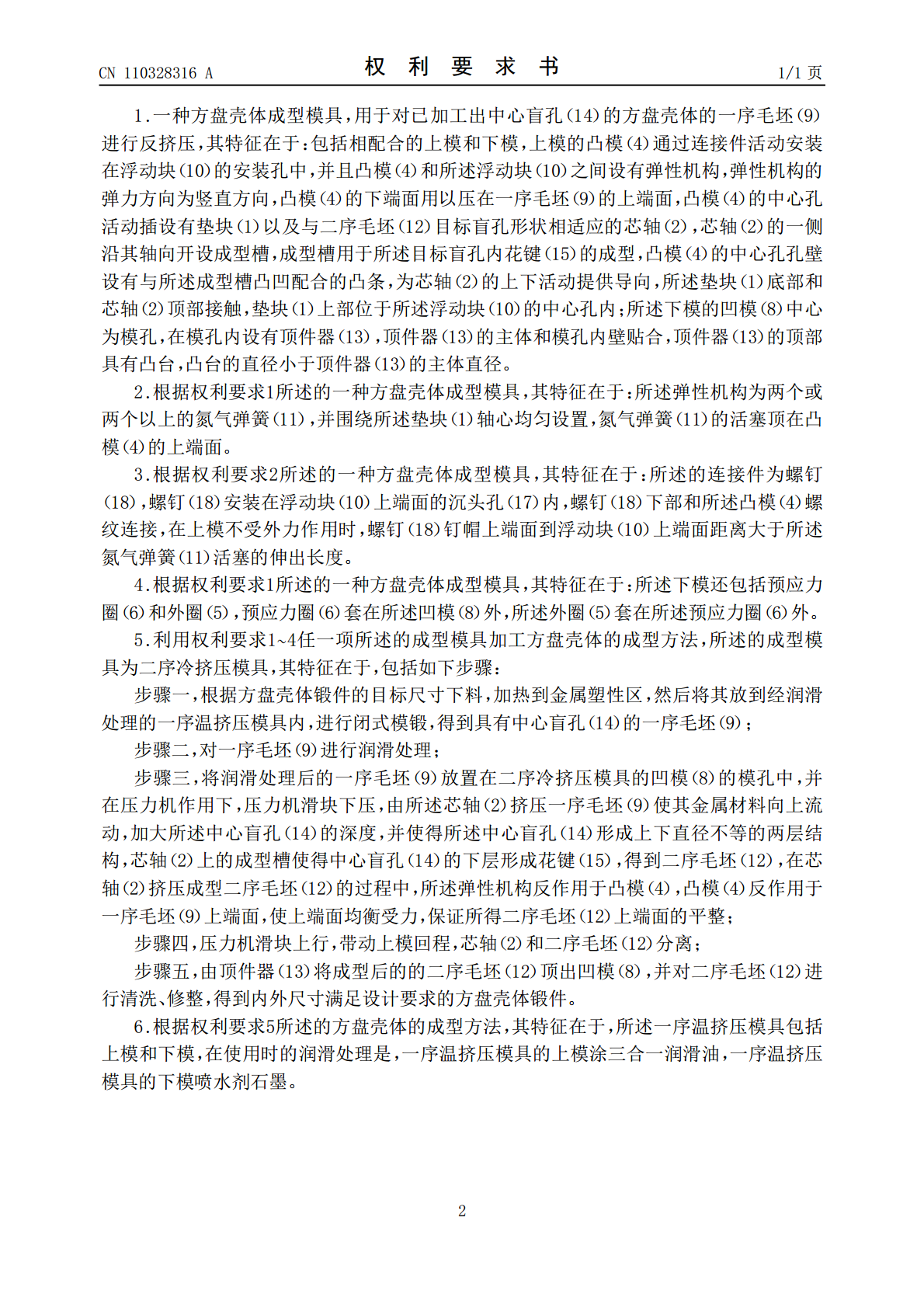
一种方盘壳体成型模具,包括相配合的上模和下模,上模的凸模通过连接件活动安装在浮动块的安装孔中,凸模和浮动块之间设有弹性机构,凸模的中心孔活动插设有垫块以及与二序毛坯目标盲孔形状相适应的芯轴,芯轴一侧沿其轴向开设成型槽,用于目标盲孔内花键的成型,凸模的中心孔孔壁设有与所述成型槽凸凹配合的凸条,为芯轴的上下活动提供导向;下模的凹模中心为模孔,在模孔内设有顶件器,顶件器的顶部具有直径小于顶件器的主体直径的凸台。将以上模具作为二序冷挤压模具,配合以一序温挤压模具进行方盘壳体的加工,包括一序毛坯成型和二序毛坯成型,

金属壳体成型方法.pdf
一种金属壳体成型方法,其包括以下步骤:对金属件进行搅拌摩擦焊以形成金属壳体;对该金属壳体进行碱咬处理以消除其表面残留物;对该金属壳体进行剥黑膜处理,以去除碱咬过程中形成的黑膜;对该金属壳体进行电抛处理以改善壳体外观;对该金属壳体进行阳极氧化处理;对该金属壳体进行封孔及烘干处理。该金属壳体成型方法能够使焊接区域颜色与其他区域保持较好的一致性,且可避免焊接处的杂质材料经由阳极氧化处理后产生腐蚀线,有效地改善了金属壳体的外观。

一种生物质成型燃料的成型模具与成型方法.pdf
本发明公开了一种生物质成型燃料的成型模具和成型方法。在本发明中,齿轮啮合时对储存在根切区中的生物质物料产生切削作用,其切削力可分解为沿成型孔的轴向分力,将生物质物料推进成型孔中,显著提高了挤压效果。本发明提出的外啮合齿轮式成型模具,结构简单、使用寿命长、能源消耗少,可以连续运行,解决了生物质成型燃料制造技术中亟待解决的技术问题。
一种钛合金壳体高精度模锻成型方法及其模具.pdf
本发明公开了一种钛合金壳体高精度模锻成型方法及其模具,技术方案包括上模,上模底面的中心处设置有呈圆台形的凸模,上模底面上开有环形槽一,环形槽一环绕凸模的底部边缘;上模底面上开有环形槽二,环形槽二位于环形槽一的外侧;包括下模,下模顶面的中心处设置有凹模,凹模的底面上开有凹腔部,下模的顶面开有环形槽三,环形槽三和环形槽二相应布置,当上模和下模扣合,凸模嵌入到凹模中,凸模和凹模之间形成的空间为用于成型锻件的型腔,本发明的优点在于设计特种模具采用模锻的方式进行钛合金壳体成型,能够实现单道次大变形工艺,从而获得更精

一种全局相机壳体盖板成型模具.pdf
一种全局相机壳体盖板成型模具,其包括上模座组件,上模组件,下模座组件,下模组件,排气组件,以及浇注组件。所述上模座组件包括上模座,导向柱,以及浇注孔。所述上模组件包括上模本体,成型凹槽,流道,以及开口。所述下模组件包括下模本体,以及成型凸块。所述成型凸块与所述成型凹槽之间形成成型空腔。所述主流道和所述分流道位于所述成型空腔一侧,而所述排气组件位于所述成型空腔另一侧,并且所述排气组件的排气槽集中设置,这样更有利于空气的排出,使填充更快,同时避免空气残留在所述成型空腔内。另外,在进行分模时,所述第一滑块会沿所