
一种盲孔盘类零件夹紧定位装置及其装夹方法.pdf

St****12

1/7
2/7

3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种盲孔盘类零件夹紧定位装置及其装夹方法.pdf
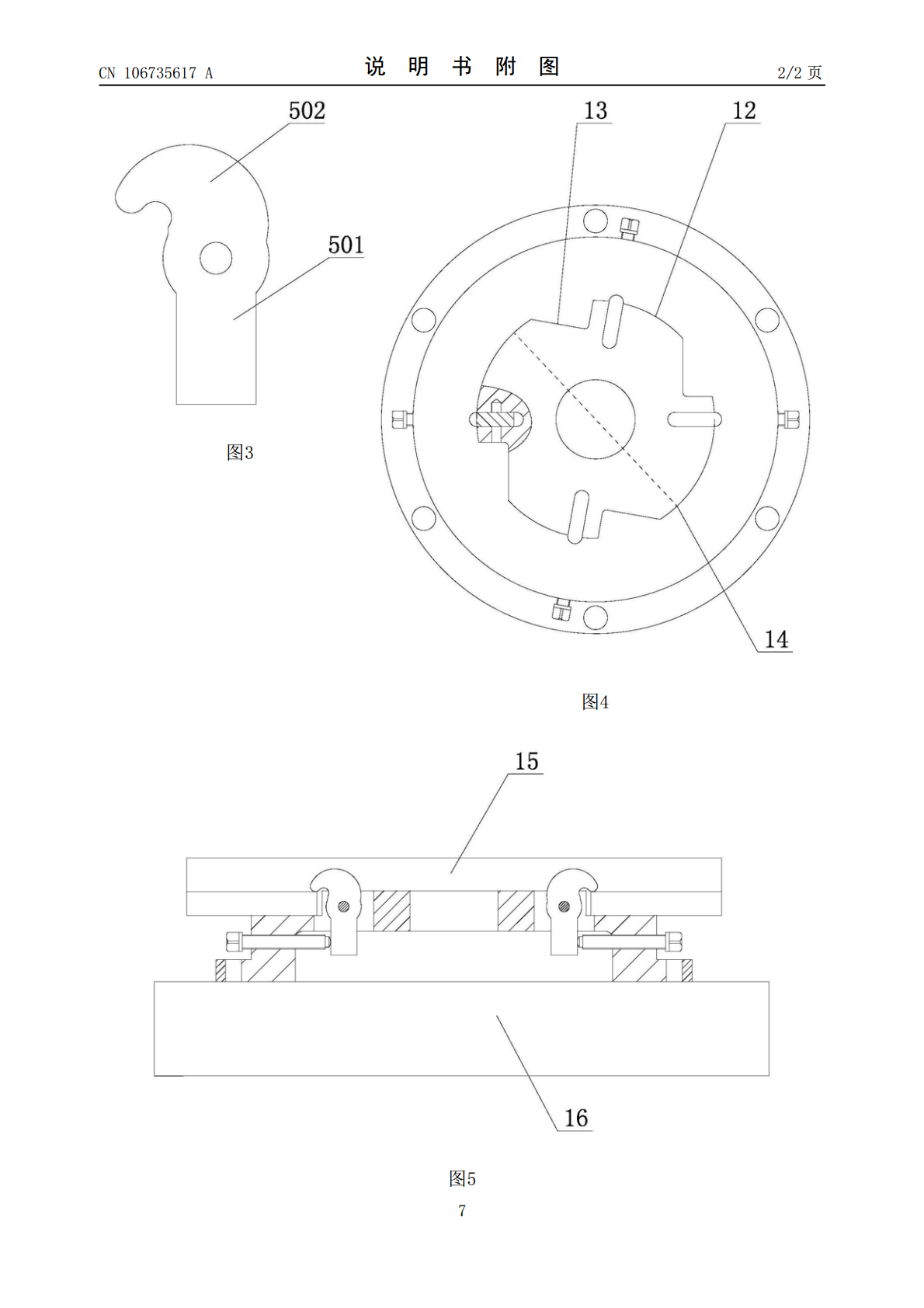
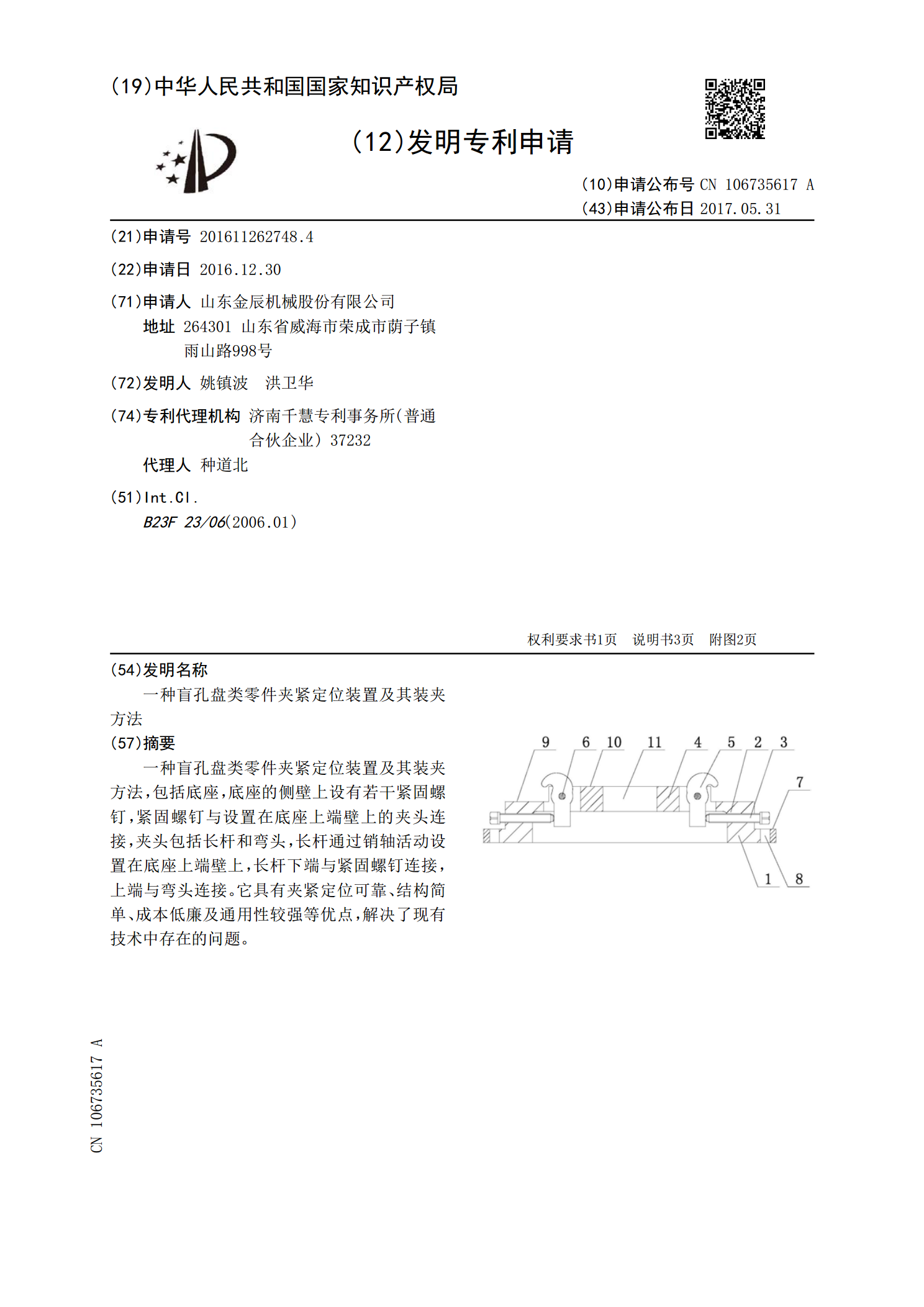
一种盲孔盘类零件夹紧定位装置及其装夹方法,包括底座,底座的侧壁上设有若干紧固螺钉,紧固螺钉与设置在底座上端壁上的夹头连接,夹头包括长杆和弯头,长杆通过销轴活动设置在底座上端壁上,长杆下端与紧固螺钉连接,上端与弯头连接。它具有夹紧定位可靠、结构简单、成本低廉及通用性较强等优点,解决了现有技术中存在的问题。
一种网箱定位装夹装置及定位装夹方法.pdf
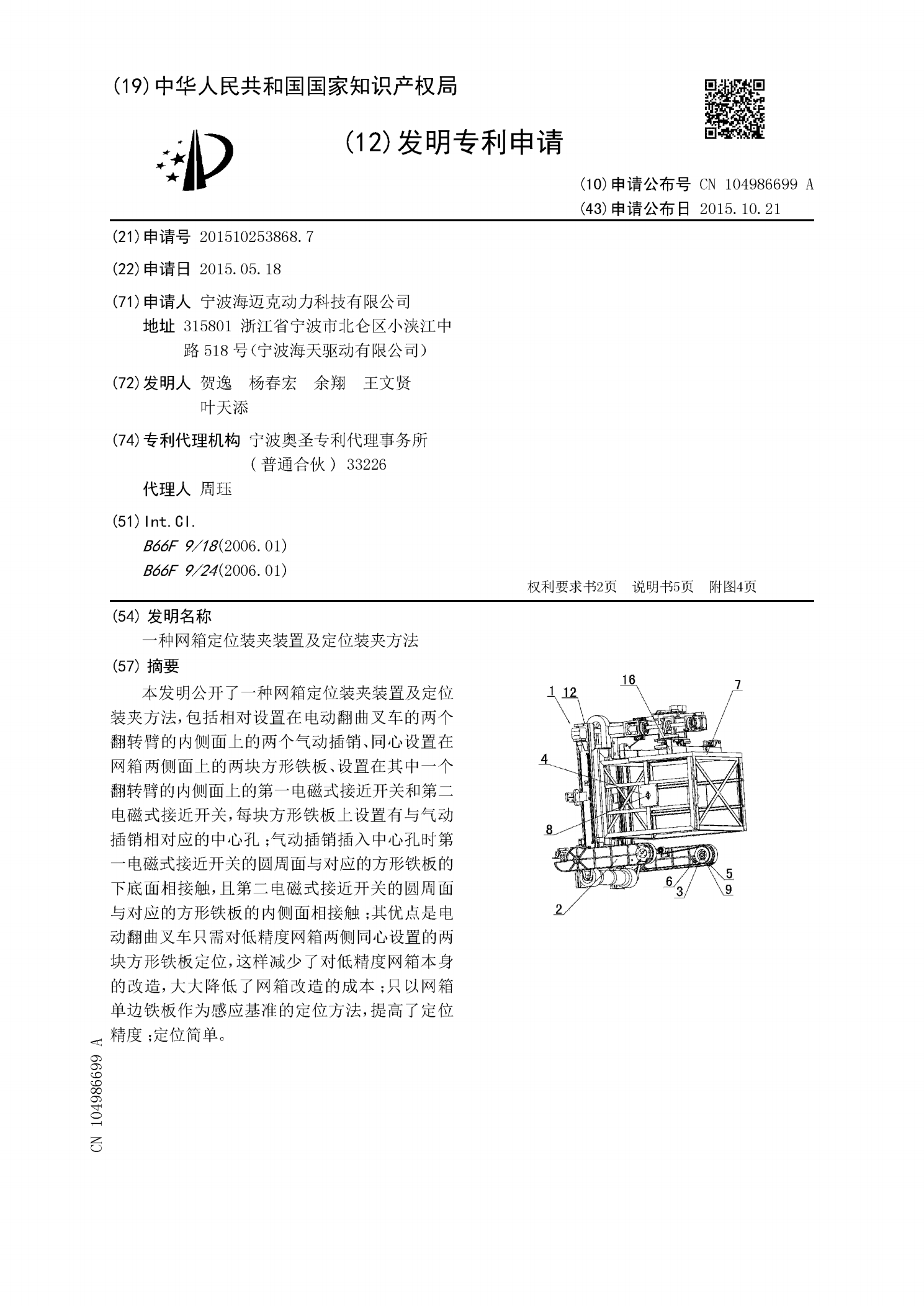
本发明公开了一种网箱定位装夹装置及定位装夹方法,包括相对设置在电动翻曲叉车的两个翻转臂的内侧面上的两个气动插销、同心设置在网箱两侧面上的两块方形铁板、设置在其中一个翻转臂的内侧面上的第一电磁式接近开关和第二电磁式接近开关,每块方形铁板上设置有与气动插销相对应的中心孔;气动插销插入中心孔时第一电磁式接近开关的圆周面与对应的方形铁板的下底面相接触,且第二电磁式接近开关的圆周面与对应的方形铁板的内侧面相接触;其优点是电动翻曲叉车只需对低精度网箱两侧同心设置的两块方形铁板定位,这样减少了对低精度网箱本身的改造,大

一种用于快速装夹零件的夹紧装置.pdf
一种用于快速装夹零件的夹紧装置,用于快速装夹零件后装入作业部件中,包括装夹底板、可拆卸固定在所述装夹底板上的夹紧组件、定位组件,所述夹紧组件固定连接在所述装夹底板上并夹持零件,所述装夹底板上设置有滑槽,所述定位组件可固定在所述滑槽中的任意位置用于对零件位置进行定位和调节,调整好所述定位组件后可以实现零件快速组装到所述夹紧组件的快捷操作。本发明利用定位销和扣爪快捷方便对夹紧组件进行固定,然后通过夹紧组件和定位组件快速对零件进行定位和装夹,最后将组装后的总组件快速装配到作业部件上进行替换,加快了作业的进度和效
液压式自动定位夹紧夹具装夹细长管类零件的方法及装置.pdf
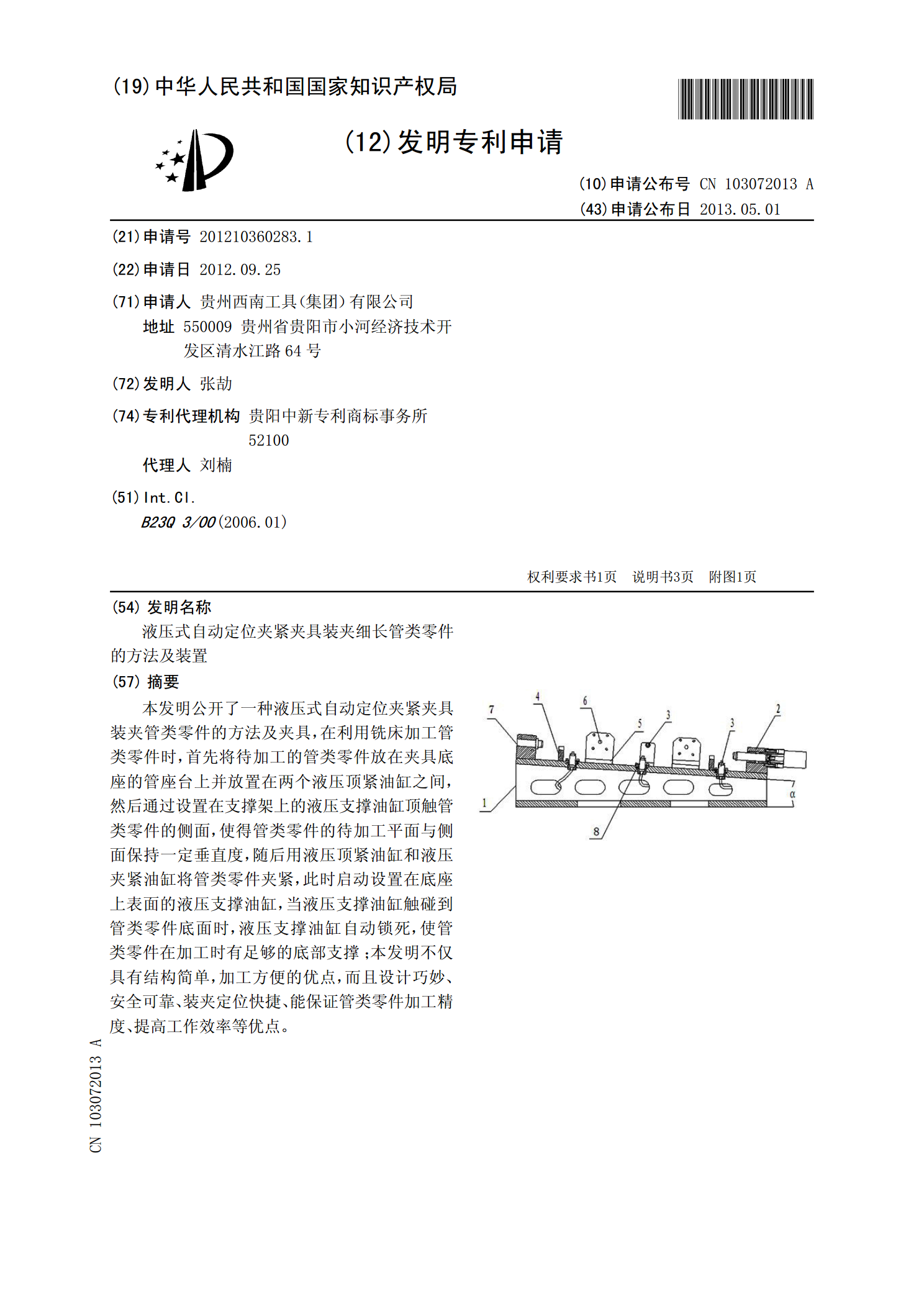
本发明公开了一种液压式自动定位夹紧夹具装夹管类零件的方法及夹具,在利用铣床加工管类零件时,首先将待加工的管类零件放在夹具底座的管座台上并放置在两个液压顶紧油缸之间,然后通过设置在支撑架上的液压支撑油缸顶触管类零件的侧面,使得管类零件的待加工平面与侧面保持一定垂直度,随后用液压顶紧油缸和液压夹紧油缸将管类零件夹紧,此时启动设置在底座上表面的液压支撑油缸,当液压支撑油缸触碰到管类零件底面时,液压支撑油缸自动锁死,使管类零件在加工时有足够的底部支撑;本发明不仅具有结构简单,加工方便的优点,而且设计巧妙、安全可靠
一种盘类零件磨料软化定位装置及其工作方法.pdf
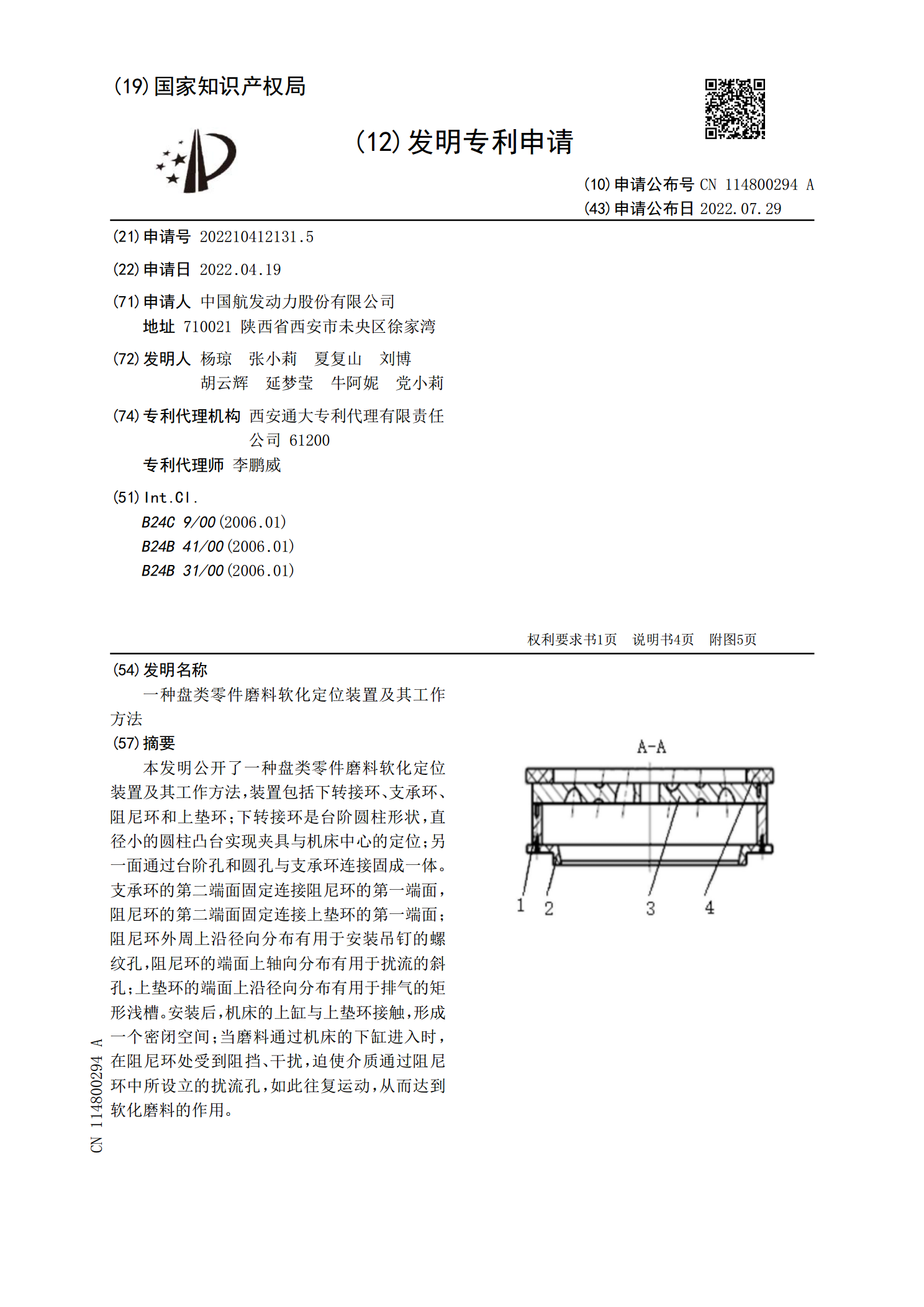
本发明公开了一种盘类零件磨料软化定位装置及其工作方法,装置包括下转接环、支承环、阻尼环和上垫环;下转接环是台阶圆柱形状,直径小的圆柱凸台实现夹具与机床中心的定位;另一面通过台阶孔和圆孔与支承环连接固成一体。支承环的第二端面固定连接阻尼环的第一端面,阻尼环的第二端面固定连接上垫环的第一端面;阻尼环外周上沿径向分布有用于安装吊钉的螺纹孔,阻尼环的端面上轴向分布有用于扰流的斜孔;上垫环的端面上沿径向分布有用于排气的矩形浅槽。安装后,机床的上缸与上垫环接触,形成一个密闭空间;当磨料通过机床的下缸进入时,在阻尼环处