
筒形管件无废料旋切装置.pdf

森林****来了

1/6

2/6
3/6

4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

筒形管件无废料旋切装置.pdf
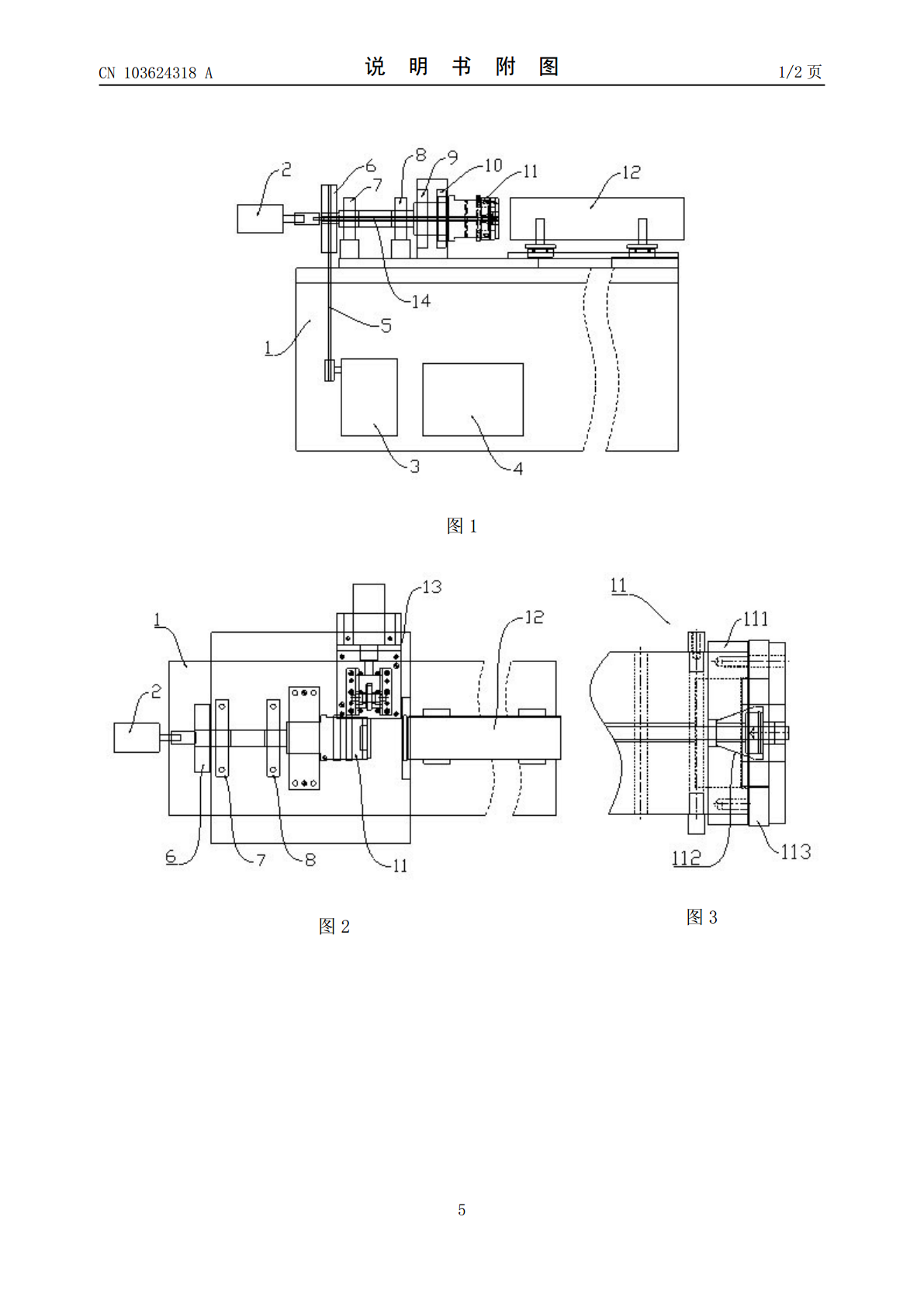
本发明涉及一种用于筒形管件切断的加工设备,具体是一种筒形管件无废料旋切装置。包括有支撑架,支撑架上设置有管件限位装置,在管件限位装置的端部一侧设置有可沿管件的长度方向运行的第一刀口安装件,在第一刀口安装件与管件限位装置的端部之间设置有第二刀口安装件,第二刀口安装件上设有旋转平面与管件径向平面相平行、可靠近或背离管件的第二刀口;第一刀口安装件上设有呈旋转状态的第一刀口、用于扩张管件的压料板,压料板的中部设置有用于胀大管件内壁的喇叭状通孔。本发明的筒形管件无废料旋切装置,适合于各种薄壁管件的切断,能达到一定的
一种薄壁筒形件强力旋压成形装置.pdf
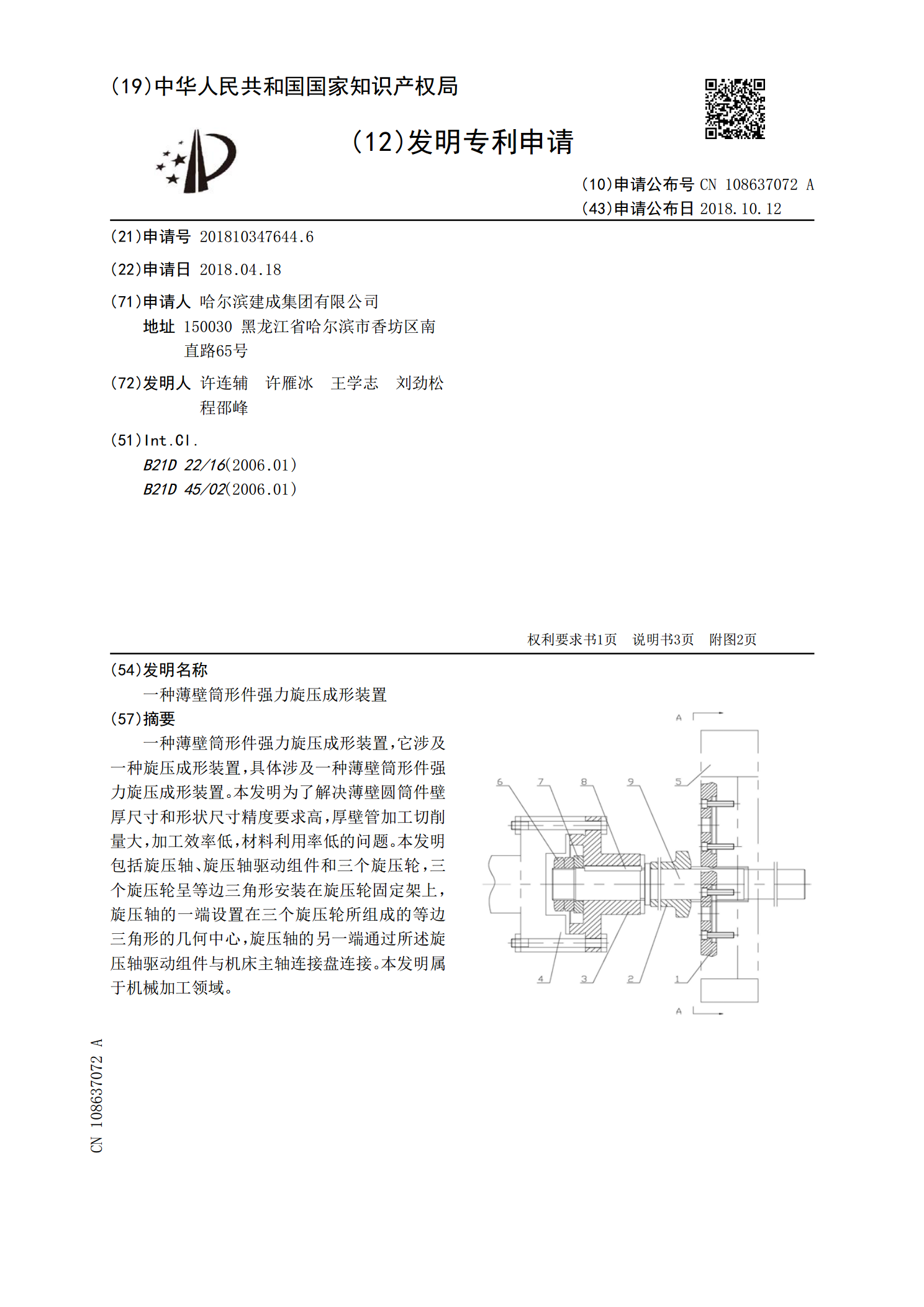
一种薄壁筒形件强力旋压成形装置,它涉及一种旋压成形装置,具体涉及一种薄壁筒形件强力旋压成形装置。本发明为了解决薄壁圆筒件壁厚尺寸和形状尺寸精度要求高,厚壁管加工切削量大,加工效率低,材料利用率低的问题。本发明包括旋压轴、旋压轴驱动组件和三个旋压轮,三个旋压轮呈等边三角形安装在旋压轮固定架上,旋压轴的一端设置在三个旋压轮所组成的等边三角形的几何中心,旋压轴的另一端通过所述旋压轴驱动组件与机床主轴连接盘连接。本发明属于机械加工领域。
一种钛合金筒形旋压件的校形装置.pdf
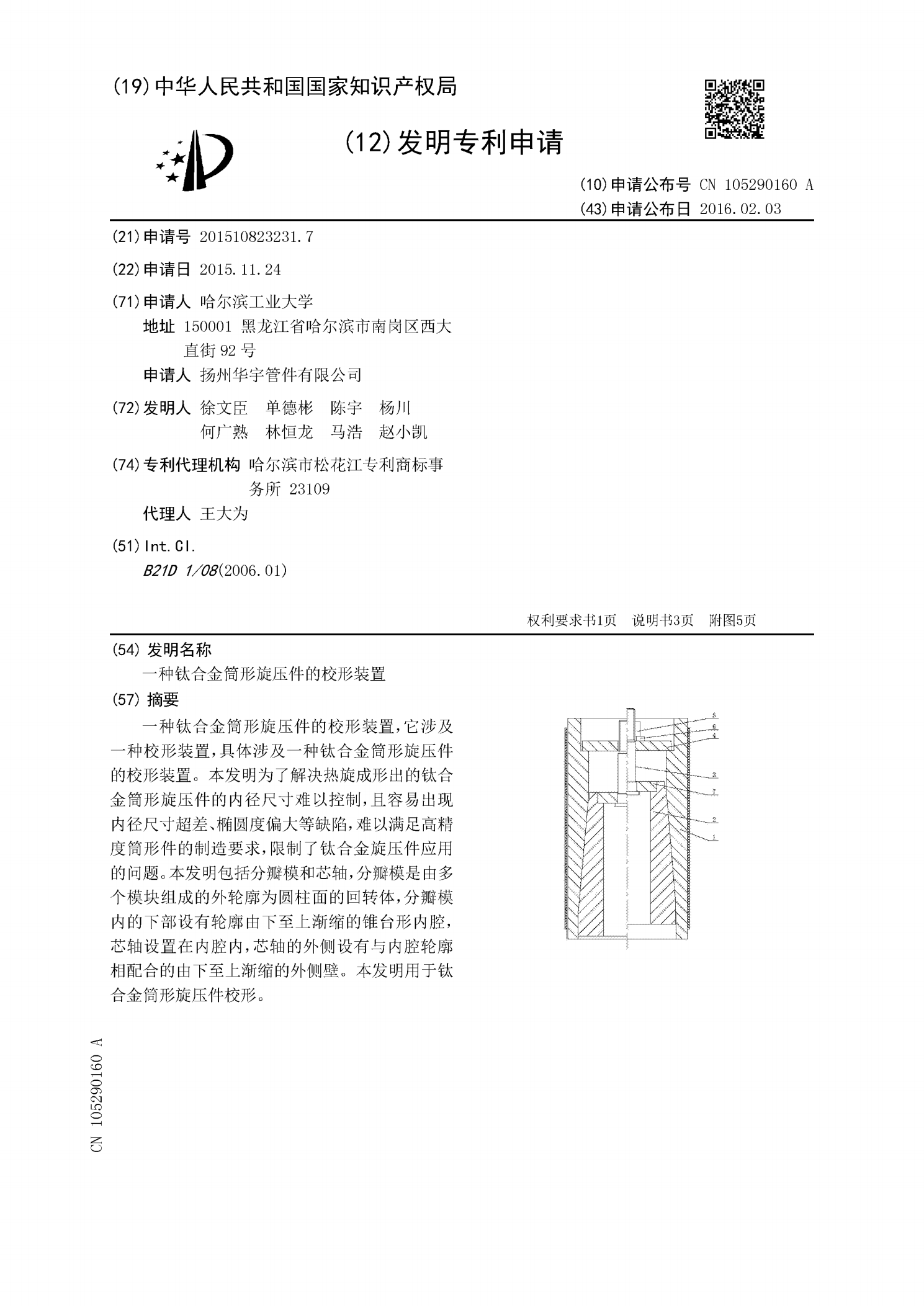
一种钛合金筒形旋压件的校形装置,它涉及一种校形装置,具体涉及一种钛合金筒形旋压件的校形装置。本发明为了解决热旋成形出的钛合金筒形旋压件的内径尺寸难以控制,且容易出现内径尺寸超差、椭圆度偏大等缺陷,难以满足高精度筒形件的制造要求,限制了钛合金旋压件应用的问题。本发明包括分瓣模和芯轴,分瓣模是由多个模块组成的外轮廓为圆柱面的回转体,分瓣模内的下部设有轮廓由下至上渐缩的锥台形内腔,芯轴设置在内腔内,芯轴的外侧设有与内腔轮廓相配合的由下至上渐缩的外侧壁。本发明用于钛合金筒形旋压件校形。

随旋轮转动的筒形件正向旋压压圈.pdf
一种随旋轮转动的筒形件正向旋压压圈,旋轮芯轴的一端为压圈安装段,另一端为该旋轮芯轴与旋压机的旋轮座连接的旋轮座配合段。在旋轮芯轴压圈安装段与旋轮座配合段之间是旋轮安装段。在旋轮安装段与旋轮座配合段邻接处有径向凸出的定位凸台。压圈套装在压圈安装段上,并通过挡板螺钉将挡板固定在压圈和旋轮芯轴的端面。旋轮套装在旋轮安装段上,并固定在旋轮芯轴上定位凸台的端面上。旋轮芯轴、旋轮、压圈和挡板在旋轮座进给机构的带动下一同沿直线做轴向进给运动。本发明只需通过更换不同外径的压圈以保证不同道次减薄率下压圈和坯料外表面之间的初

筒形件强力正旋的扩径研究.docx
筒形件强力正旋的扩径研究筒形件强力正旋的扩径研究摘要:随着工业技术的不断发展,筒形件扩径工艺越来越重要。本文旨在研究筒形件强力正旋的扩径工艺,并探讨其机理和影响因素。通过实验,我们发现,在适当的工艺参数下,可以实现高质量和高效率的筒形件扩径。本文通过对工艺参数的深入研究,提出了一种优化的筒形件扩径工艺,为筒形件加工提供了理论依据和实践指导。1.引言随着工业生产需求的增加,筒形件的加工工艺要求也不断提高。而筒形件的扩径工艺在现代工业生产中起到了至关重要的作用。传统的筒形件扩径工艺采用冷加工方式,但其存在效率