
一种钛合金筒形旋压件的校形装置.pdf

努力****南绿


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钛合金筒形旋压件的校形装置.pdf
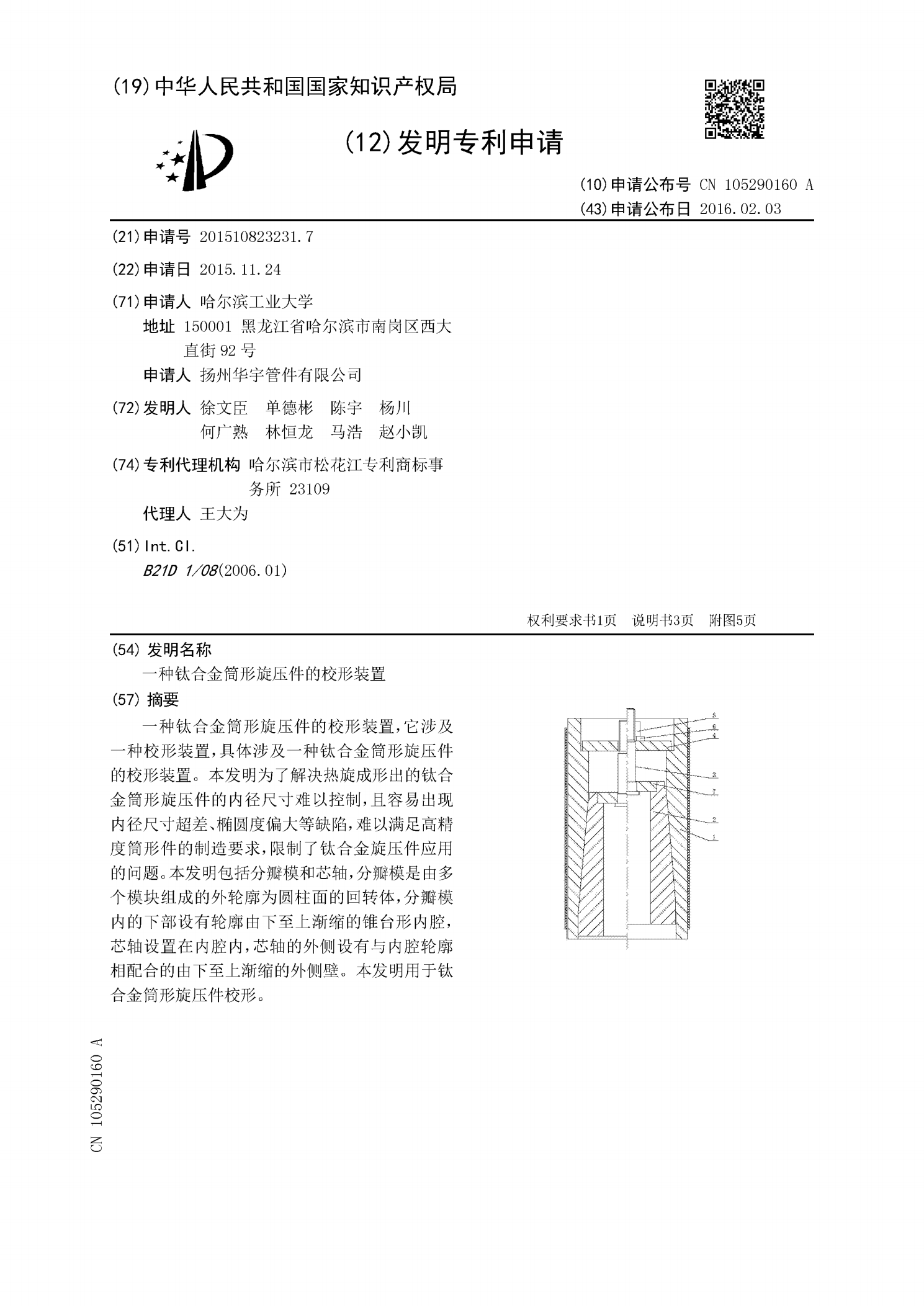
一种钛合金筒形旋压件的校形装置,它涉及一种校形装置,具体涉及一种钛合金筒形旋压件的校形装置。本发明为了解决热旋成形出的钛合金筒形旋压件的内径尺寸难以控制,且容易出现内径尺寸超差、椭圆度偏大等缺陷,难以满足高精度筒形件的制造要求,限制了钛合金旋压件应用的问题。本发明包括分瓣模和芯轴,分瓣模是由多个模块组成的外轮廓为圆柱面的回转体,分瓣模内的下部设有轮廓由下至上渐缩的锥台形内腔,芯轴设置在内腔内,芯轴的外侧设有与内腔轮廓相配合的由下至上渐缩的外侧壁。本发明用于钛合金筒形旋压件校形。
一种薄壁筒形件强力旋压成形装置.pdf
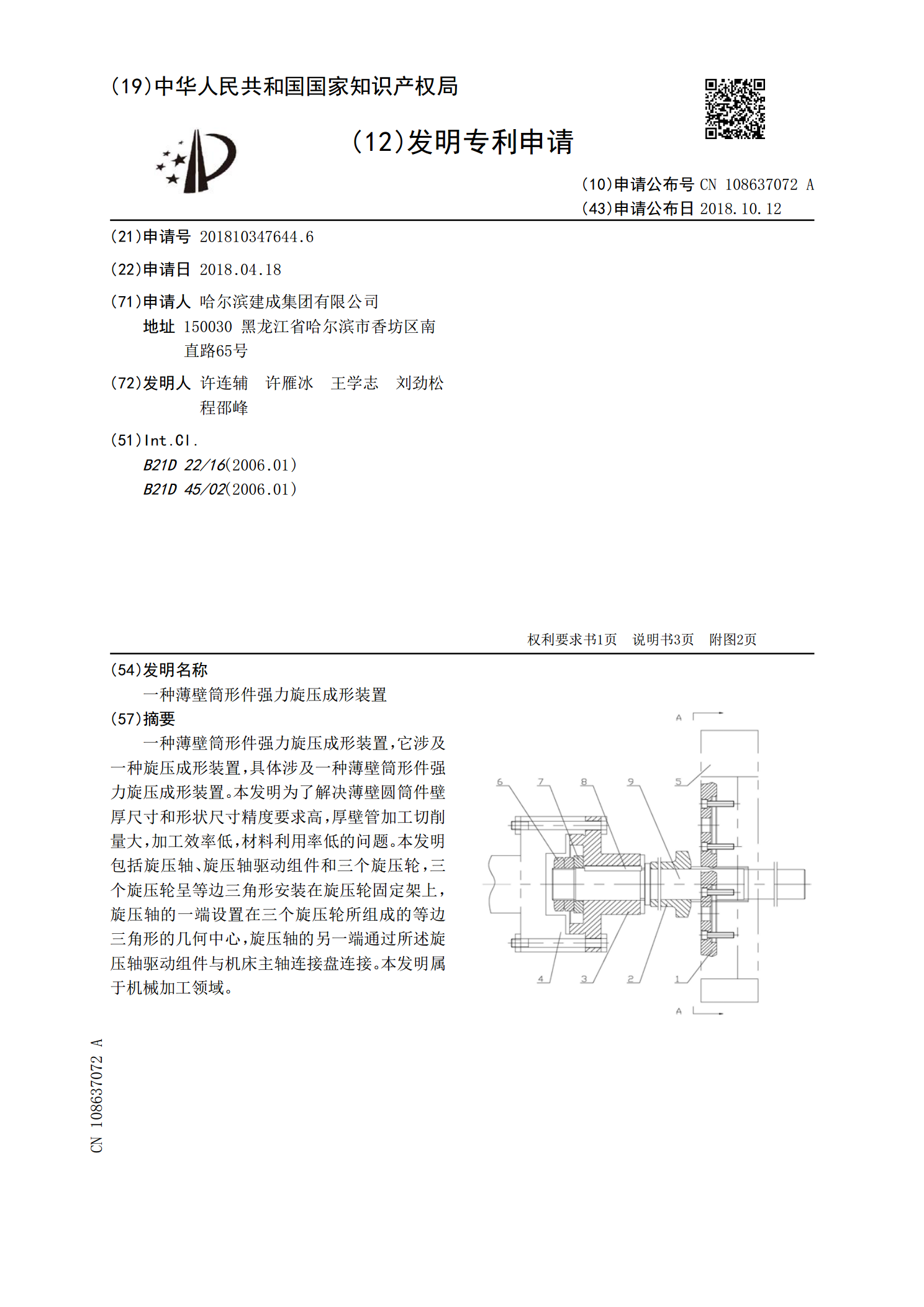
一种薄壁筒形件强力旋压成形装置,它涉及一种旋压成形装置,具体涉及一种薄壁筒形件强力旋压成形装置。本发明为了解决薄壁圆筒件壁厚尺寸和形状尺寸精度要求高,厚壁管加工切削量大,加工效率低,材料利用率低的问题。本发明包括旋压轴、旋压轴驱动组件和三个旋压轮,三个旋压轮呈等边三角形安装在旋压轮固定架上,旋压轴的一端设置在三个旋压轮所组成的等边三角形的几何中心,旋压轴的另一端通过所述旋压轴驱动组件与机床主轴连接盘连接。本发明属于机械加工领域。
一种大直径钛合金筒形件的热旋压成形方法.pdf
本发明属于钛筒形件的塑性成形技术领域,涉及一种大直径钛合金筒形件的热旋压成形方法,将坯料放置在电阻炉中进行加热,待温度达到600~650℃,保温0.5~1h后取出;坯料内径尺寸因受热后膨胀变大,将坯料热装到芯模后,待坯料与芯模之间的最大间隙小于0.5mm时开始旋压,芯模和旋轮无需预热,采用多道次的旋压工艺,使坯料变形更加均匀。本发明采用立式旋压机进行旋压,具有芯模更换方便、坯料装拆简单的特点,可用于外径3m以上的钛合金筒形件的热旋压成形,所获得的筒形件直线度和圆度较好,可满足大直径高端生箔阴极辊表面的钛筒
一种筒形件旋压成形旋轮轨迹设计方法.pdf
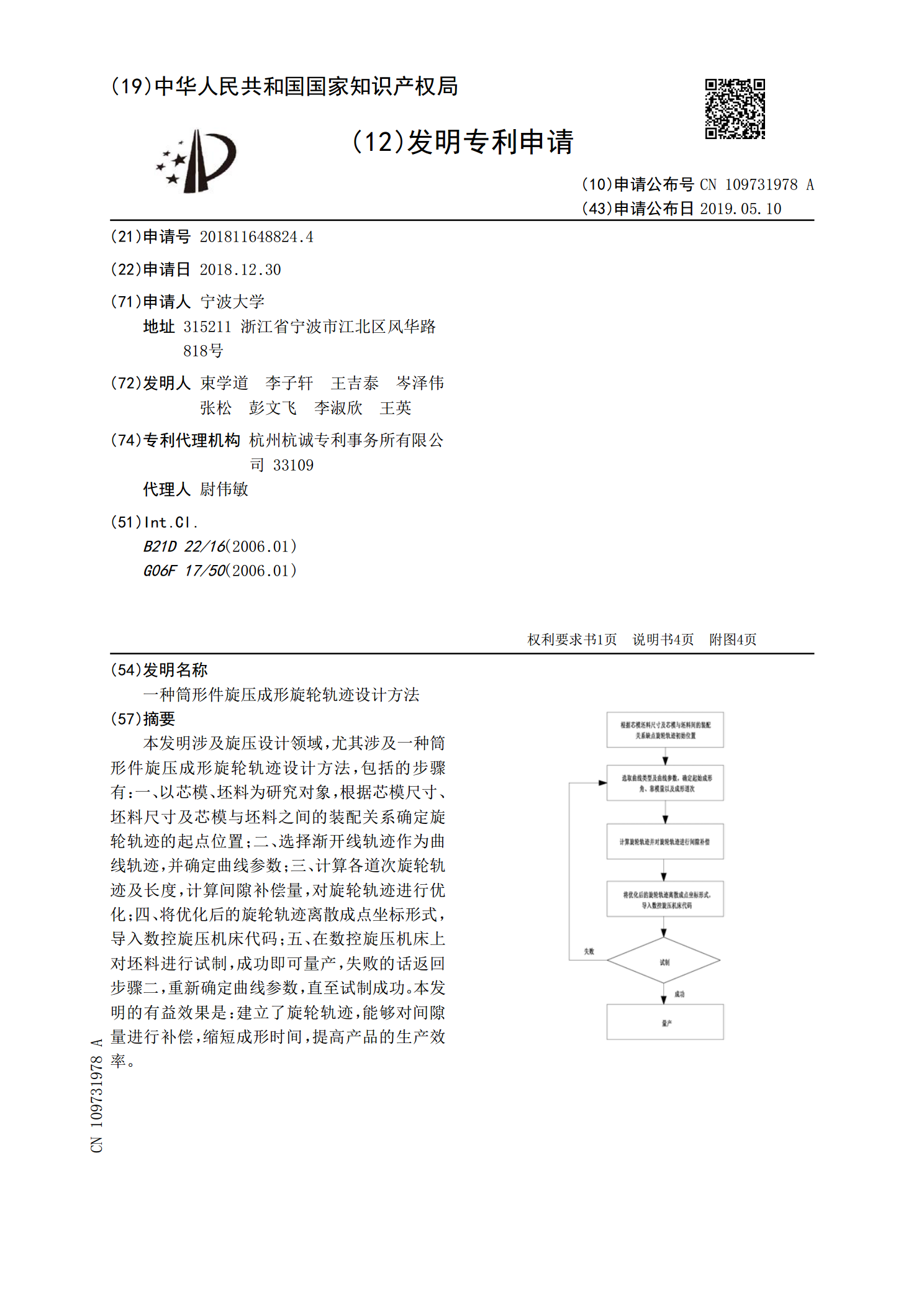
本发明涉及旋压设计领域,尤其涉及一种筒形件旋压成形旋轮轨迹设计方法,包括的步骤有:一、以芯模、坯料为研究对象,根据芯模尺寸、坯料尺寸及芯模与坯料之间的装配关系确定旋轮轨迹的起点位置;二、选择渐开线轨迹作为曲线轨迹,并确定曲线参数;三、计算各道次旋轮轨迹及长度,计算间隙补偿量,对旋轮轨迹进行优化;四、将优化后的旋轮轨迹离散成点坐标形式,导入数控旋压机床代码;五、在数控旋压机床上对坯料进行试制,成功即可量产,失败的话返回步骤二,重新确定曲线参数,直至试制成功。本发明的有益效果是:建立了旋轮轨迹,能够对间隙量进

钛合金圆筒形零件旋压的装置与方法.pdf
本发明涉及钛合金圆筒形零件旋压的装置与方法,包括旋压模具1、旋轮装置4、齿盘装置7及旋压机床,旋压模具1主要用于装卡圆筒形旋压零件10,并在旋压加工中限制材料流动的作用。齿盘装置7是在旋压加工中固定圆筒零件,防止圆筒形旋压零件10与旋压模具1发生相对转动的装置。旋轮装置4是在旋压加工中对圆筒形旋压零件10施加旋压力,使钛合金旋压毛坯发生塑性变形,以使达到所需要形状和尺寸的装置。圆筒形旋压零件10的制备,旋压前,将旋压模具1和圆筒形旋压零件10加热至一定的温度,完成装模过程,之后进行旋压操作,待旋压模具1和