
一种快速无级调节管材壁厚的挤出成型方法及装置.pdf

志玉****爱啊

1/7
2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种快速无级调节管材壁厚的挤出成型方法及装置.pdf
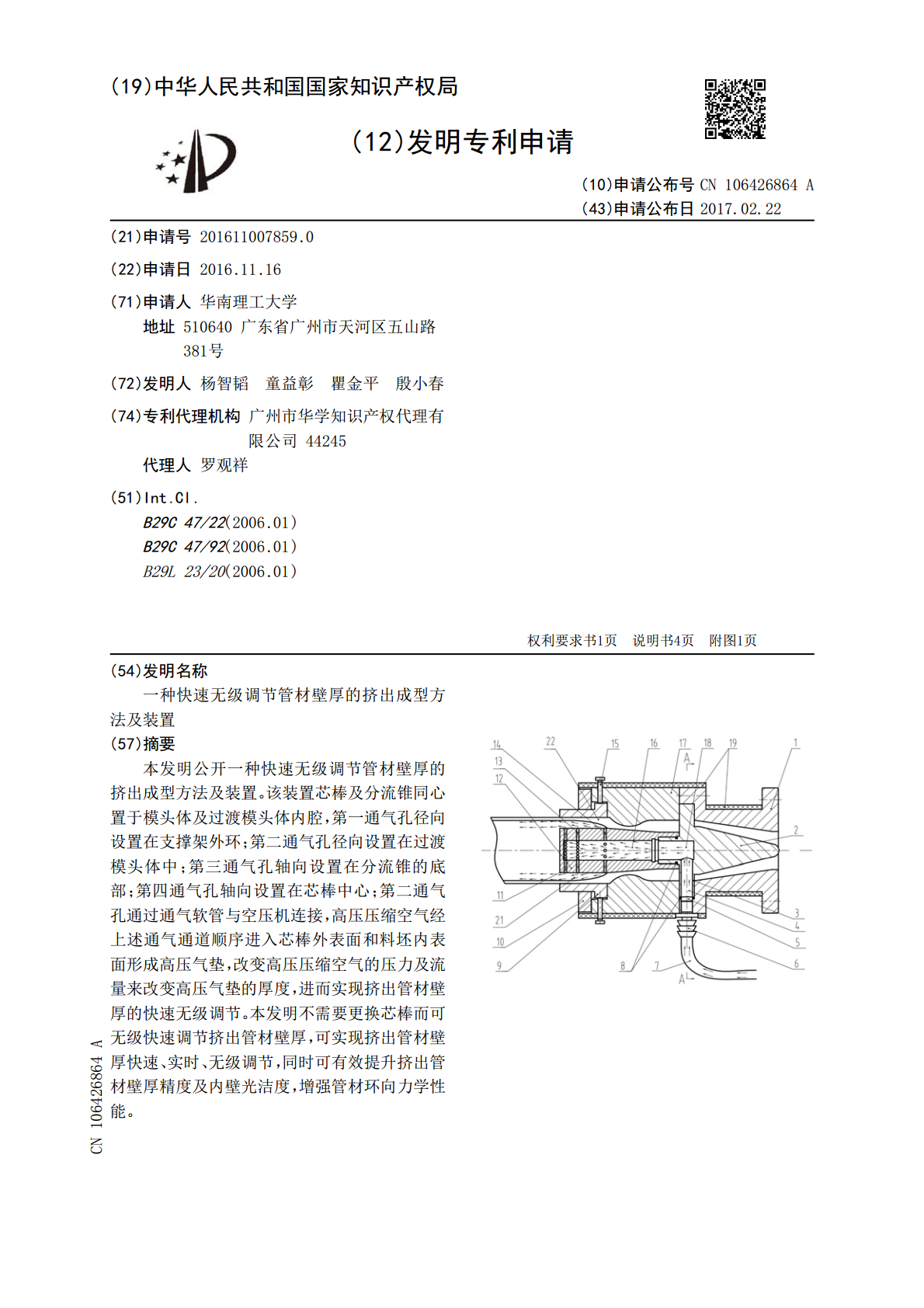
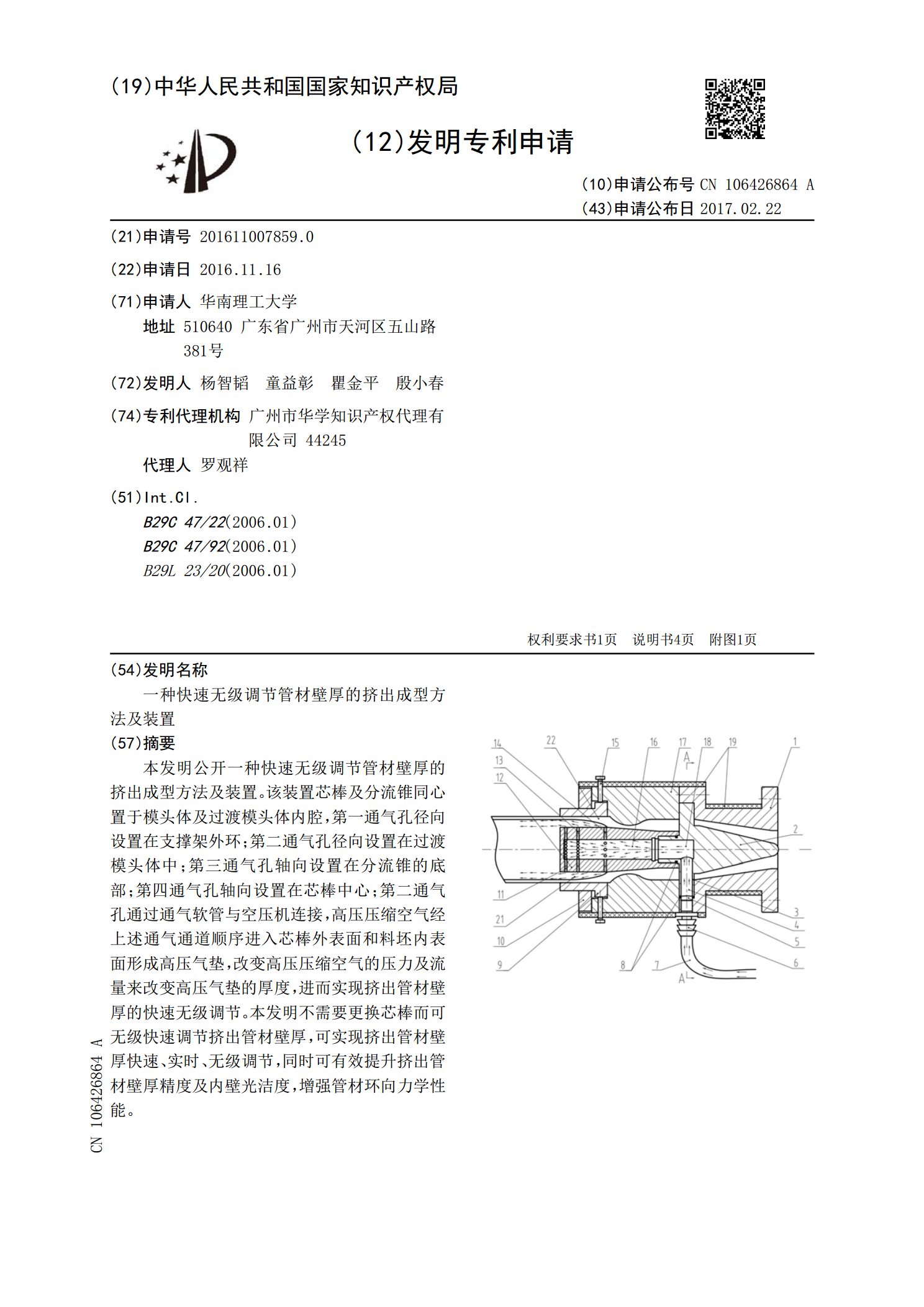
本发明公开一种快速无级调节管材壁厚的挤出成型方法及装置。该装置芯棒及分流锥同心置于模头体及过渡模头体内腔,第一通气孔径向设置在支撑架外环;第二通气孔径向设置在过渡模头体中;第三通气孔轴向设置在分流锥的底部;第四通气孔轴向设置在芯棒中心;第二通气孔通过通气软管与空压机连接,高压压缩空气经上述通气通道顺序进入芯棒外表面和料坯内表面形成高压气垫,改变高压压缩空气的压力及流量来改变高压气垫的厚度,进而实现挤出管材壁厚的快速无级调节。本发明不需要更换芯棒而可无级快速调节挤出管材壁厚,可实现挤出管材壁厚快速、实时、无
挤出机壁厚调节装置.pdf
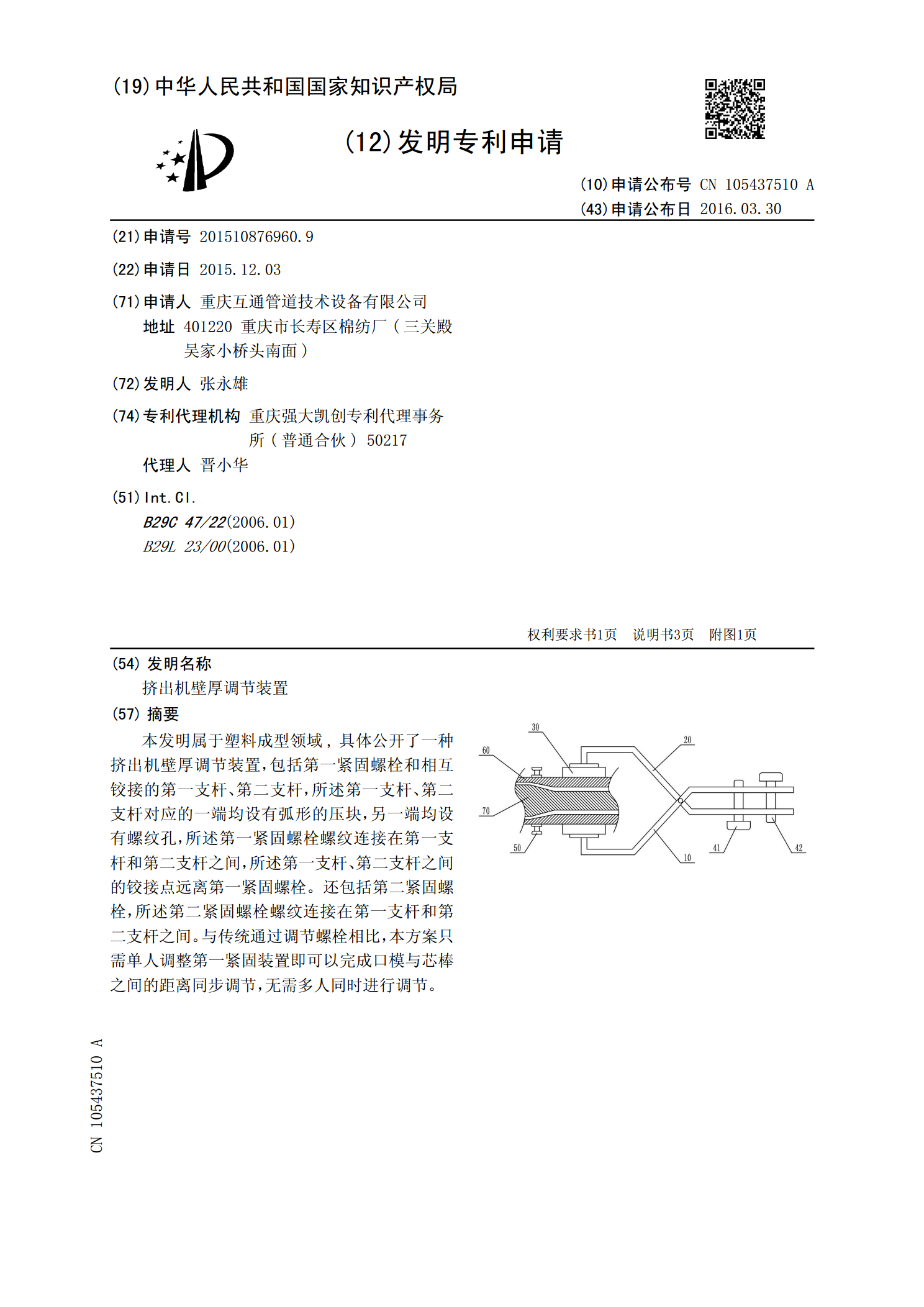
本发明属于塑料成型领域,具体公开了一种挤出机壁厚调节装置,包括第一紧固螺栓和相互铰接的第一支杆、第二支杆,所述第一支杆、第二支杆对应的一端均设有弧形的压块,另一端均设有螺纹孔,所述第一紧固螺栓螺纹连接在第一支杆和第二支杆之间,所述第一支杆、第二支杆之间的铰接点远离第一紧固螺栓。还包括第二紧固螺栓,所述第二紧固螺栓螺纹连接在第一支杆和第二支杆之间。与传统通过调节螺栓相比,本方案只需单人调整第一紧固装置即可以完成口模与芯棒之间的距离同步调节,无需多人同时进行调节。
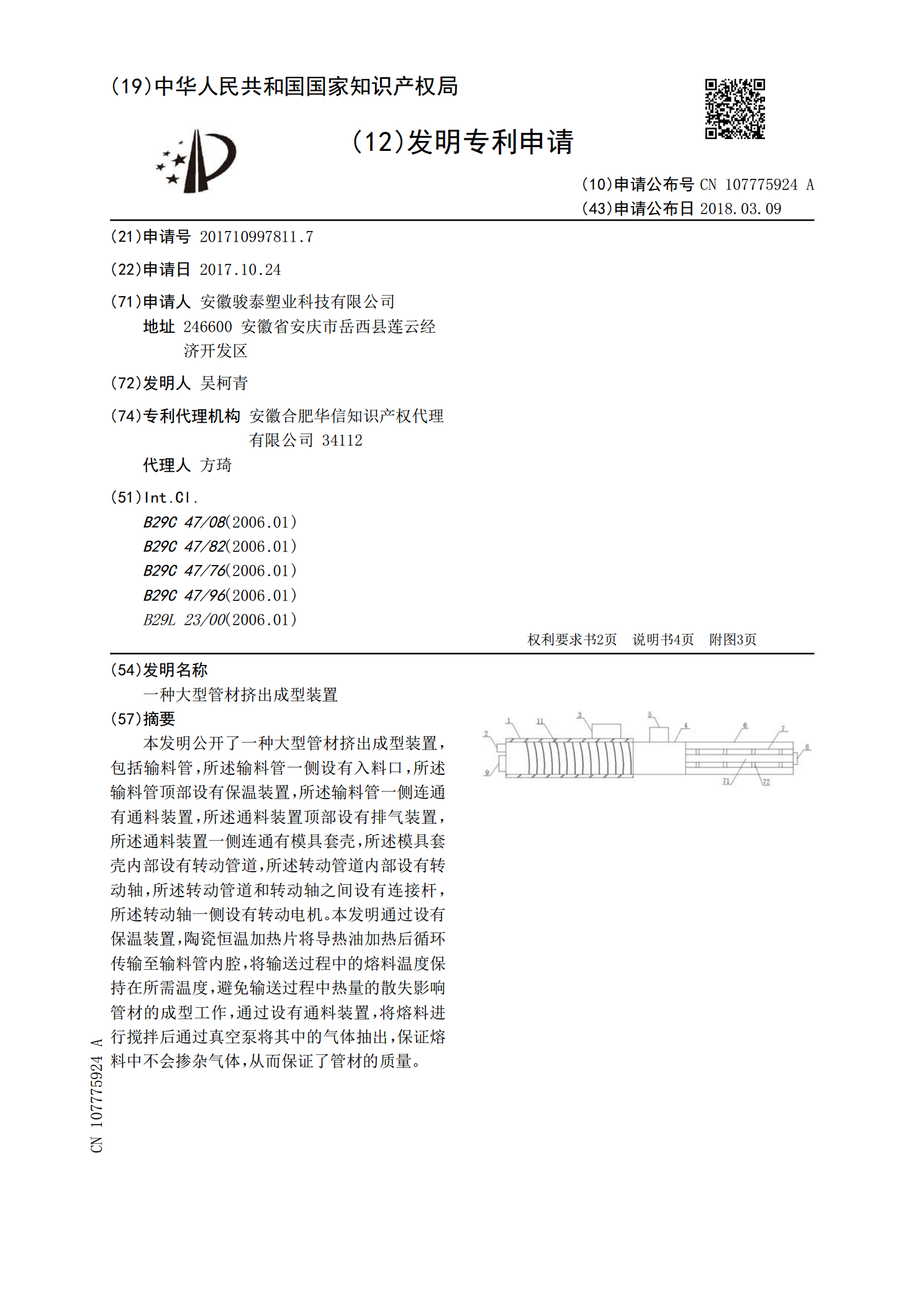
一种大型管材挤出成型装置.pdf
本发明公开了一种大型管材挤出成型装置,包括输料管,所述输料管一侧设有入料口,所述输料管顶部设有保温装置,所述输料管一侧连通有通料装置,所述通料装置顶部设有排气装置,所述通料装置一侧连通有模具套壳,所述模具套壳内部设有转动管道,所述转动管道内部设有转动轴,所述转动管道和转动轴之间设有连接杆,所述转动轴一侧设有转动电机。本发明通过设有保温装置,陶瓷恒温加热片将导热油加热后循环传输至输料管内腔,将输送过程中的熔料温度保持在所需温度,避免输送过程中热量的散失影响管材的成型工作,通过设有通料装置,将熔料进行搅拌后通
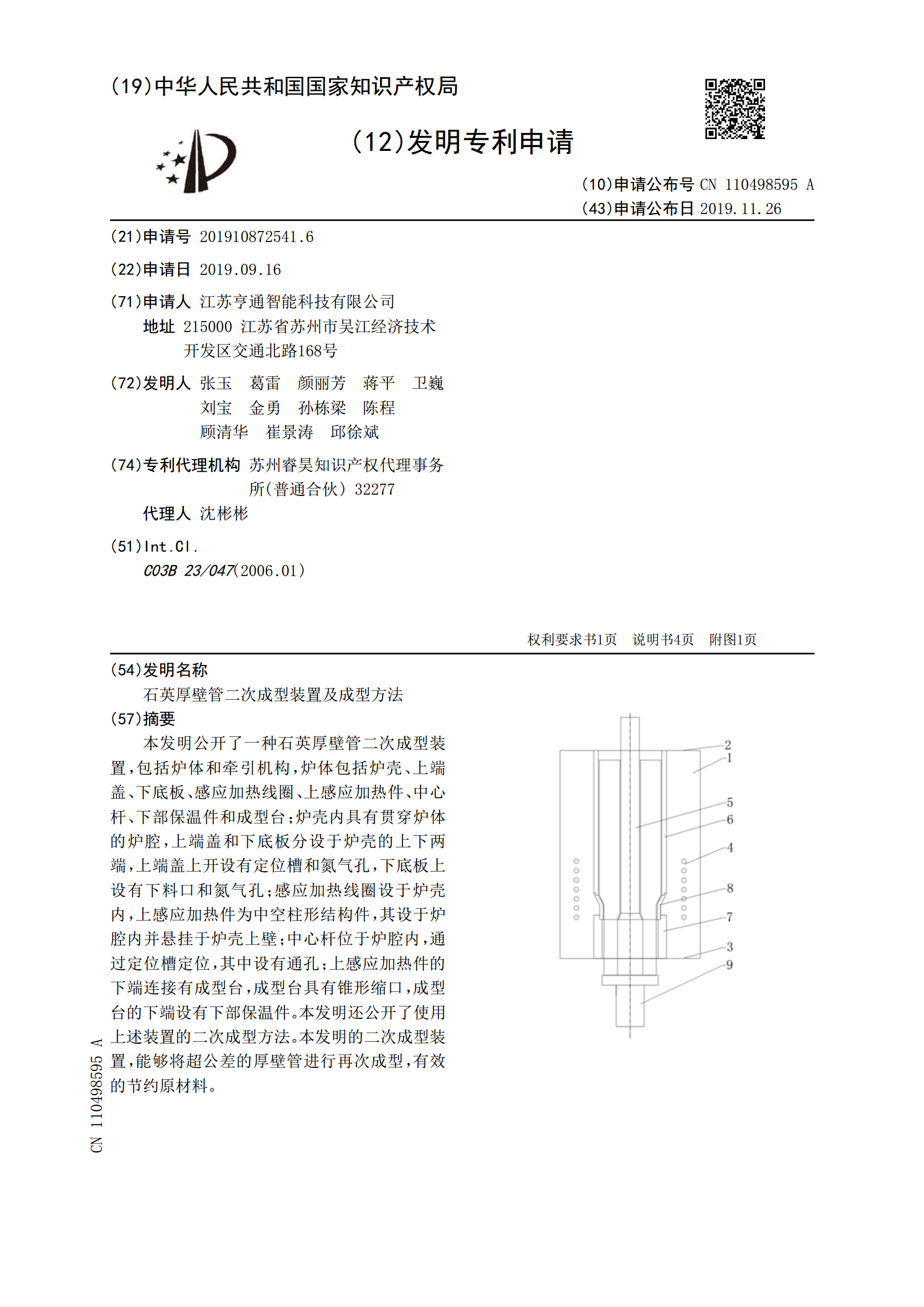
石英厚壁管二次成型装置及成型方法.pdf
本发明公开了一种石英厚壁管二次成型装置,包括炉体和牵引机构,炉体包括炉壳、上端盖、下底板、感应加热线圈、上感应加热件、中心杆、下部保温件和成型台;炉壳内具有贯穿炉体的炉腔,上端盖和下底板分设于炉壳的上下两端,上端盖上开设有定位槽和氮气孔,下底板上设有下料口和氮气孔;感应加热线圈设于炉壳内,上感应加热件为中空柱形结构件,其设于炉腔内并悬挂于炉壳上壁;中心杆位于炉腔内,通过定位槽定位,其中设有通孔;上感应加热件的下端连接有成型台,成型台具有锥形缩口,成型台的下端设有下部保温件。本发明还公开了使用上述装置的二次
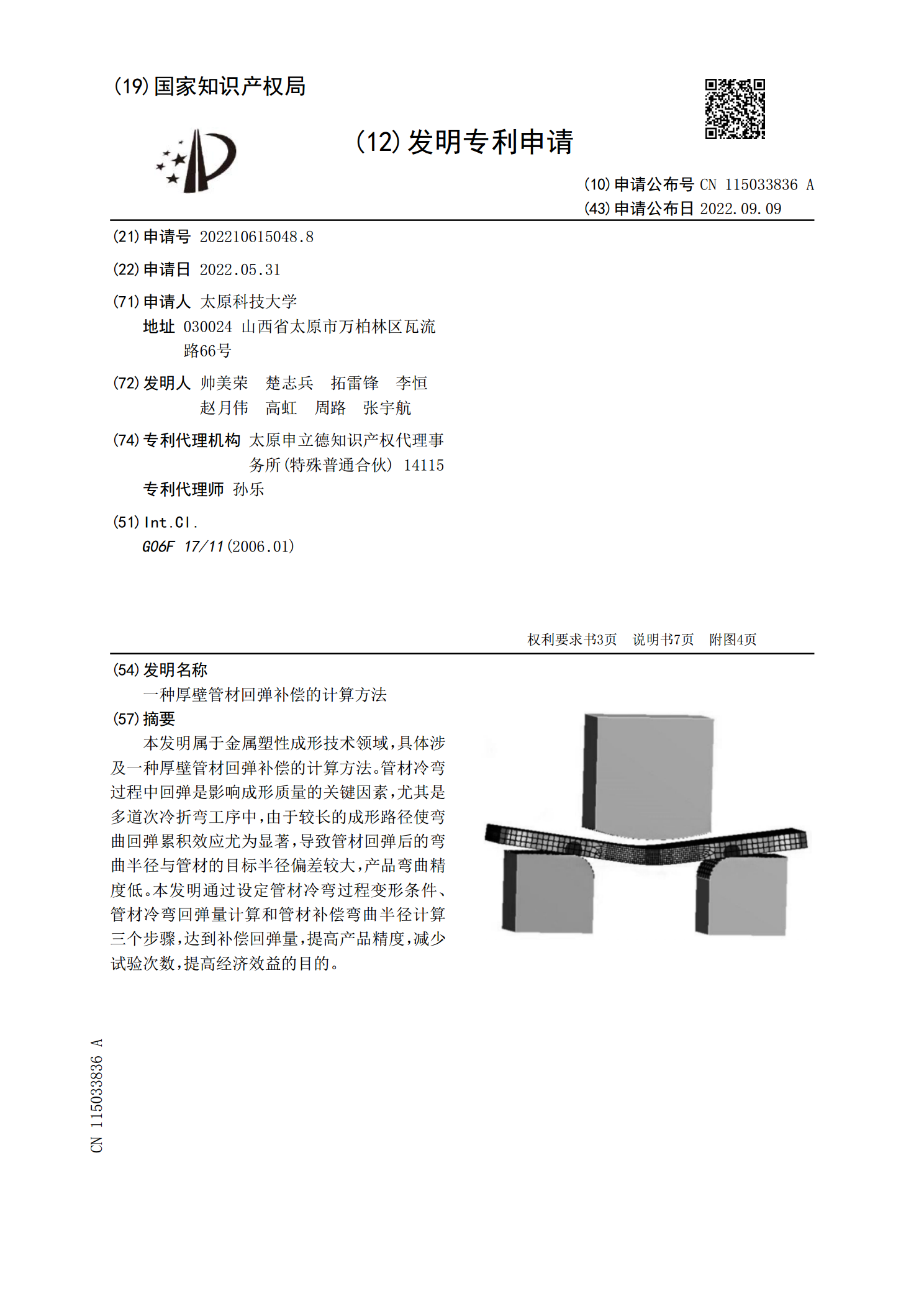
一种厚壁管材回弹补偿的计算方法.pdf
本发明属于金属塑性成形技术领域,具体涉及一种厚壁管材回弹补偿的计算方法。管材冷弯过程中回弹是影响成形质量的关键因素,尤其是多道次冷折弯工序中,由于较长的成形路径使弯曲回弹累积效应尤为显著,导致管材回弹后的弯曲半径与管材的目标半径偏差较大,产品弯曲精度低。本发明通过设定管材冷弯过程变形条件、管材冷弯回弹量计算和管材补偿弯曲半径计算三个步骤,达到补偿回弹量,提高产品精度,减少试验次数,提高经济效益的目的。