
挤出机壁厚调节装置.pdf

春兰****89

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
挤出机壁厚调节装置.pdf
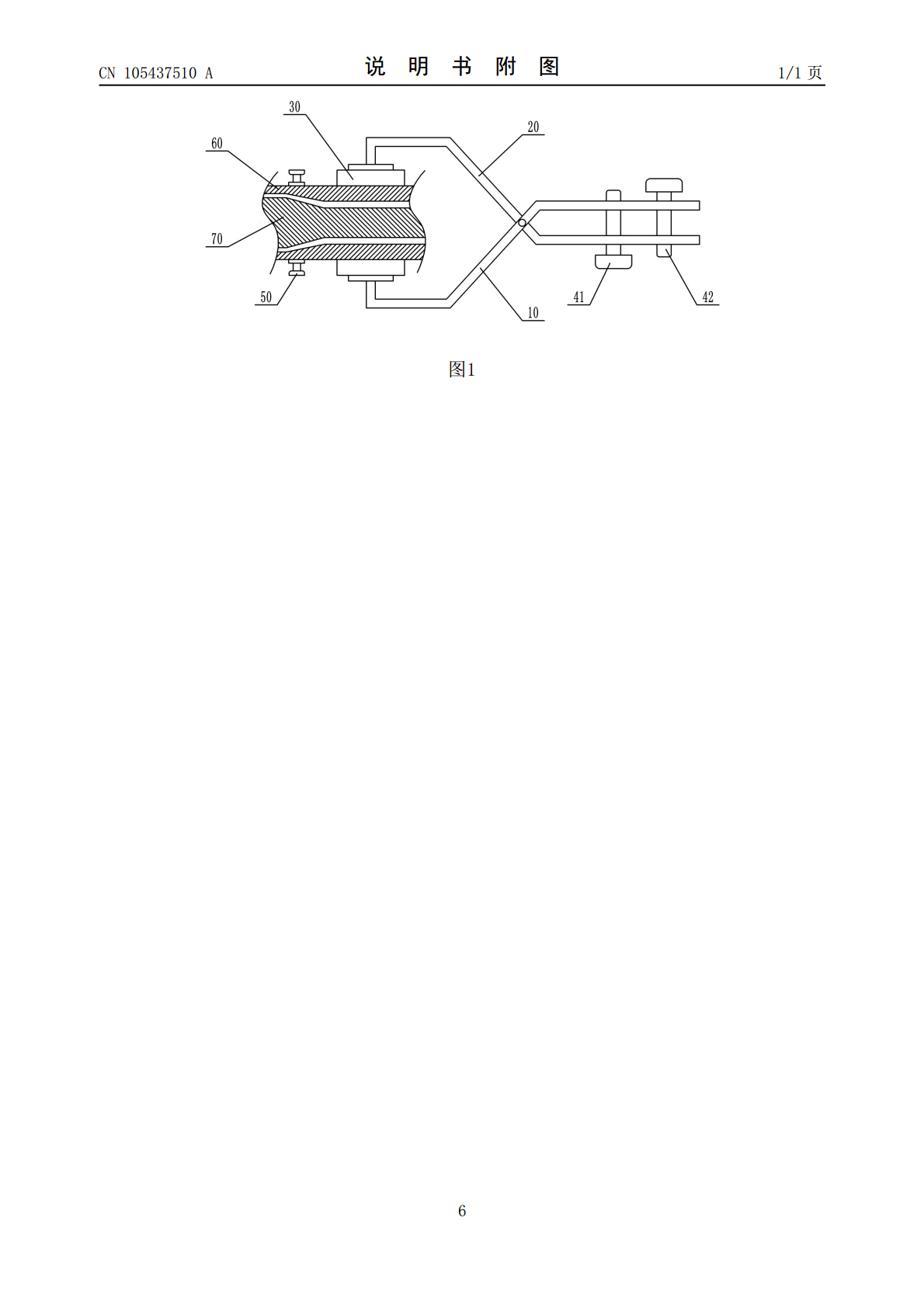
本发明属于塑料成型领域,具体公开了一种挤出机壁厚调节装置,包括第一紧固螺栓和相互铰接的第一支杆、第二支杆,所述第一支杆、第二支杆对应的一端均设有弧形的压块,另一端均设有螺纹孔,所述第一紧固螺栓螺纹连接在第一支杆和第二支杆之间,所述第一支杆、第二支杆之间的铰接点远离第一紧固螺栓。还包括第二紧固螺栓,所述第二紧固螺栓螺纹连接在第一支杆和第二支杆之间。与传统通过调节螺栓相比,本方案只需单人调整第一紧固装置即可以完成口模与芯棒之间的距离同步调节,无需多人同时进行调节。

带调节支撑辊的厚壁钢管焊接挤压管装置.pdf
本发明属于大壁厚焊管成型装置,特别涉及适用于钢管壁厚/钢管直径大于等于1∶15的焊管成型用的一种带调节支撑辊的厚壁钢管焊接挤压管装置;包括机座、滑道、辊座、挤压辊、左、右扣的丝杠和支撑辊,其特征在于:左、右扣丝杠的两轴端伸露在机座外,两伸露轴端上装小齿轮、相啮合大齿轮;两挤压辊一侧对称装设调节支撑辊机构,每个调节支撑辊机构由轴套、端盖、偏心齿轮轴、支撑辊、上支撑座、导向板、齿条、压板和螺杆锁紧机构组成。本发明不仅设计合理,结构紧凑,既可通过调节支撑辊实现调好挤压辊与支撑辊之间的间隙,使挤压辊在工作时不发生
一种快速无级调节管材壁厚的挤出成型方法及装置.pdf
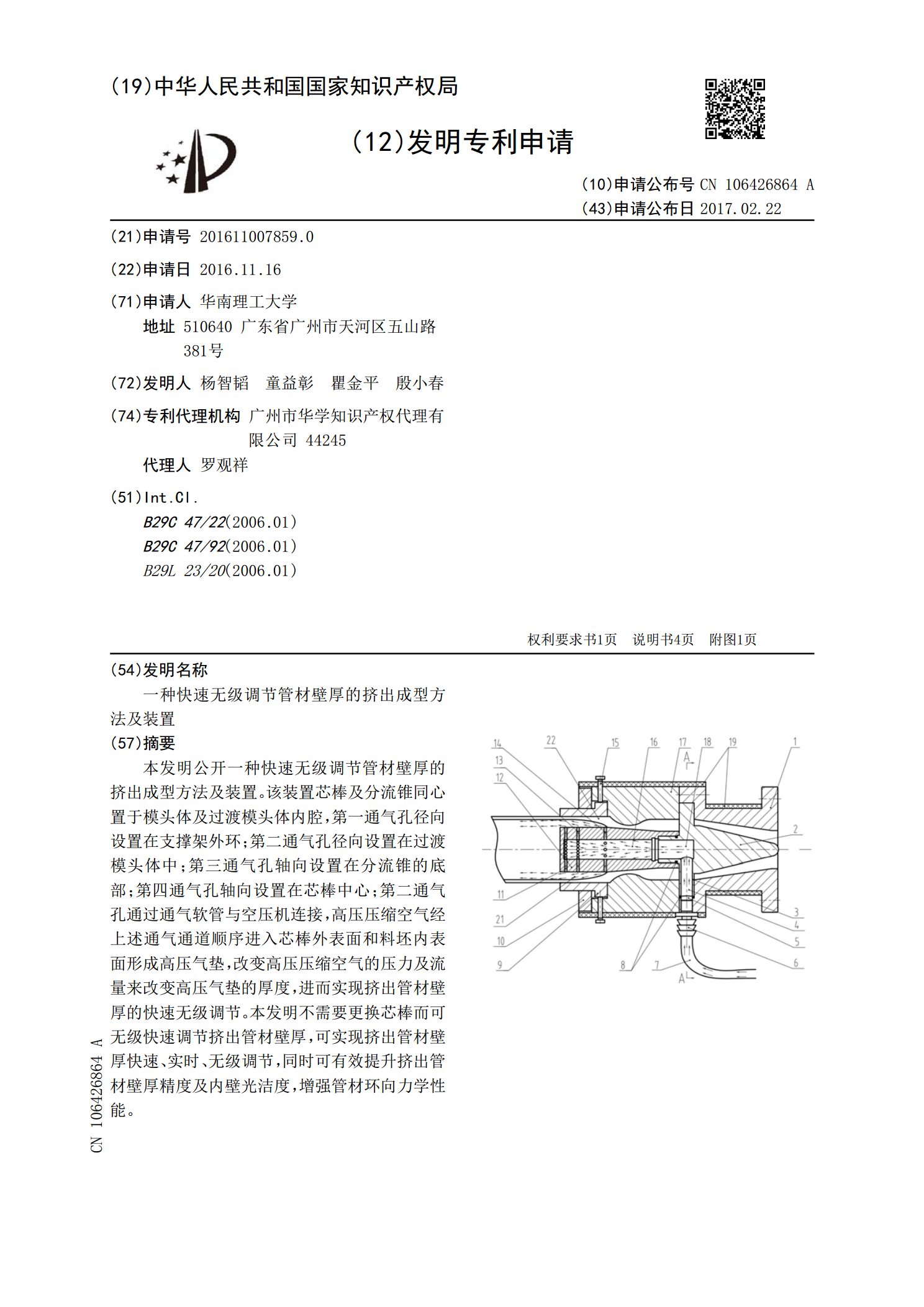
本发明公开一种快速无级调节管材壁厚的挤出成型方法及装置。该装置芯棒及分流锥同心置于模头体及过渡模头体内腔,第一通气孔径向设置在支撑架外环;第二通气孔径向设置在过渡模头体中;第三通气孔轴向设置在分流锥的底部;第四通气孔轴向设置在芯棒中心;第二通气孔通过通气软管与空压机连接,高压压缩空气经上述通气通道顺序进入芯棒外表面和料坯内表面形成高压气垫,改变高压压缩空气的压力及流量来改变高压气垫的厚度,进而实现挤出管材壁厚的快速无级调节。本发明不需要更换芯棒而可无级快速调节挤出管材壁厚,可实现挤出管材壁厚快速、实时、无
测厚支撑调节装置.pdf
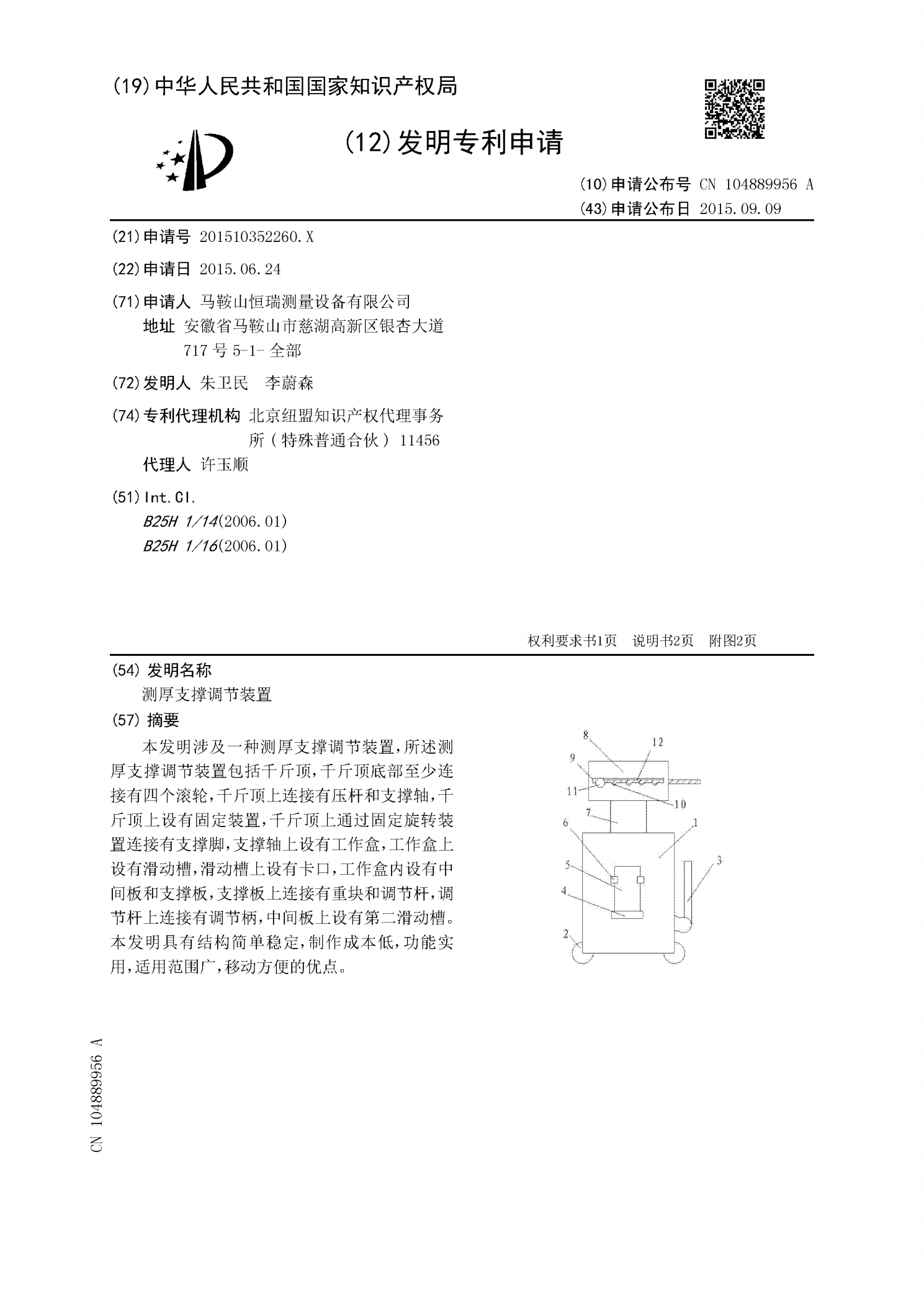
本发明涉及一种测厚支撑调节装置,所述测厚支撑调节装置包括千斤顶,千斤顶底部至少连接有四个滚轮,千斤顶上连接有压杆和支撑轴,千斤顶上设有固定装置,千斤顶上通过固定旋转装置连接有支撑脚,支撑轴上设有工作盒,工作盒上设有滑动槽,滑动槽上设有卡口,工作盒内设有中间板和支撑板,支撑板上连接有重块和调节杆,调节杆上连接有调节柄,中间板上设有第二滑动槽。本发明具有结构简单稳定,制作成本低,功能实用,适用范围广,移动方便的优点。

空心叶片壁厚参数测量装置.pdf
本发明涉及一种空心叶片壁厚参数测量装置,包括数据采集结构和测量装置控制器,测量装置控制器包括顺序连接的恒流源激励电路、前置放大电路、窄带带通滤波电路、真有效值转换电路、数据处理及补偿电路,恒流源激励电路的放大器的负接入和6脚之间顺序连接有反馈电阻、电感和激励线圈,放大器的4脚连接-15V电源和第一电容,7脚连接15V电源和第二电容,第一电容和第二电容的参数相同,另一端均接地。本发明在反馈比例放大电路的作用下,不会因为环境温度和电磁干扰的影响而产生畸变;同时,测量探头直径设计合理,直径较小,可以实现外轮廓凸