
一种砂型自动定位装置及其定位方法.pdf

含平****ng

1/7
2/7
3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种砂型自动定位装置及其定位方法.pdf
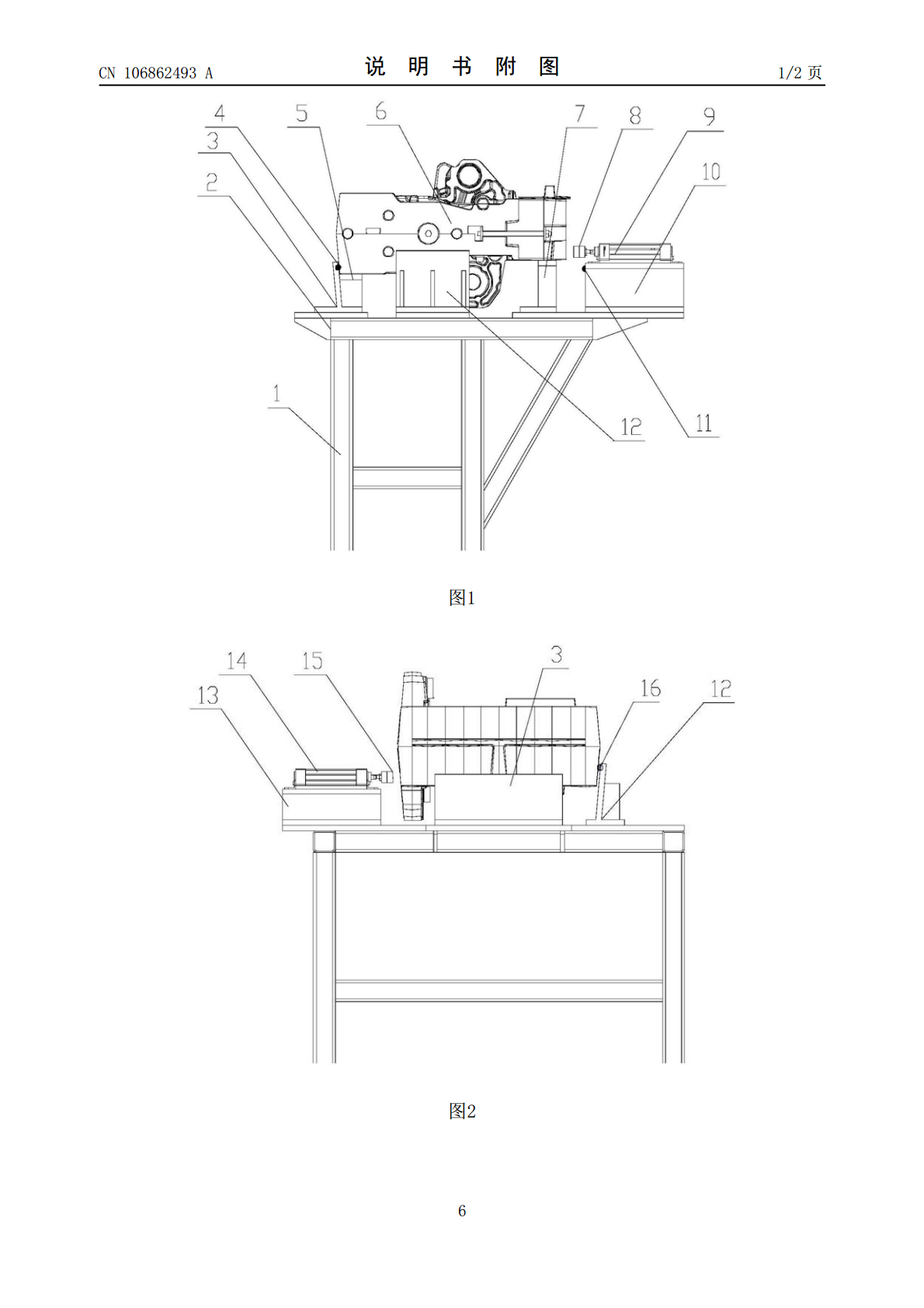
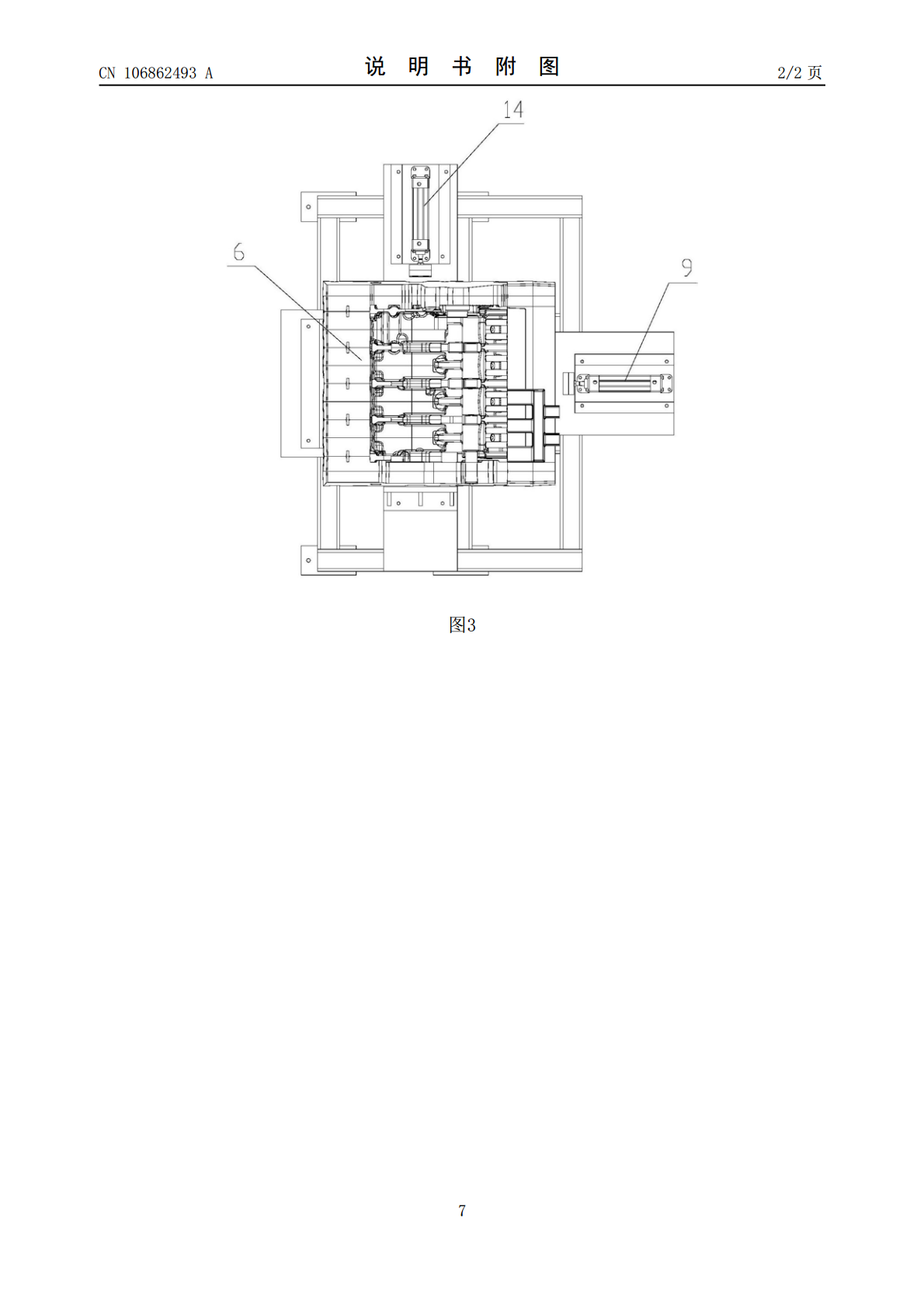
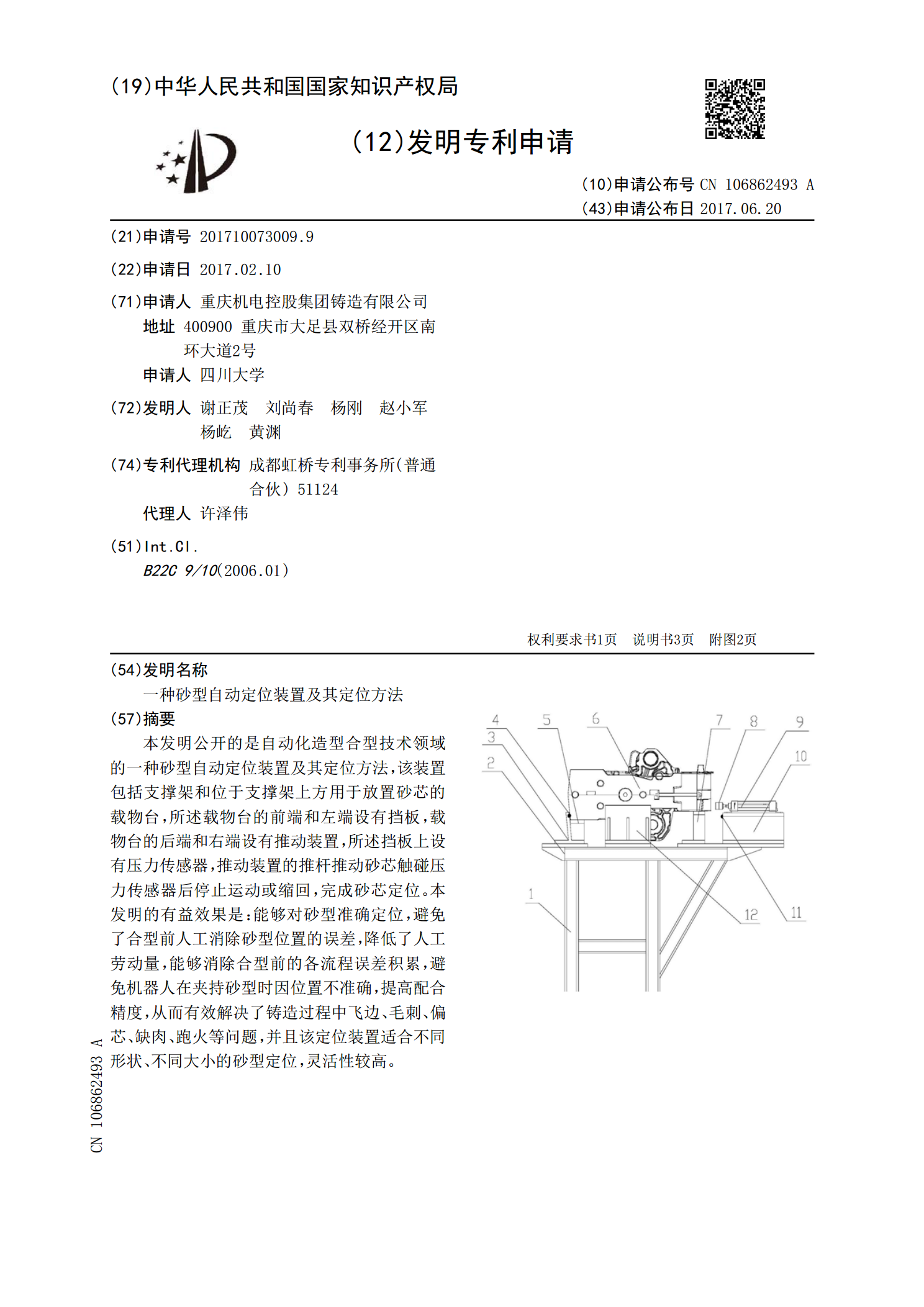
本发明公开的是自动化造型合型技术领域的一种砂型自动定位装置及其定位方法,该装置包括支撑架和位于支撑架上方用于放置砂芯的载物台,所述载物台的前端和左端设有挡板,载物台的后端和右端设有推动装置,所述挡板上设有压力传感器,推动装置的推杆推动砂芯触碰压力传感器后停止运动或缩回,完成砂芯定位。本发明的有益效果是:能够对砂型准确定位,避免了合型前人工消除砂型位置的误差,降低了人工劳动量,能够消除合型前的各流程误差积累,避免机器人在夹持砂型时因位置不准确,提高配合精度,从而有效解决了铸造过程中飞边、毛刺、偏芯、缺肉、跑
一种自动合模的定位装置及其定位方法.pdf
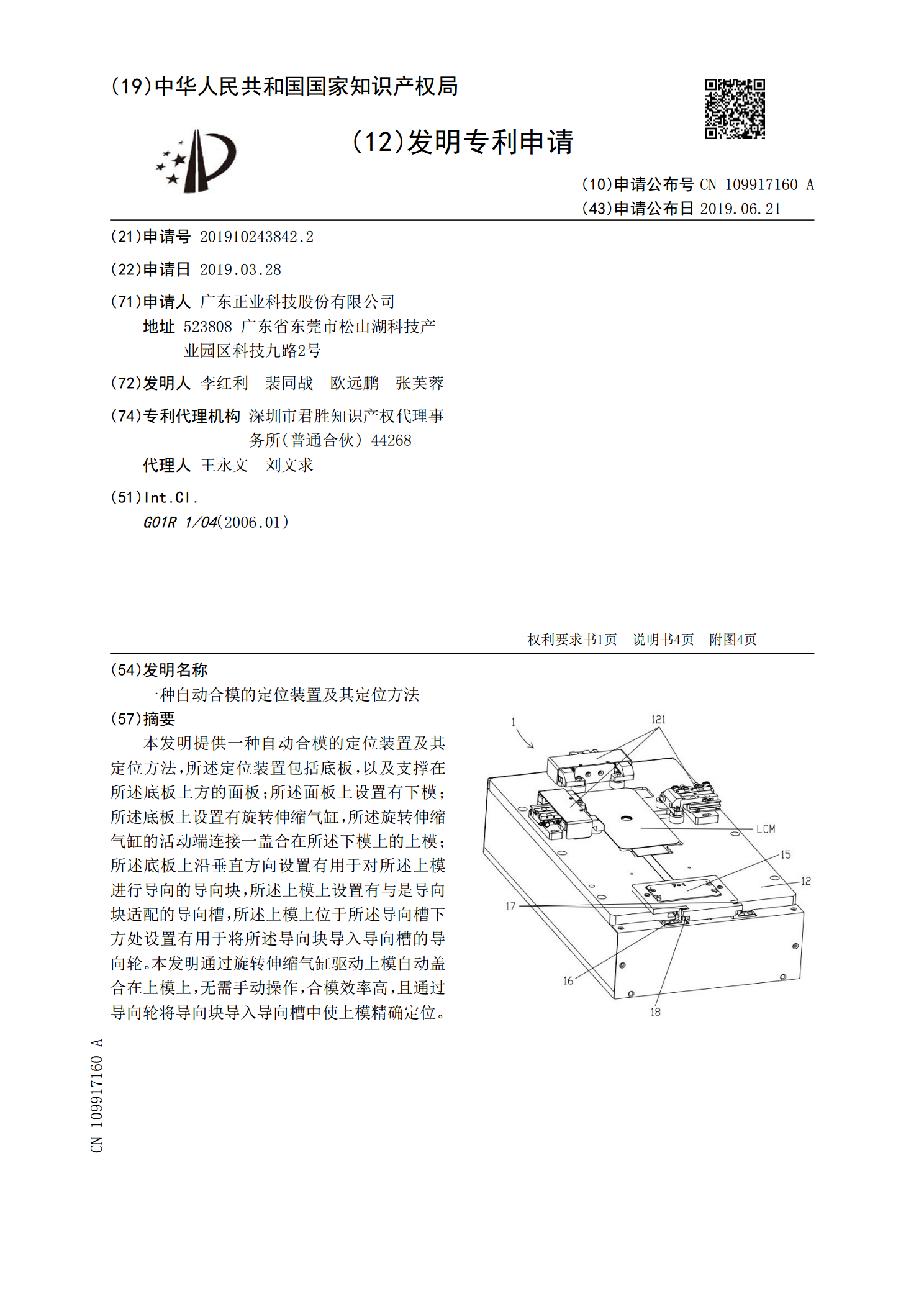
本发明提供一种自动合模的定位装置及其定位方法,所述定位装置包括底板,以及支撑在所述底板上方的面板;所述面板上设置有下模;所述底板上设置有旋转伸缩气缸,所述旋转伸缩气缸的活动端连接一盖合在所述下模上的上模;所述底板上沿垂直方向设置有用于对所述上模进行导向的导向块,所述上模上设置有与是导向块适配的导向槽,所述上模上位于所述导向槽下方处设置有用于将所述导向块导入导向槽的导向轮。本发明通过旋转伸缩气缸驱动上模自动盖合在上模上,无需手动操作,合模效率高,且通过导向轮将导向块导入导向槽中使上模精确定位。
一种电能表自动定位装置及其定位方法.pdf
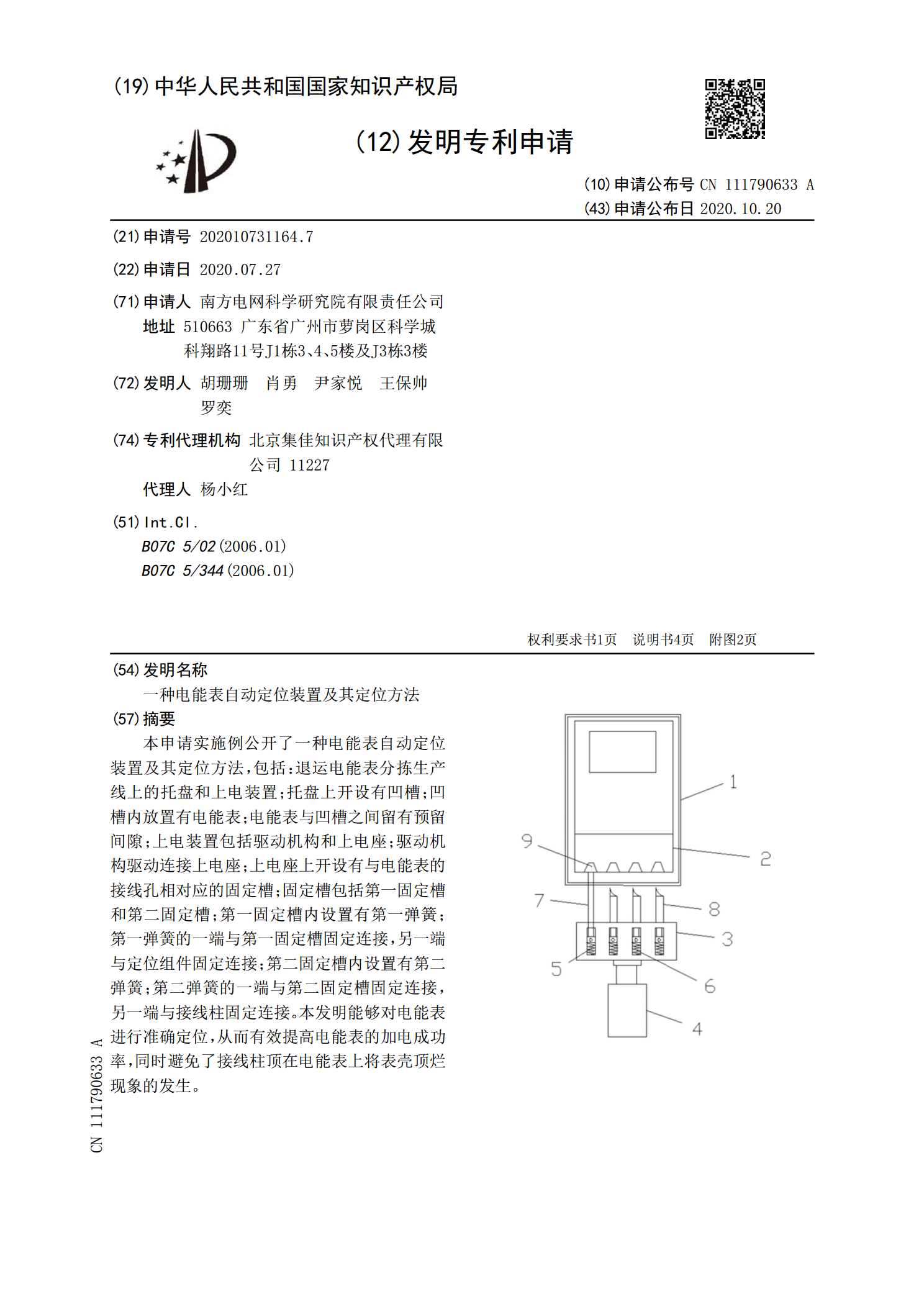
本申请实施例公开了一种电能表自动定位装置及其定位方法,包括:退运电能表分拣生产线上的托盘和上电装置;托盘上开设有凹槽;凹槽内放置有电能表;电能表与凹槽之间留有预留间隙;上电装置包括驱动机构和上电座;驱动机构驱动连接上电座;上电座上开设有与电能表的接线孔相对应的固定槽;固定槽包括第一固定槽和第二固定槽;第一固定槽内设置有第一弹簧;第一弹簧的一端与第一固定槽固定连接,另一端与定位组件固定连接;第二固定槽内设置有第二弹簧;第二弹簧的一端与第二固定槽固定连接,另一端与接线柱固定连接。本发明能够对电能表进行准确定位
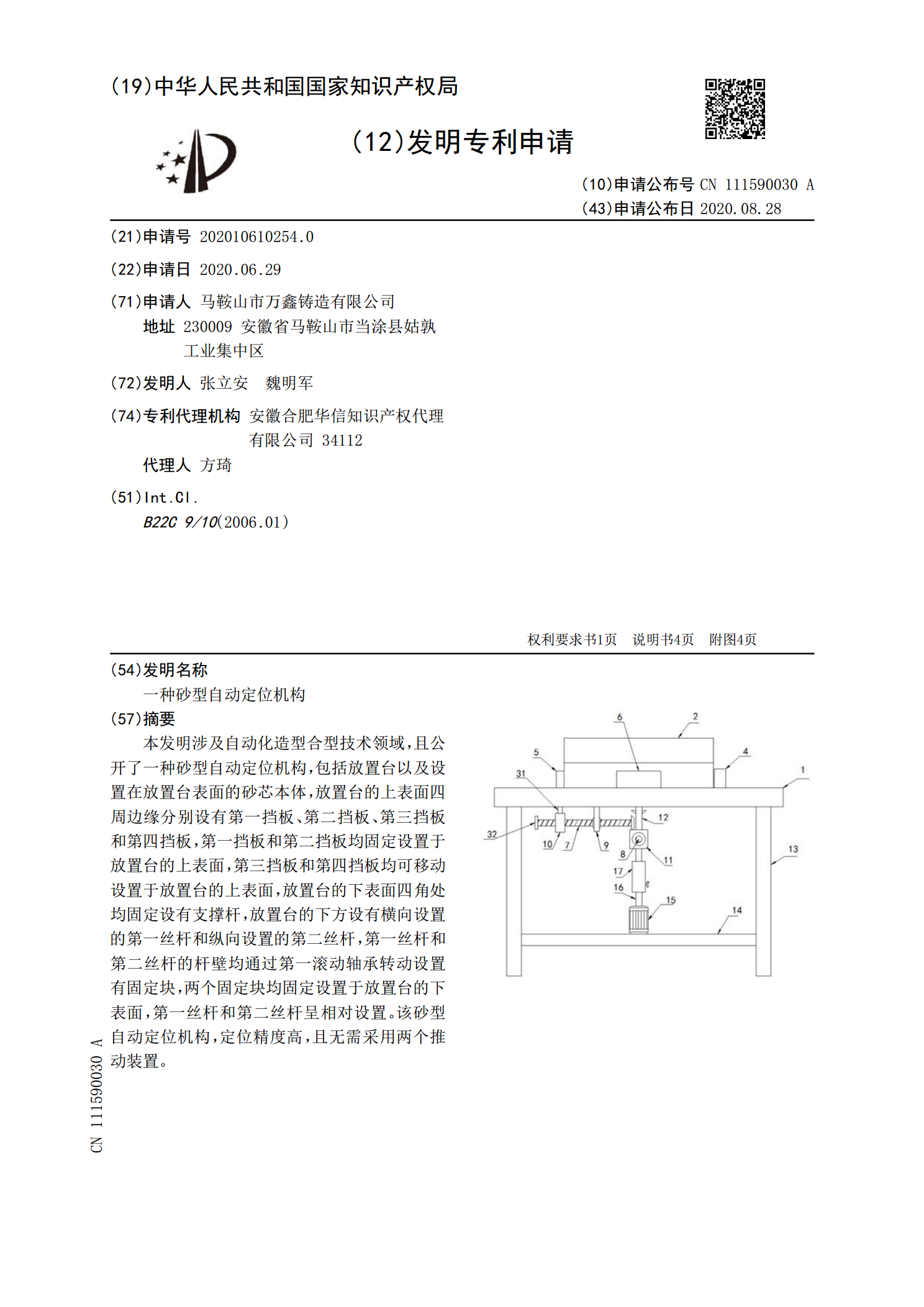
一种砂型自动定位机构.pdf
本发明涉及自动化造型合型技术领域,且公开了一种砂型自动定位机构,包括放置台以及设置在放置台表面的砂芯本体,放置台的上表面四周边缘分别设有第一挡板、第二挡板、第三挡板和第四挡板,第一挡板和第二挡板均固定设置于放置台的上表面,第三挡板和第四挡板均可移动设置于放置台的上表面,放置台的下表面四角处均固定设有支撑杆,放置台的下方设有横向设置的第一丝杆和纵向设置的第二丝杆,第一丝杆和第二丝杆的杆壁均通过第一滚动轴承转动设置有固定块,两个固定块均固定设置于放置台的下表面,第一丝杆和第二丝杆呈相对设置。该砂型自动定位机构
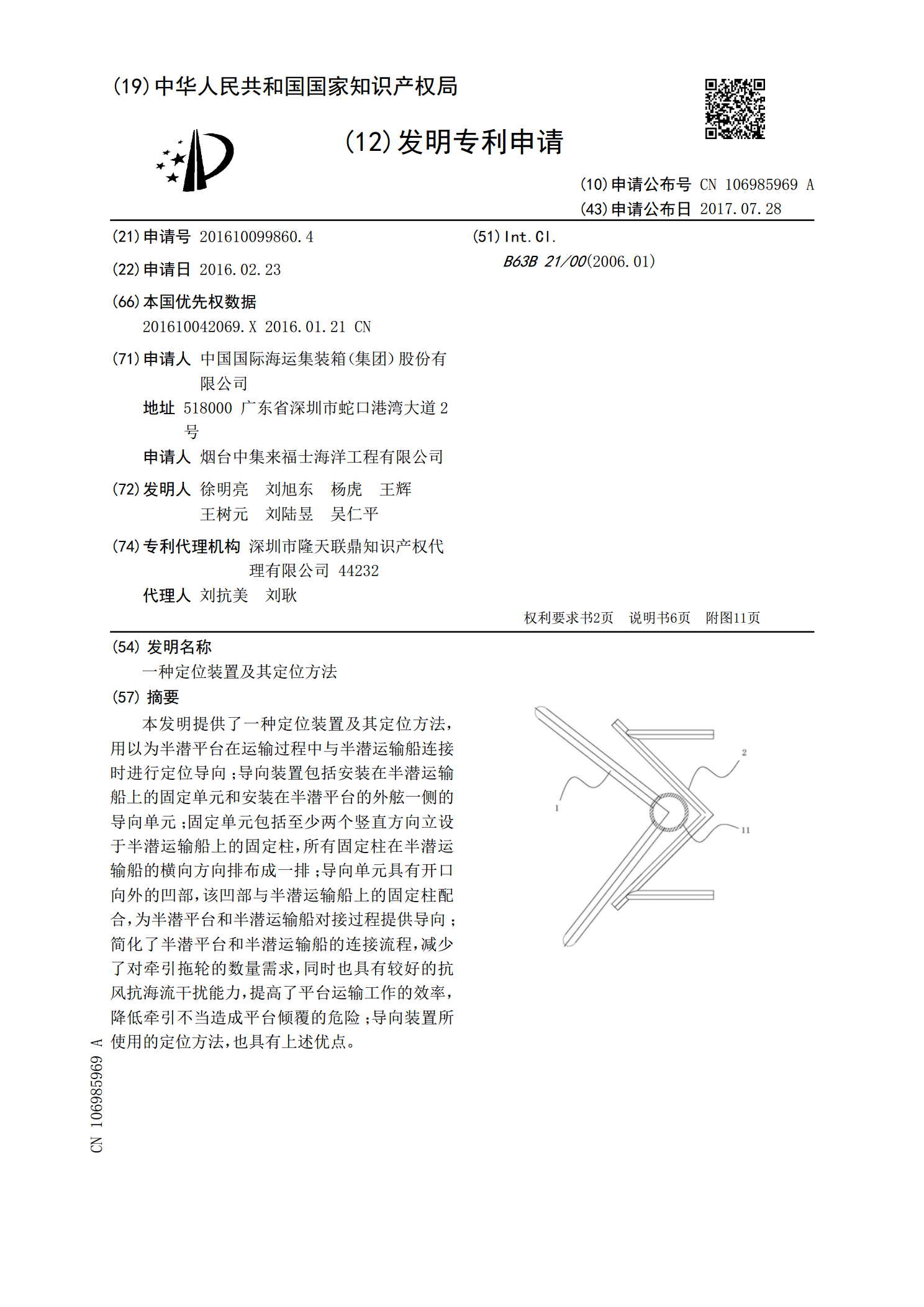
一种定位装置及其定位方法.pdf
本发明提供了一种定位装置及其定位方法,用以为半潜平台在运输过程中与半潜运输船连接时进行定位导向;导向装置包括安装在半潜运输船上的固定单元和安装在半潜平台的外舷一侧的导向单元;固定单元包括至少两个竖直方向立设于半潜运输船上的固定柱,所有固定柱在半潜运输船的横向方向排布成一排;导向单元具有开口向外的凹部,该凹部与半潜运输船上的固定柱配合,为半潜平台和半潜运输船对接过程提供导向;简化了半潜平台和半潜运输船的连接流程,减少了对牵引拖轮的数量需求,同时也具有较好的抗风抗海流干扰能力,提高了平台运输工作的效率,降低牵