
一种高强度高塑性挤压铝合金及其制备方法.pdf

是丹****ni


1/10
2/10
3/10

4/10

5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高强度高塑性挤压铝合金及其制备方法.pdf
本发明公开了一种高强度高塑性挤压铝合金及其制备方法,挤压铝合金成分:Si0.8‑0.9%,Mg0.6‑0.7%,Cu0.15‑0.25%,Ti0.02‑0.03%,B0.004‑0.006%,Zr0.02‑0.1%,Sc0.02‑0.1%,Er0.02‑0.1%,Fe≤0.2%,其余为Al和不可避免的杂质元素,Zr、Sc、Er的质量百分比之和满足:0.1%≤Zr+Sc+Er≤0.2%。所述制备方法依次包括配料、熔化、炉内喷吹精炼、炉外在线晶粒细化和除气过滤、半连续铸造、均质处理、加热挤压、淬火
一种高塑性、高强度铝合金及其制备方法.pdf
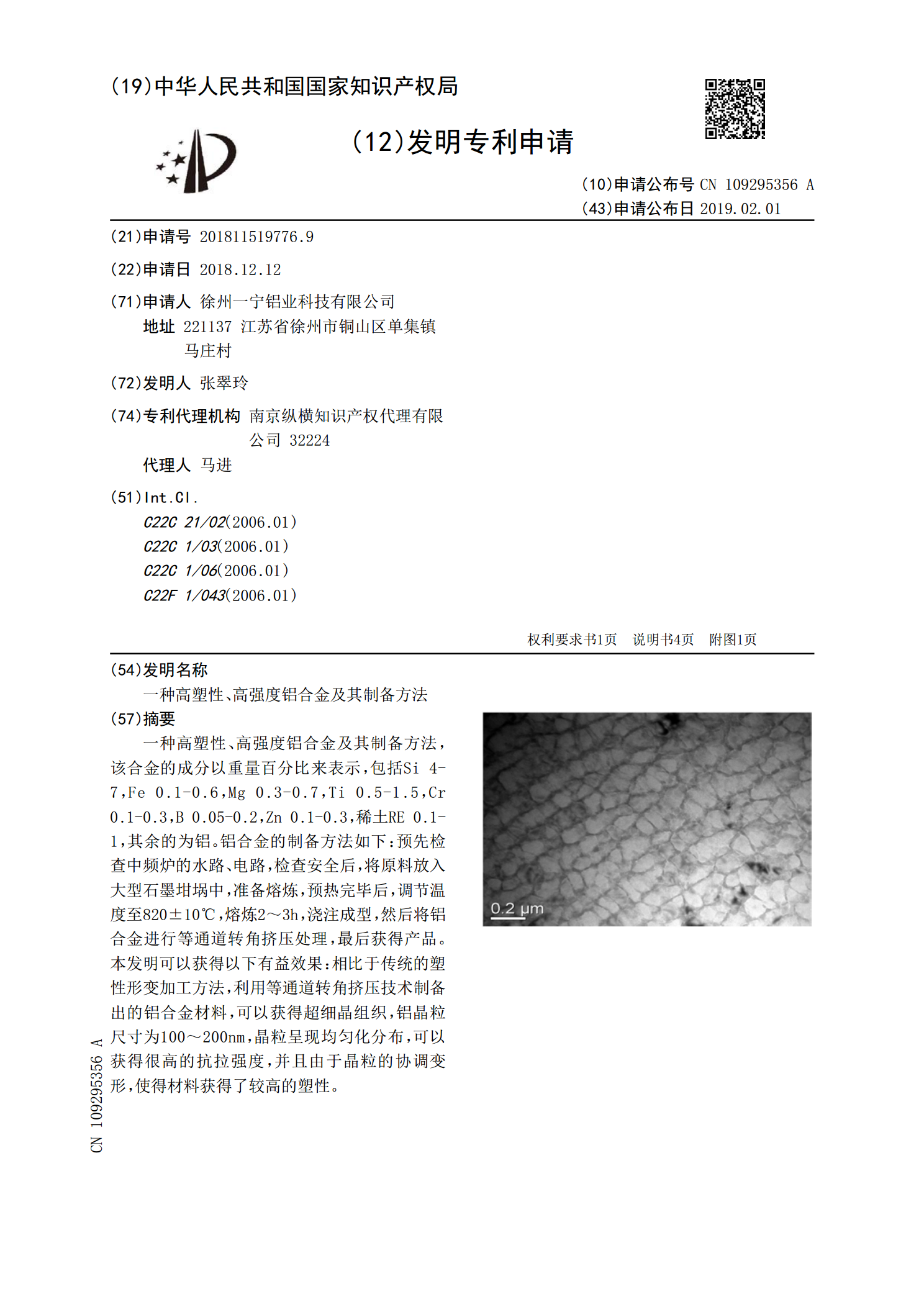
一种高塑性、高强度铝合金及其制备方法,该合金的成分以重量百分比来表示,包括Si4‑7,Fe0.1‑0.6,Mg0.3‑0.7,Ti0.5‑1.5,Cr0.1‑0.3,B0.05‑0.2,Zn0.1‑0.3,稀土RE0.1‑1,其余的为铝。铝合金的制备方法如下:预先检查中频炉的水路、电路,检查安全后,将原料放入大型石墨坩埚中,准备熔炼,预热完毕后,调节温度至820±10℃,熔炼2~3h,浇注成型,然后将铝合金进行等通道转角挤压处理,最后获得产品。本发明可以获得以下有益效果:相比于传统的塑性形
一种高强度高塑性异构层状5083铝合金及其制备方法.pdf
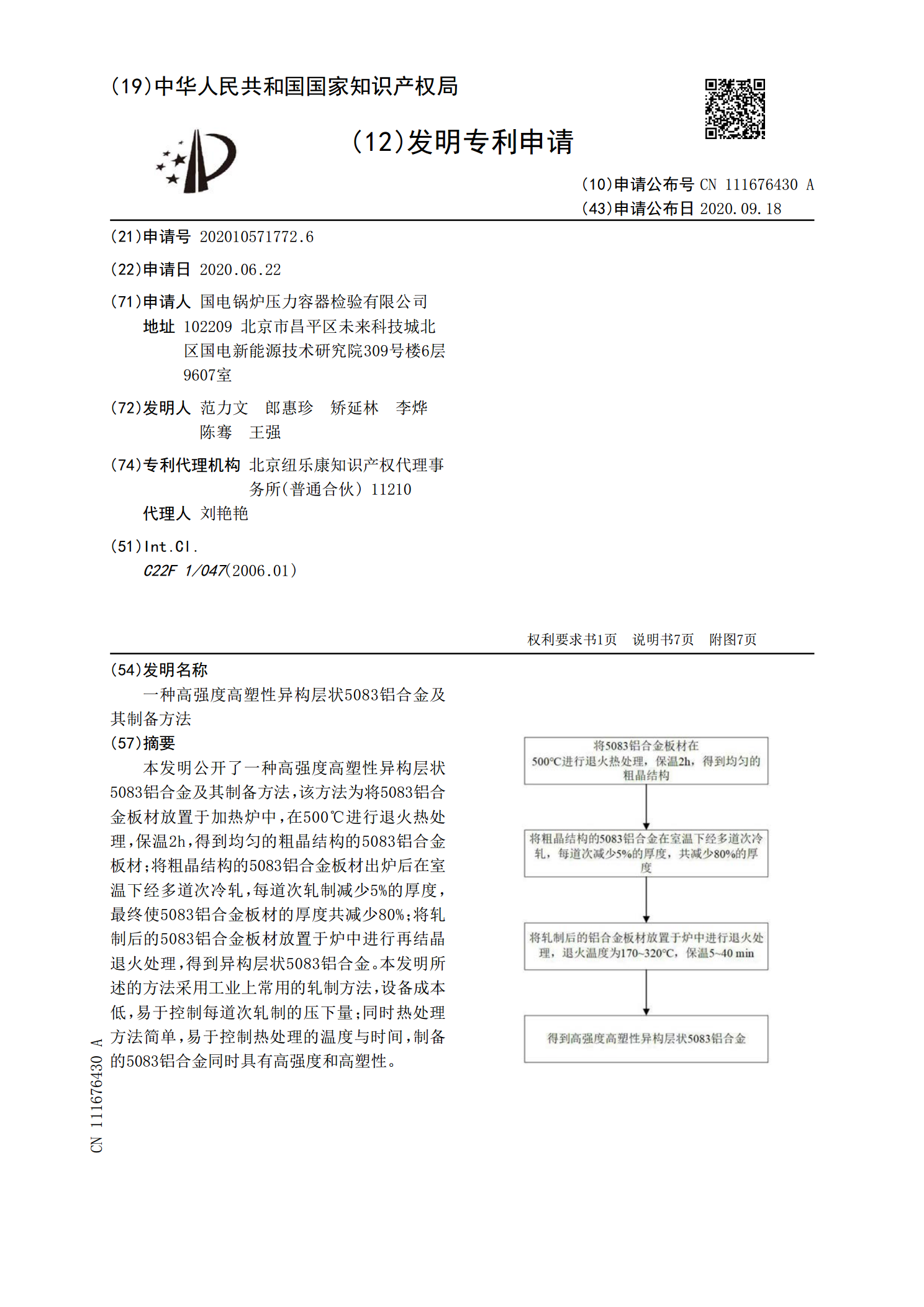
本发明公开了一种高强度高塑性异构层状5083铝合金及其制备方法,该方法为将5083铝合金板材放置于加热炉中,在500℃进行退火热处理,保温2h,得到均匀的粗晶结构的5083铝合金板材;将粗晶结构的5083铝合金板材出炉后在室温下经多道次冷轧,每道次轧制减少5%的厚度,最终使5083铝合金板材的厚度共减少80%;将轧制后的5083铝合金板材放置于炉中进行再结晶退火处理,得到异构层状5083铝合金。本发明所述的方法采用工业上常用的轧制方法,设备成本低,易于控制每道次轧制的压下量;同时热处理方法简单,易于控制热
高强度高塑性压铸铝合金材料及其制备方法.pdf
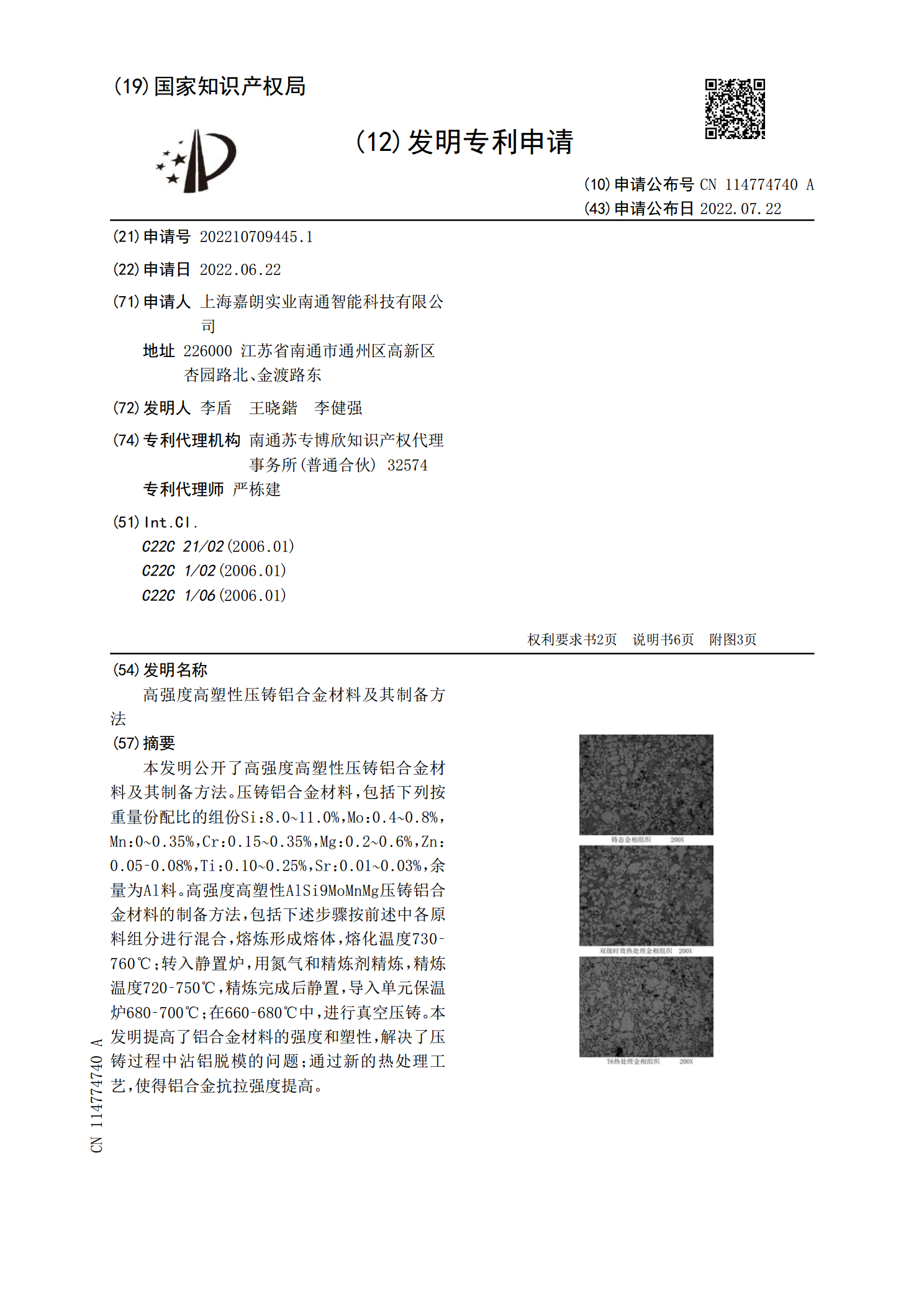
本发明公开了高强度高塑性压铸铝合金材料及其制备方法。压铸铝合金材料,包括下列按重量份配比的组份Si:8.0~11.0%,Mo:0.4~0.8%,Mn:0~0.35%,Cr:0.15~0.35%,Mg:0.2~0.6%,Zn:0.05‑0.08%,Ti:0.10~0.25%,Sr:0.01~0.03%,余量为Al料。高强度高塑性AlSi9MoMnMg压铸铝合金材料的制备方法,包括下述步骤按前述中各原料组分进行混合,熔炼形成熔体,熔化温度730‑760℃;转入静置炉,用氮气和精炼剂精炼,精炼温度720‑750
一种高塑性车体结构铝合金及其制备方法.pdf
本发明涉及铝合金技术领域,特别是涉及一种高塑性车体结构铝合金,其组合物及其重量百分比如下:Si9.8‑10.5%,Fe≤0.12%,Cu≤0.03%,Mn0.55‑0.65%,Mg0.015‑0.25%,Zn≤0.05%,Sr0.015‑0.035%,Ti0.07‑0.1%,其余为Al。还公开了一种高塑性车体结构铝合金的制备方法。采用本发明制备得到的铝合金产品具有能够更好的满足制造车体结构所需的高塑性性能要求的特点。