
一种螺旋焊管用自动补焊装置及其使用方法.pdf

一吃****昕靓

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种螺旋焊管用自动补焊装置及其使用方法.pdf
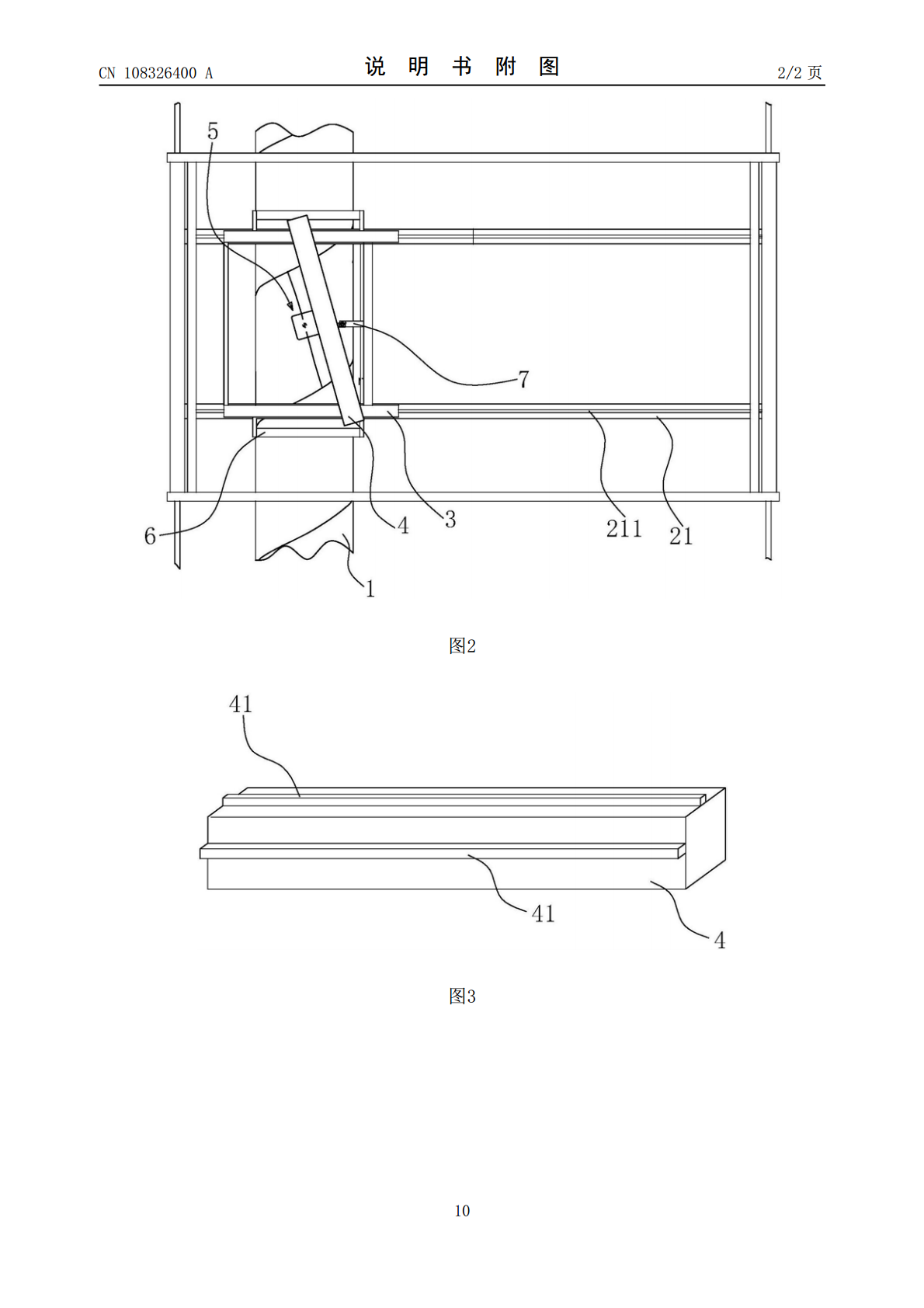
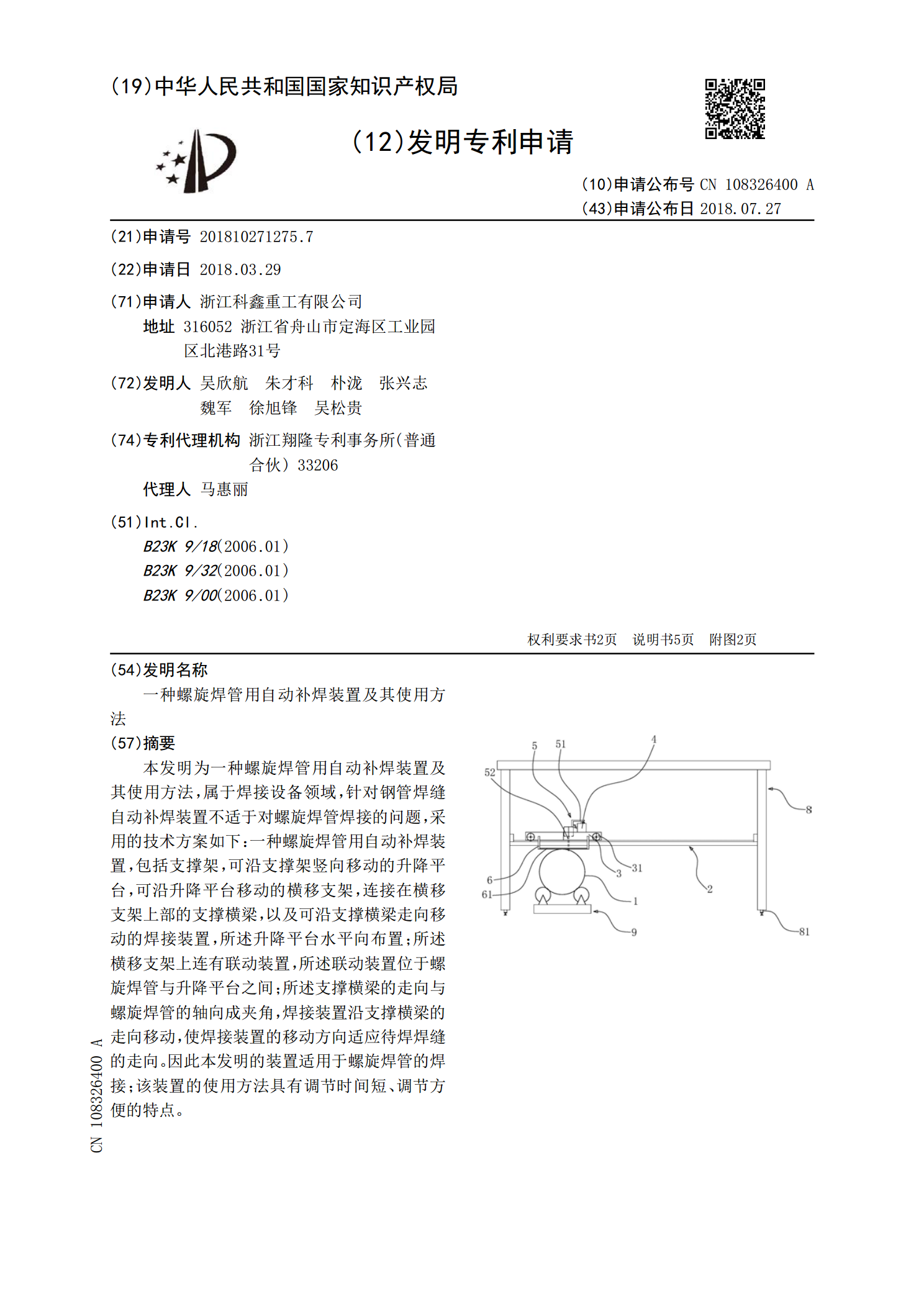
本发明为一种螺旋焊管用自动补焊装置及其使用方法,属于焊接设备领域,针对钢管焊缝自动补焊装置不适于对螺旋焊管焊接的问题,采用的技术方案如下:一种螺旋焊管用自动补焊装置,包括支撑架,可沿支撑架竖向移动的升降平台,可沿升降平台移动的横移支架,连接在横移支架上部的支撑横梁,以及可沿支撑横梁走向移动的焊接装置,所述升降平台水平向布置;所述横移支架上连有联动装置,所述联动装置位于螺旋焊管与升降平台之间;所述支撑横梁的走向与螺旋焊管的轴向成夹角,焊接装置沿支撑横梁的走向移动,使焊接装置的移动方向适应待焊焊缝的走向。因此
一种螺旋焊管焊接装置及其使用方法.pdf
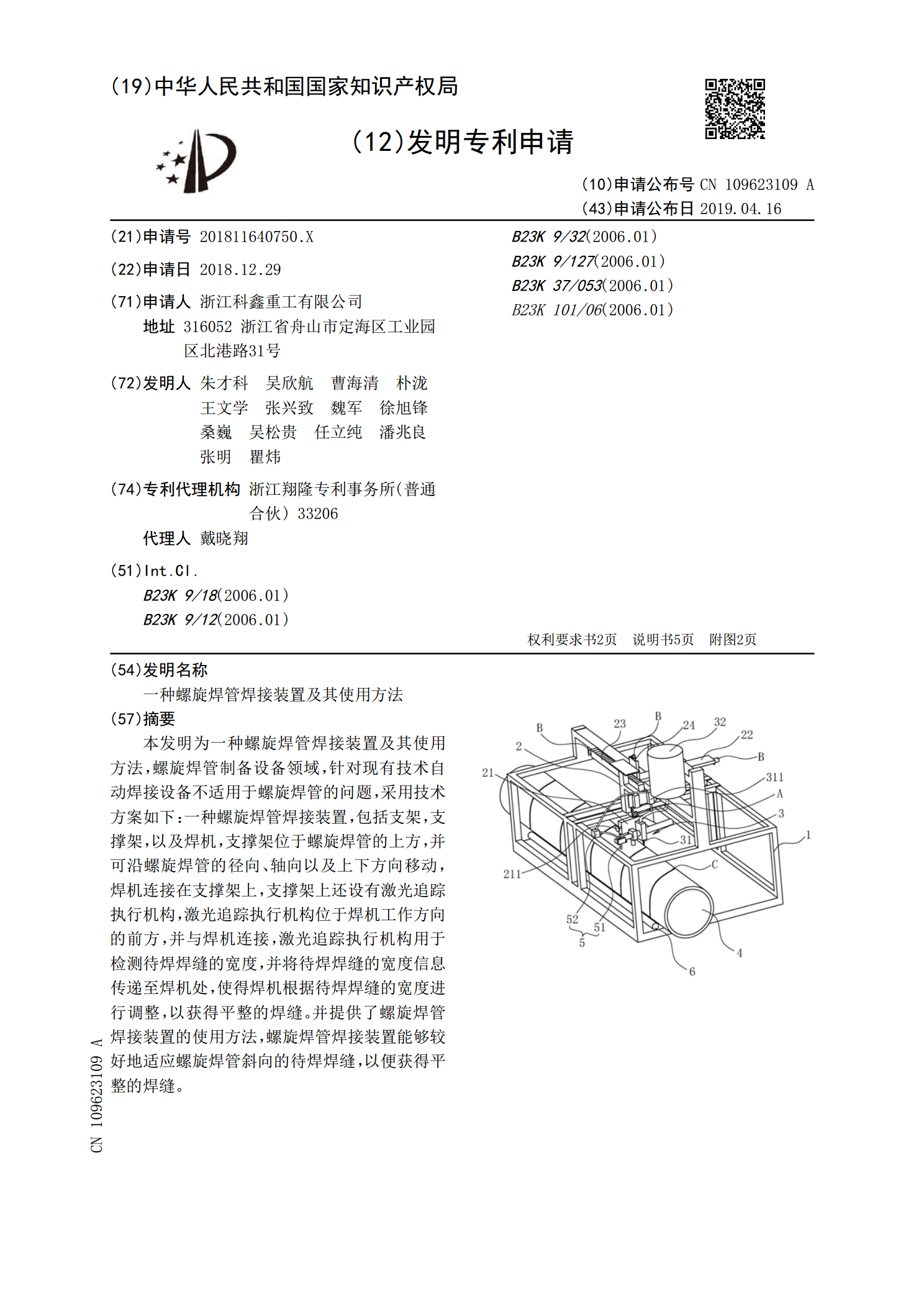
本发明为一种螺旋焊管焊接装置及其使用方法,螺旋焊管制备设备领域,针对现有技术自动焊接设备不适用于螺旋焊管的问题,采用技术方案如下:一种螺旋焊管焊接装置,包括支架,支撑架,以及焊机,支撑架位于螺旋焊管的上方,并可沿螺旋焊管的径向、轴向以及上下方向移动,焊机连接在支撑架上,支撑架上还设有激光追踪执行机构,激光追踪执行机构位于焊机工作方向的前方,并与焊机连接,激光追踪执行机构用于检测待焊焊缝的宽度,并将待焊焊缝的宽度信息传递至焊机处,使得焊机根据待焊焊缝的宽度进行调整,以获得平整的焊缝。并提供了螺旋焊管焊接装置

螺旋焊管内外焊自动跟踪装置的应用.docx
螺旋焊管内外焊自动跟踪装置的应用螺旋焊管内外焊自动跟踪装置的应用摘要:螺旋焊管是一种常用于输送天然气、石油以及其他液体和气体的管道。在螺旋焊管的制作过程中,内外焊缝的焊接是关键的工艺步骤之一。为了确保螺旋焊管内外焊缝的质量和焊接效率,自动跟踪装置的应用成为必要。本文就螺旋焊管内外焊自动跟踪装置的原理、应用和优势进行研究和讨论。关键词:螺旋焊管、内外焊缝、自动跟踪装置、质量、焊接效率1.引言螺旋焊管是一种以薄板卷成管状,采用双面埋弧焊接的管道。它具有结构简单、制造成本低、适应性强等特点,广泛应用于石油、天然
一种新型全自动气动螺旋送粉装置及其使用方法.pdf
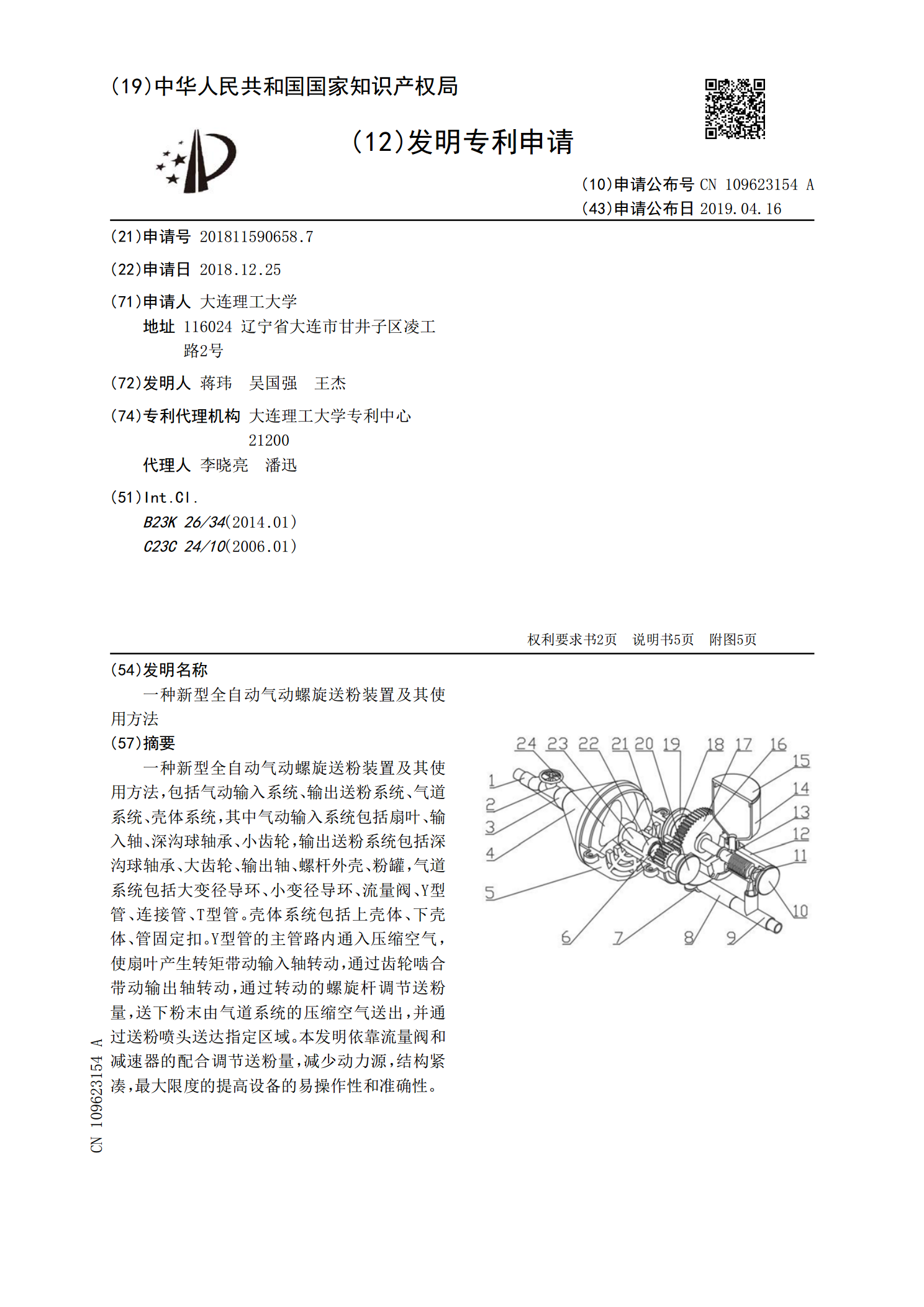
一种新型全自动气动螺旋送粉装置及其使用方法,包括气动输入系统、输出送粉系统、气道系统、壳体系统,其中气动输入系统包括扇叶、输入轴、深沟球轴承、小齿轮,输出送粉系统包括深沟球轴承、大齿轮、输出轴、螺杆外壳、粉罐,气道系统包括大变径导环、小变径导环、流量阀、Y型管、连接管、T型管。壳体系统包括上壳体、下壳体、管固定扣。Y型管的主管路内通入压缩空气,使扇叶产生转矩带动输入轴转动,通过齿轮啮合带动输出轴转动,通过转动的螺旋杆调节送粉量,送下粉末由气道系统的压缩空气送出,并通过送粉喷头送达指定区域。本发明依靠流量阀
一种高频焊管用内焊筋去除装置.pdf
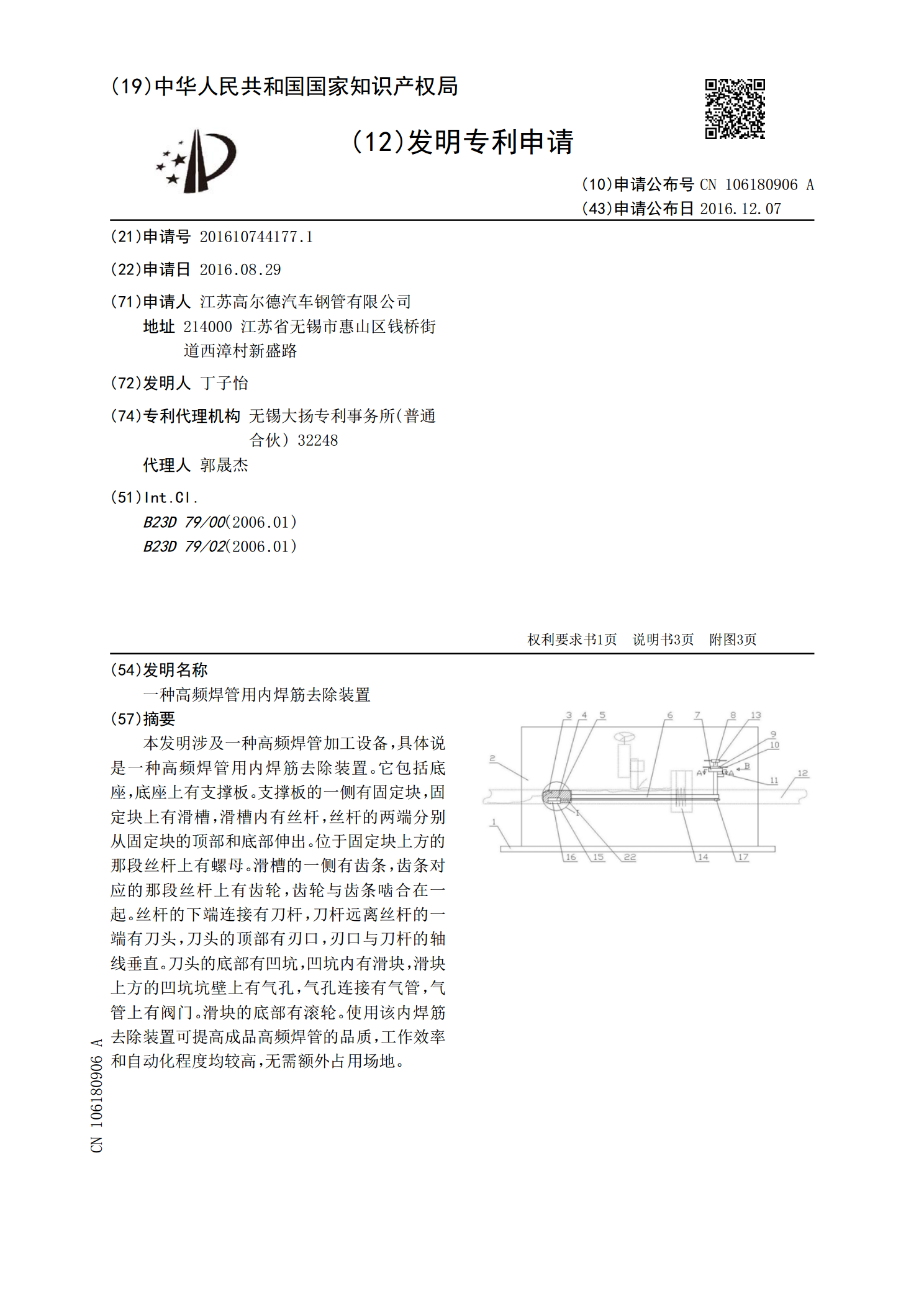
本发明涉及一种高频焊管加工设备,具体说是一种高频焊管用内焊筋去除装置。它包括底座,底座上有支撑板。支撑板的一侧有固定块,固定块上有滑槽,滑槽内有丝杆,丝杆的两端分别从固定块的顶部和底部伸出。位于固定块上方的那段丝杆上有螺母。滑槽的一侧有齿条,齿条对应的那段丝杆上有齿轮,齿轮与齿条啮合在一起。丝杆的下端连接有刀杆,刀杆远离丝杆的一端有刀头,刀头的顶部有刃口,刃口与刀杆的轴线垂直。刀头的底部有凹坑,凹坑内有滑块,滑块上方的凹坑坑壁上有气孔,气孔连接有气管,气管上有阀门。滑块的底部有滚轮。使用该内焊筋去除装置可