
一种螺旋焊管焊接装置及其使用方法.pdf

建英****66

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种螺旋焊管焊接装置及其使用方法.pdf
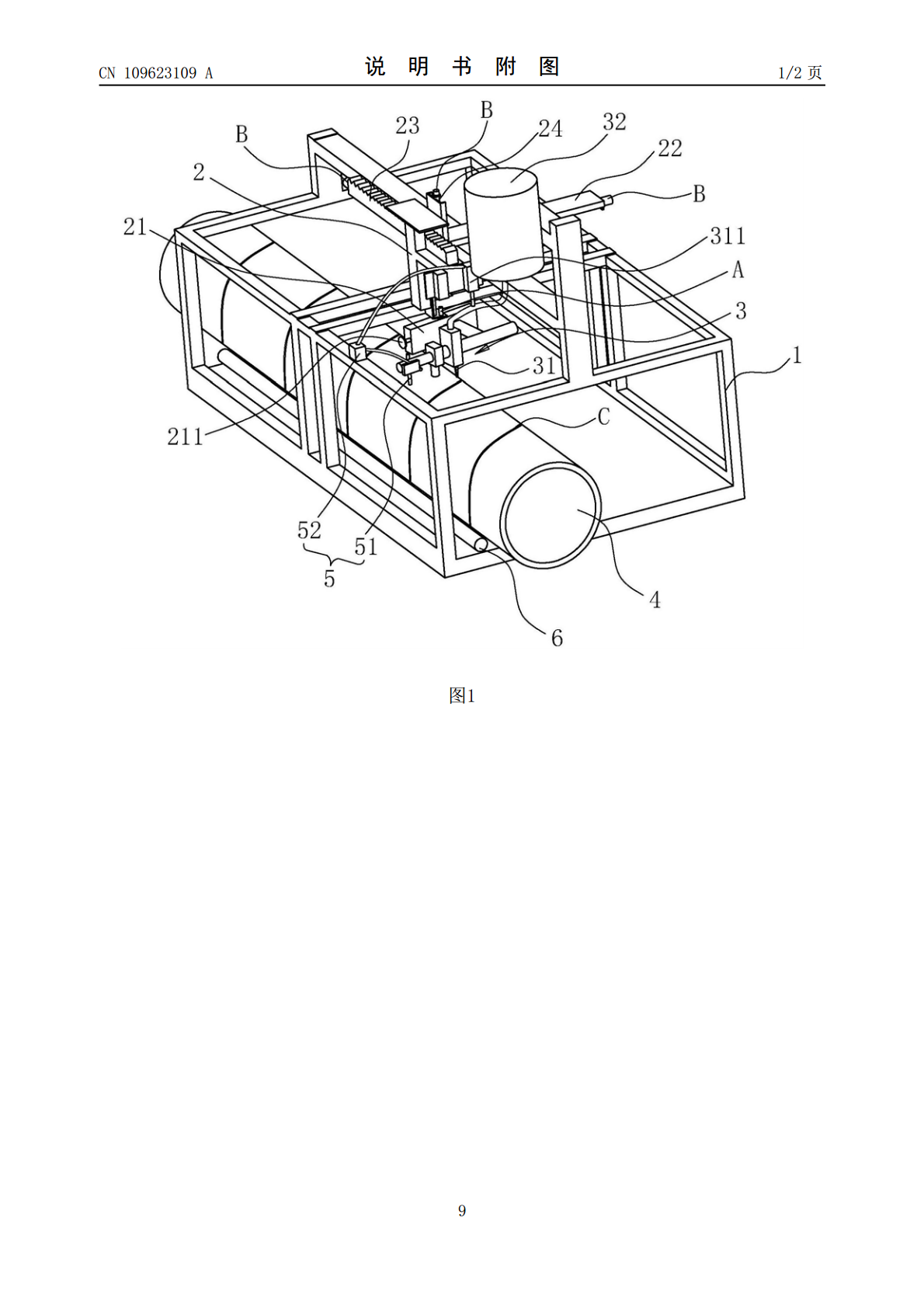
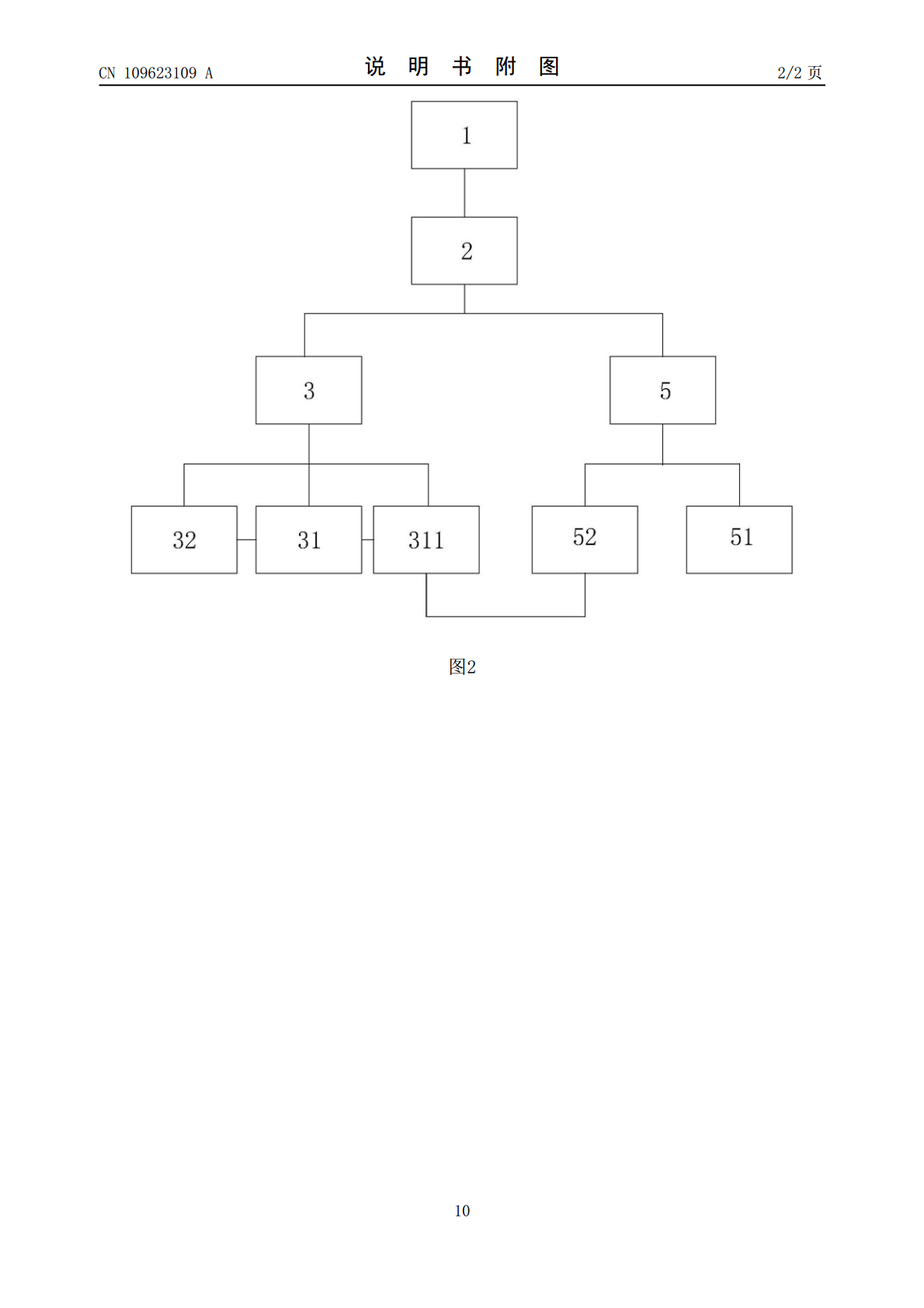
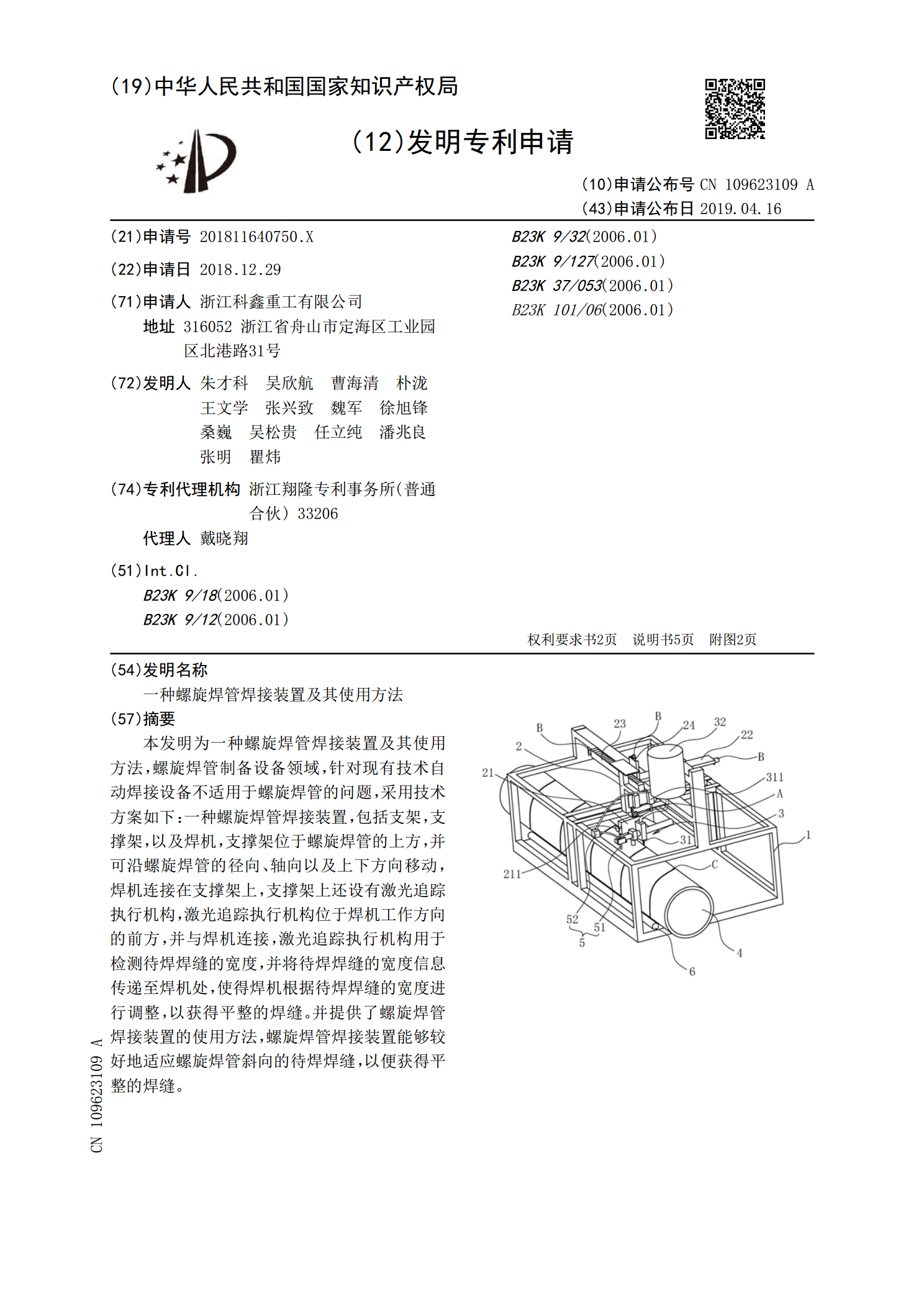
本发明为一种螺旋焊管焊接装置及其使用方法,螺旋焊管制备设备领域,针对现有技术自动焊接设备不适用于螺旋焊管的问题,采用技术方案如下:一种螺旋焊管焊接装置,包括支架,支撑架,以及焊机,支撑架位于螺旋焊管的上方,并可沿螺旋焊管的径向、轴向以及上下方向移动,焊机连接在支撑架上,支撑架上还设有激光追踪执行机构,激光追踪执行机构位于焊机工作方向的前方,并与焊机连接,激光追踪执行机构用于检测待焊焊缝的宽度,并将待焊焊缝的宽度信息传递至焊机处,使得焊机根据待焊焊缝的宽度进行调整,以获得平整的焊缝。并提供了螺旋焊管焊接装置
一种螺旋焊管用自动补焊装置及其使用方法.pdf
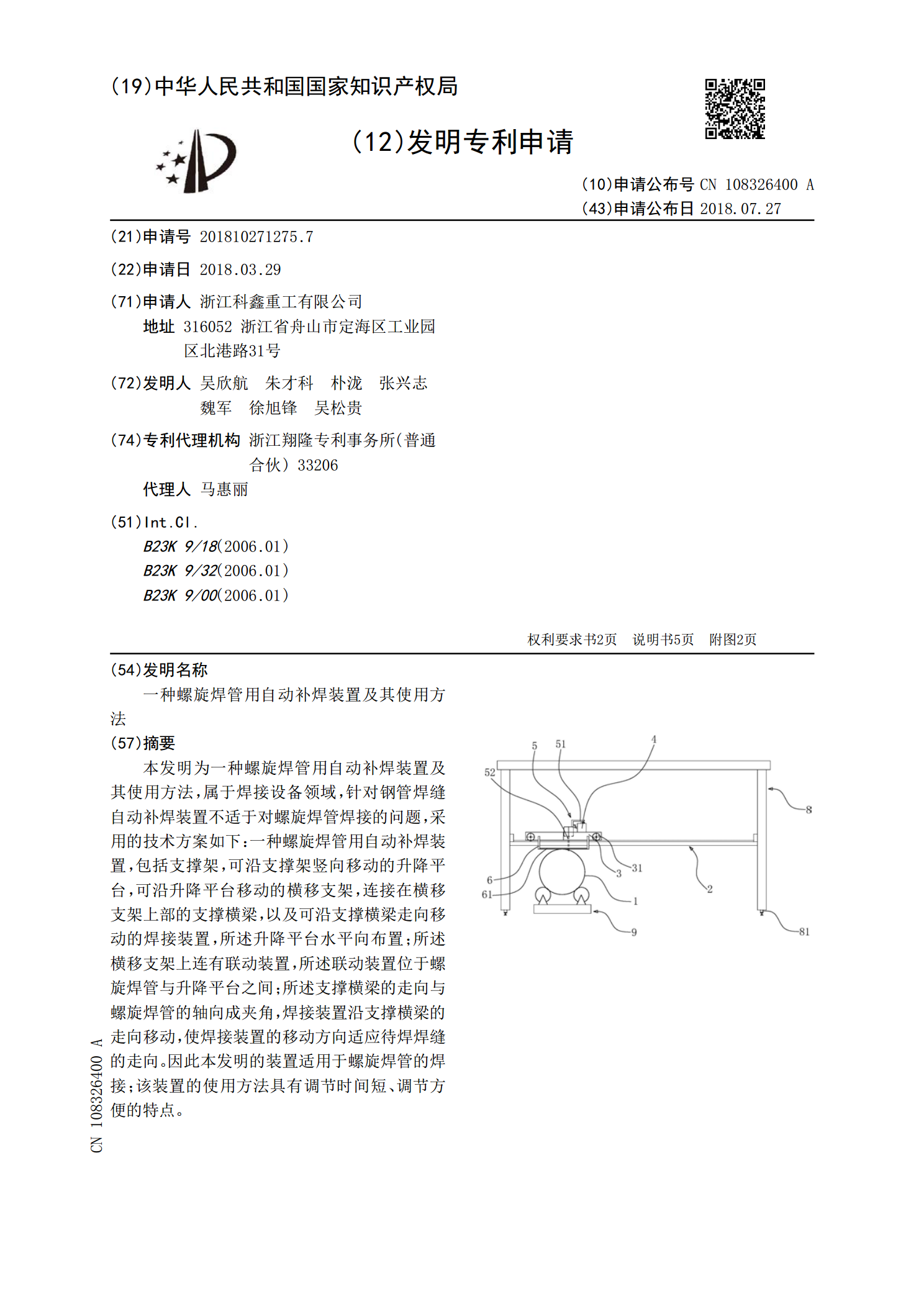
本发明为一种螺旋焊管用自动补焊装置及其使用方法,属于焊接设备领域,针对钢管焊缝自动补焊装置不适于对螺旋焊管焊接的问题,采用的技术方案如下:一种螺旋焊管用自动补焊装置,包括支撑架,可沿支撑架竖向移动的升降平台,可沿升降平台移动的横移支架,连接在横移支架上部的支撑横梁,以及可沿支撑横梁走向移动的焊接装置,所述升降平台水平向布置;所述横移支架上连有联动装置,所述联动装置位于螺旋焊管与升降平台之间;所述支撑横梁的走向与螺旋焊管的轴向成夹角,焊接装置沿支撑横梁的走向移动,使焊接装置的移动方向适应待焊焊缝的走向。因此

一种焊管机组焊接装置.pdf
本发明公开了一种焊管机组焊接装置,包括焊接轮组、被焊钢管和焊接电极,焊接轮组由上焊接轮组和下焊接轮组组成,上焊接轮组和下焊接轮组分别由两个相对的圆形成型轮构成,所述圆形成型轮表面设置有环形管槽,被焊钢管固定在上焊接轮组和下焊接轮组两个相对圆形成型轮表面的环形管槽,被焊钢管表面设置有焊接缝,焊接缝的表面上设置有焊接电极。本发明采用环氧玻璃纤维代替Cr12合金钢或者铜合金制作圆形成型轮,具有耐高温、耐磨、易加工、成本低等优点,且结构简单,安装方便,不仅提高了薄壁钢管的焊接质量,还提高了其工作效率,易于使用推广
一种汽车轴管的焊接装置及其使用方法.pdf
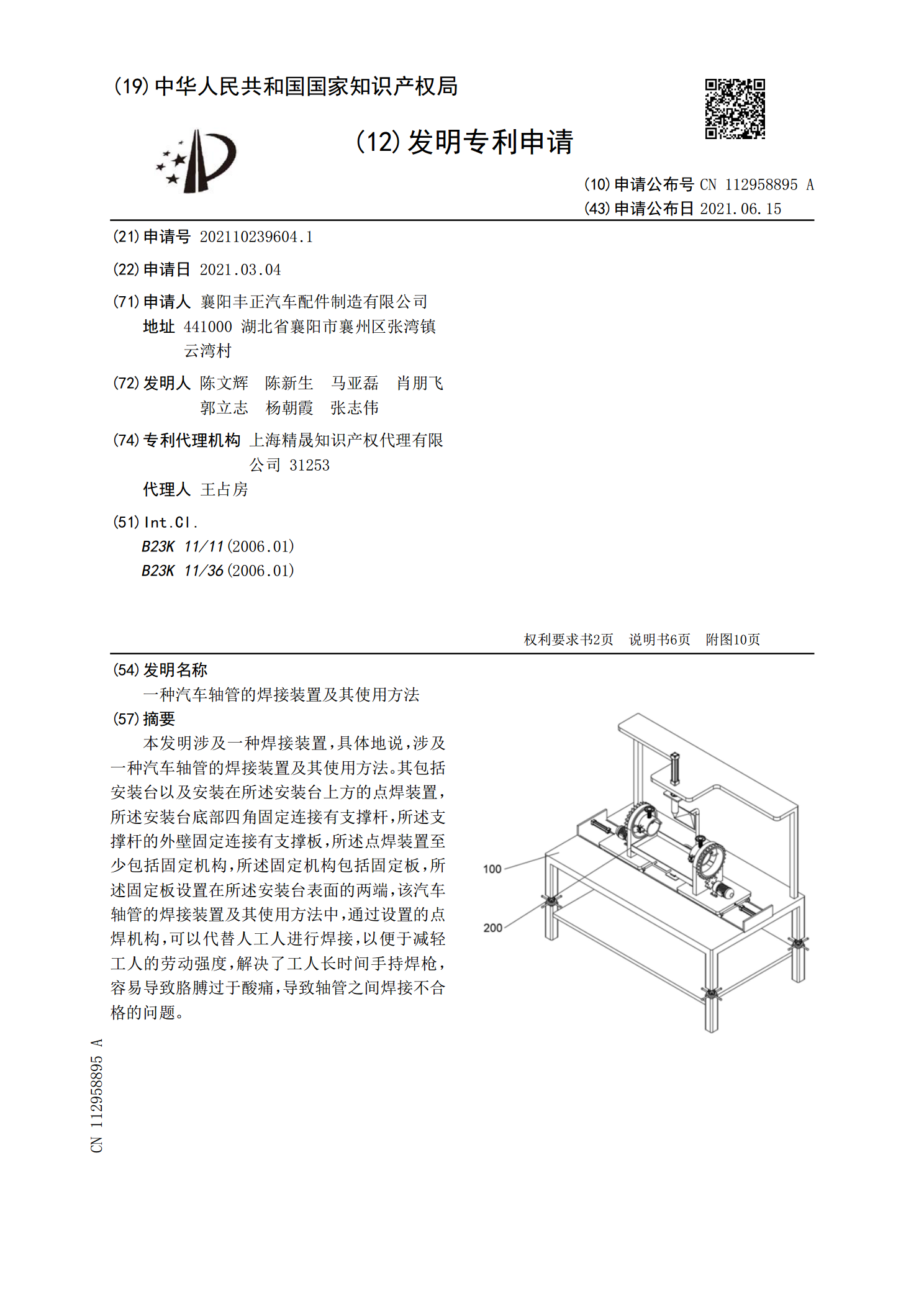
本发明涉及一种焊接装置,具体地说,涉及一种汽车轴管的焊接装置及其使用方法。其包括安装台以及安装在所述安装台上方的点焊装置,所述安装台底部四角固定连接有支撑杆,所述支撑杆的外壁固定连接有支撑板,所述点焊装置至少包括固定机构,所述固定机构包括固定板,所述固定板设置在所述安装台表面的两端,该汽车轴管的焊接装置及其使用方法中,通过设置的点焊机构,可以代替人工人进行焊接,以便于减轻工人的劳动强度,解决了工人长时间手持焊枪,容易导致胳膊过于酸痛,导致轴管之间焊接不合格的问题。

一种在线焊管螺纹轧制装置及其使用方法.pdf
本发明公开了一种在线焊管螺纹轧制装置及其使用方法,齿轮传动箱的输入轴外接皮带轮,输出轴通过齿轮与空心轴连接;转盘连接件的一端通过螺栓与空心轴上的法兰盘连接,另一端设置的“T”形滑槽与滚轧机构的“T”形滑块卡装;导向架的长臂与气缸轴接头连接,短臂与支座连接,中心通孔内通过连接转轴与导向盘连接;导向盘内圆通过平键与转盘连接件连接;至少设置两个连杆机构,该连杆机构的一端与导向盘侧边的耳片连接,末端与滚轧机构上的销孔通过轴销连接。来自焊管机组的机械动力使空心轴旋转,带动转盘连接件旋转,进一步带动滚轧机构绕焊管旋转