
一种板型零件的电磁脉冲成形装置及其成形方法.pdf

努力****承悦

1/10

2/10

3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种板型零件的电磁脉冲成形装置及其成形方法.pdf
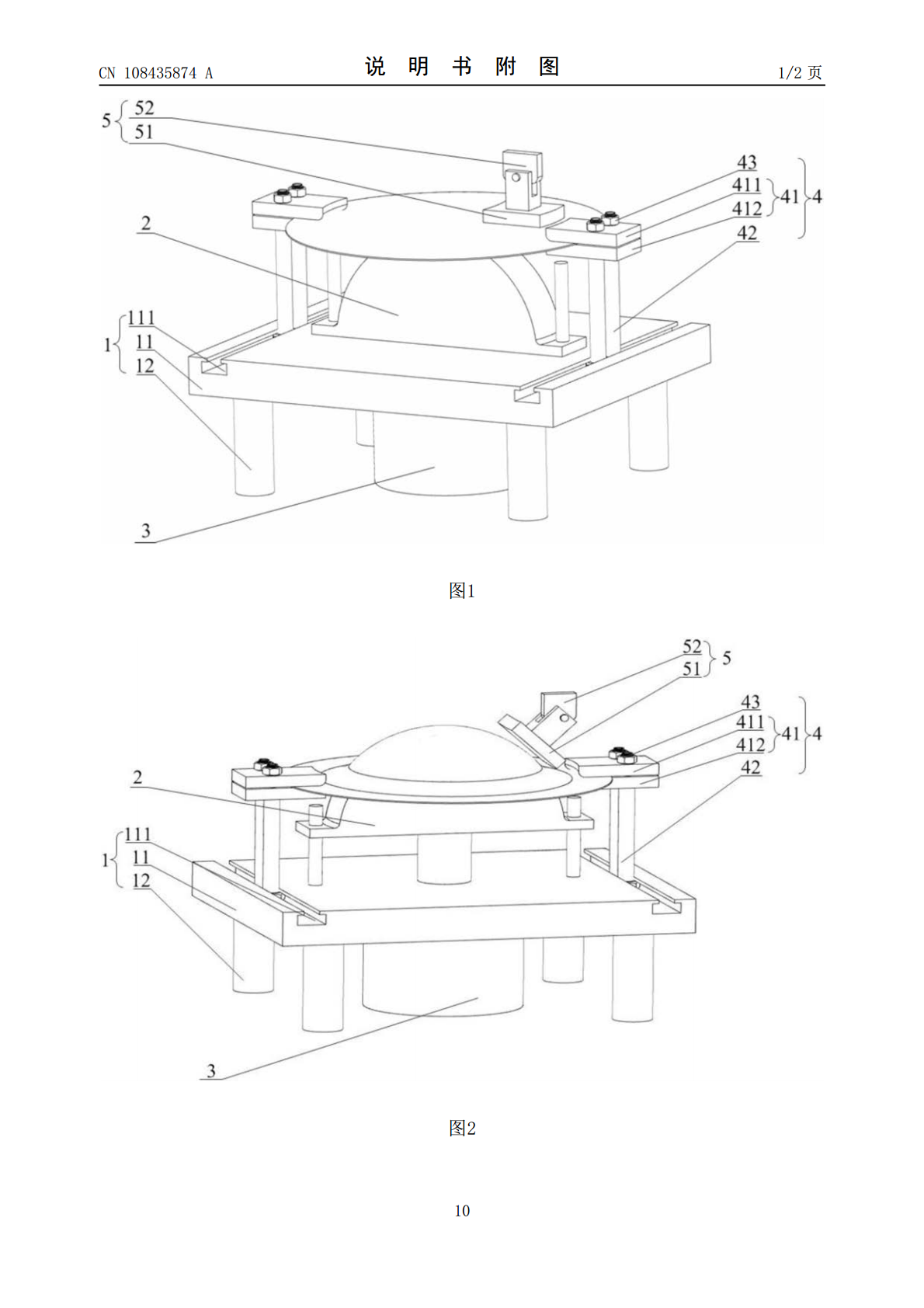
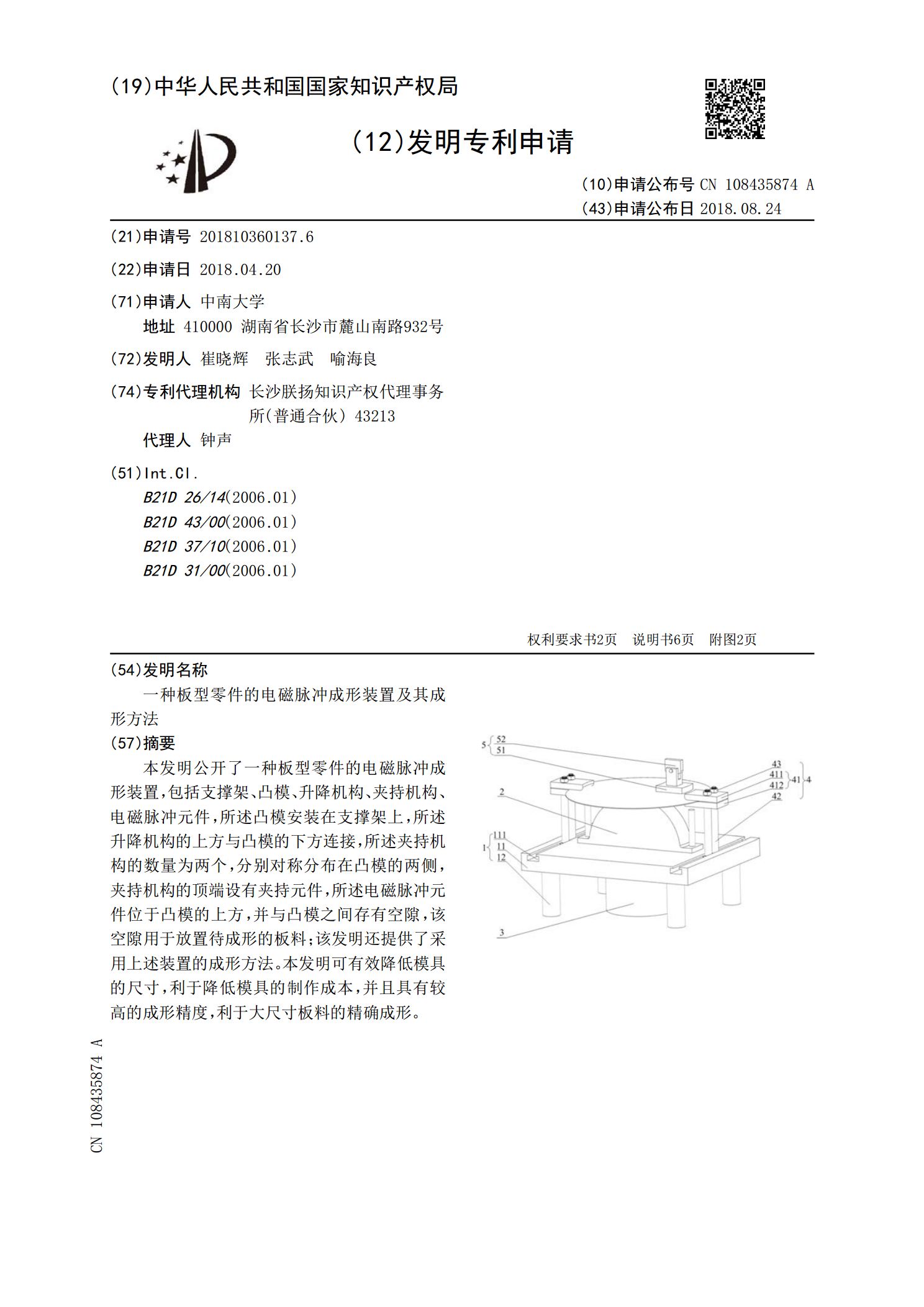
本发明公开了一种板型零件的电磁脉冲成形装置,包括支撑架、凸模、升降机构、夹持机构、电磁脉冲元件,所述凸模安装在支撑架上,所述升降机构的上方与凸模的下方连接,所述夹持机构的数量为两个,分别对称分布在凸模的两侧,夹持机构的顶端设有夹持元件,所述电磁脉冲元件位于凸模的上方,并与凸模之间存有空隙,该空隙用于放置待成形的板料;该发明还提供了采用上述装置的成形方法。本发明可有效降低模具的尺寸,利于降低模具的制作成本,并且具有较高的成形精度,利于大尺寸板料的精确成形。

一种用于板材的电磁-多点复合成形装置及其成形方法.pdf
本发明公开了一种用于板材的电磁‑多点复合成形装置,包括上冲头和下冲头,多个所述上冲头阵列形成所述凸模,多个所述下冲头阵列形成所述凹模,所述凸模和/或凹模内设置有可上下位移的线圈支撑杆,所述线圈支撑杆的靠近所述板材的一端设置有可对所述板材成形的电磁线圈。本发明一方面可以将计算机控制上冲头和下冲头的位置形成形状可变的“柔性模具”,从而实现不同形状的板材的快速成形;另一方面通过电磁成形实现板材,回弹的大幅度降低甚至完全消除,提升了板材成形的质量。
一种金属零件的成形方法及成形装置.pdf
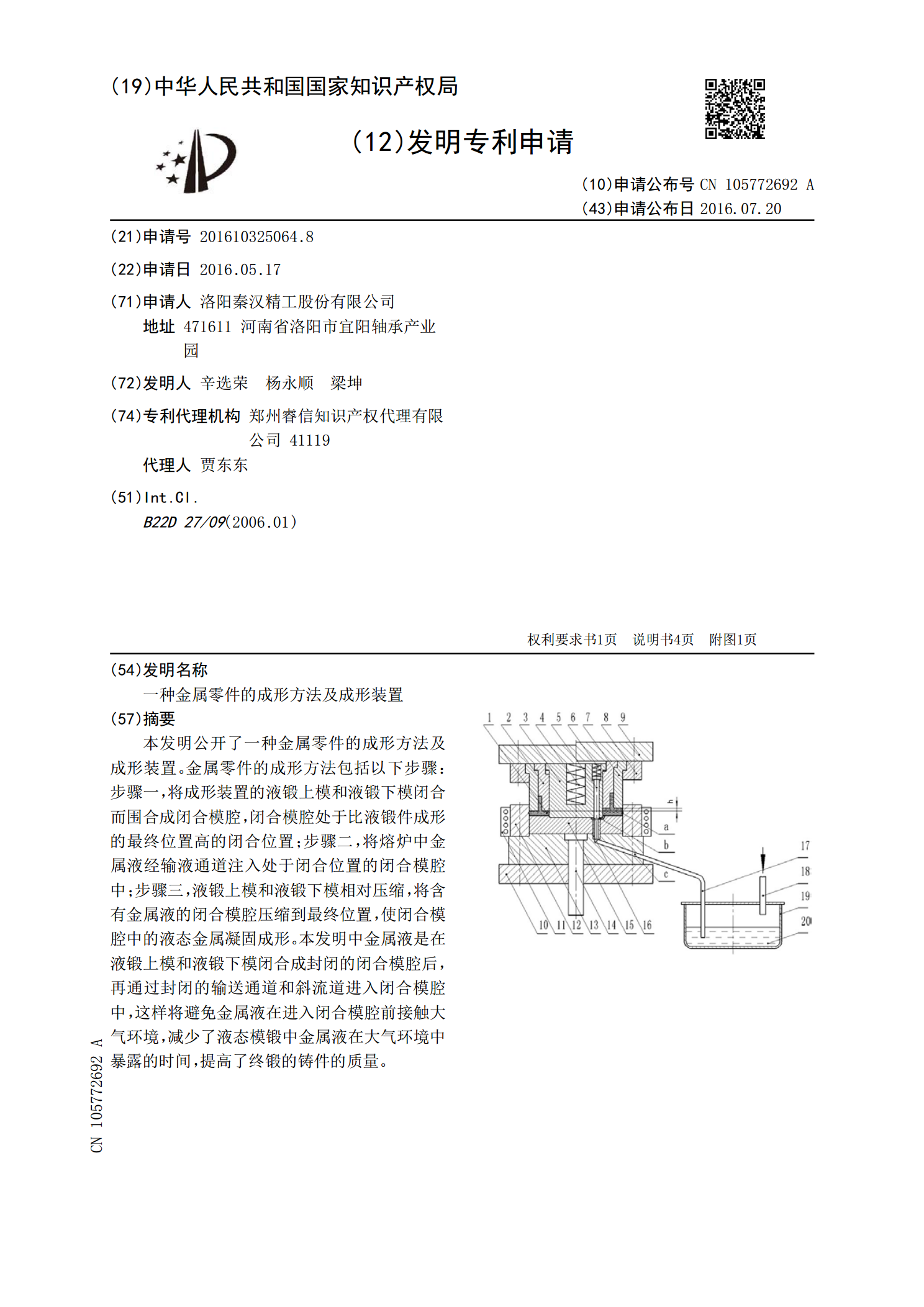
本发明公开了一种金属零件的成形方法及成形装置。金属零件的成形方法包括以下步骤:步骤一,将成形装置的液锻上模和液锻下模闭合而围合成闭合模腔,闭合模腔处于比液锻件成形的最终位置高的闭合位置;步骤二,将熔炉中金属液经输液通道注入处于闭合位置的闭合模腔中;步骤三,液锻上模和液锻下模相对压缩,将含有金属液的闭合模腔压缩到最终位置,使闭合模腔中的液态金属凝固成形。本发明中金属液是在液锻上模和液锻下模闭合成封闭的闭合模腔后,再通过封闭的输送通道和斜流道进入闭合模腔中,这样将避免金属液在进入闭合模腔前接触大气环境,减少了
一种玻璃表面图案成形装置及其成形方法.pdf
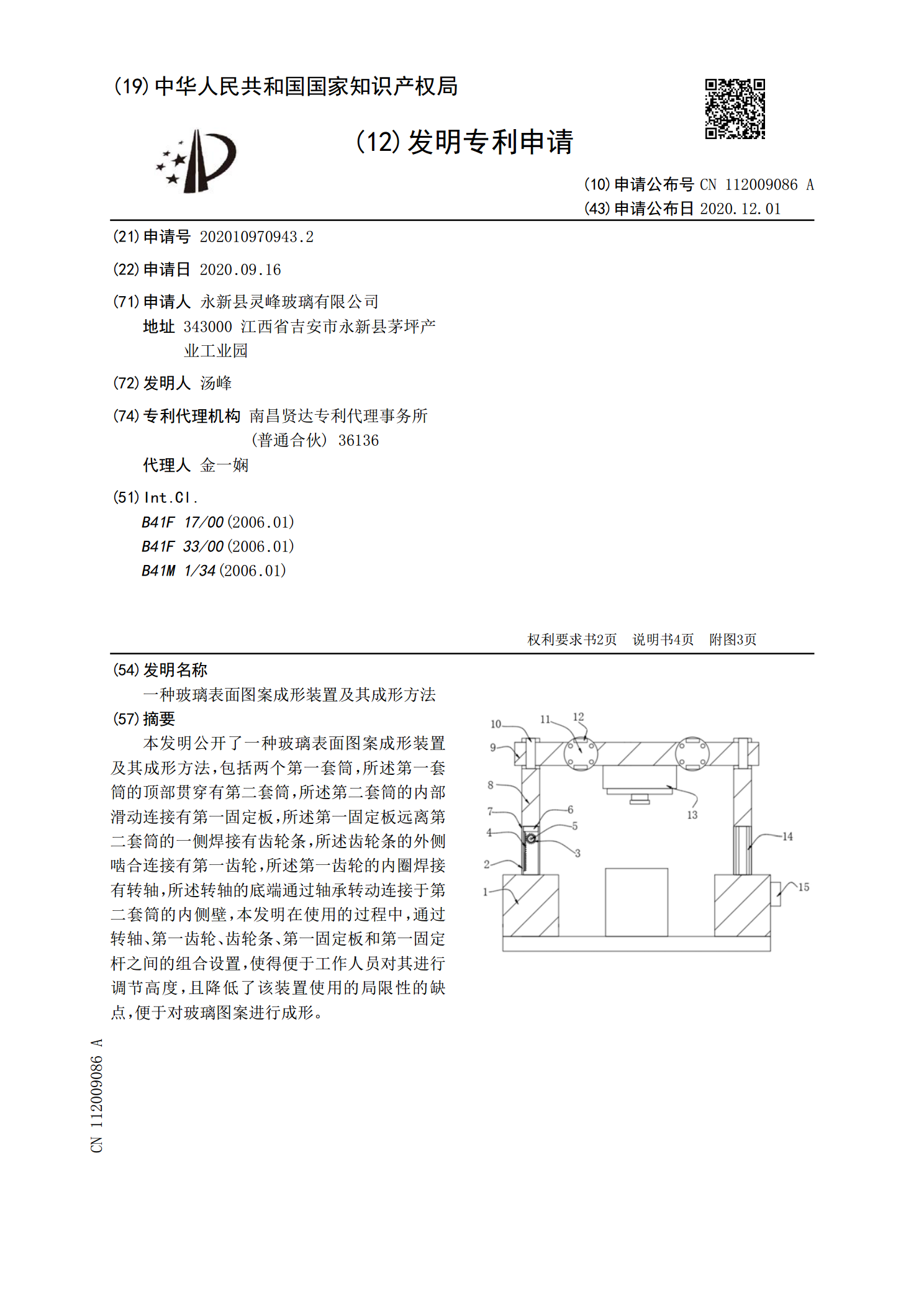
本发明公开了一种玻璃表面图案成形装置及其成形方法,包括两个第一套筒,所述第一套筒的顶部贯穿有第二套筒,所述第二套筒的内部滑动连接有第一固定板,所述第一固定板远离第二套筒的一侧焊接有齿轮条,所述齿轮条的外侧啮合连接有第一齿轮,所述第一齿轮的内圈焊接有转轴,所述转轴的底端通过轴承转动连接于第二套筒的内侧壁,本发明在使用的过程中,通过转轴、第一齿轮、齿轮条、第一固定板和第一固定杆之间的组合设置,使得便于工作人员对其进行调节高度,且降低了该装置使用的局限性的缺点,便于对玻璃图案进行成形。
一种曲面壳体件局部电磁成形辅助装置及成形方法.pdf
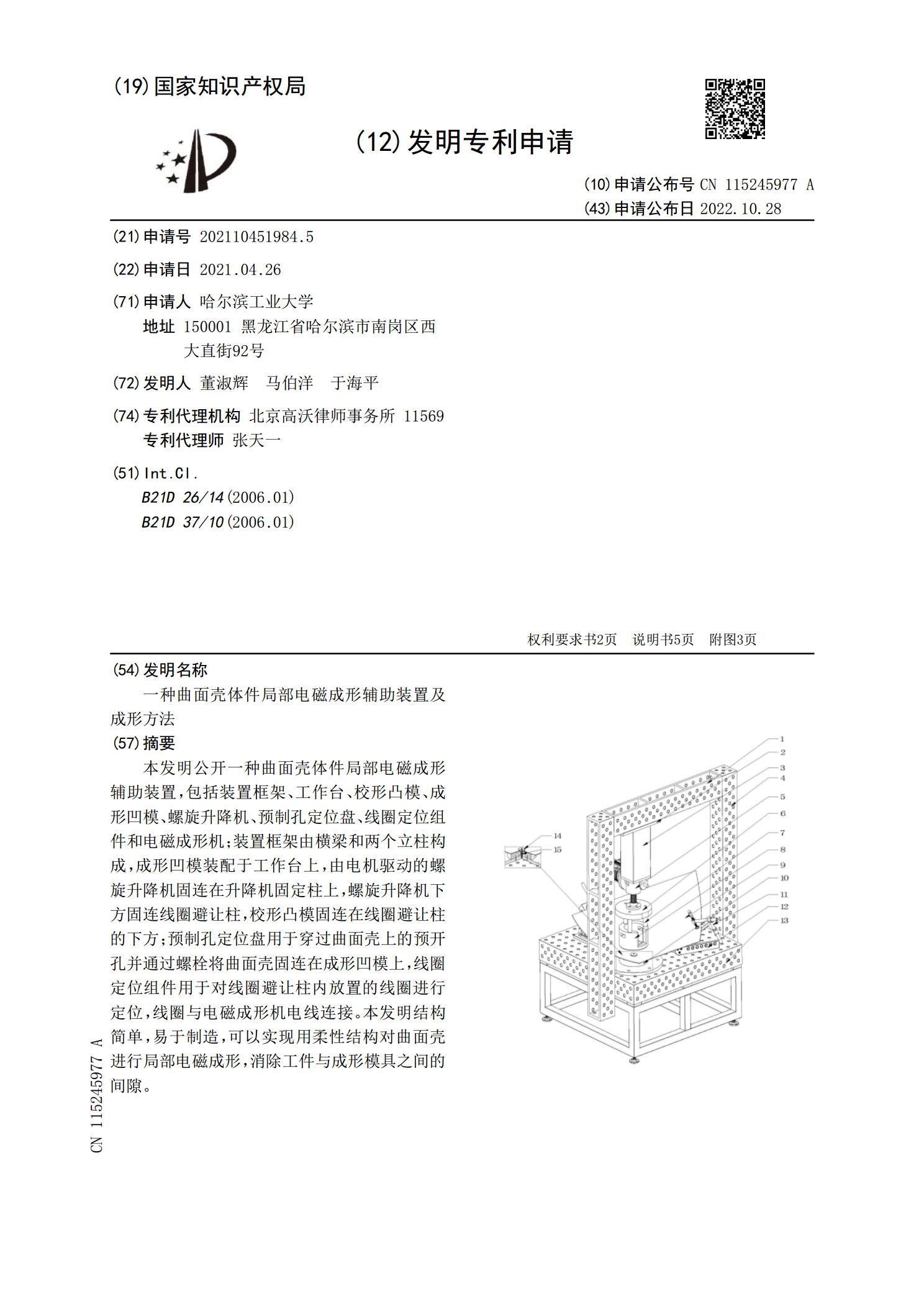
本发明公开一种曲面壳体件局部电磁成形辅助装置,包括装置框架、工作台、校形凸模、成形凹模、螺旋升降机、预制孔定位盘、线圈定位组件和电磁成形机;装置框架由横梁和两个立柱构成,成形凹模装配于工作台上,由电机驱动的螺旋升降机固连在升降机固定柱上,螺旋升降机下方固连线圈避让柱,校形凸模固连在线圈避让柱的下方;预制孔定位盘用于穿过曲面壳上的预开孔并通过螺栓将曲面壳固连在成形凹模上,线圈定位组件用于对线圈避让柱内放置的线圈进行定位,线圈与电磁成形机电线连接。本发明结构简单,易于制造,可以实现用柔性结构对曲面壳进行局部电