
一种用于板材的电磁-多点复合成形装置及其成形方法.pdf

春兰****89

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用于板材的电磁-多点复合成形装置及其成形方法.pdf
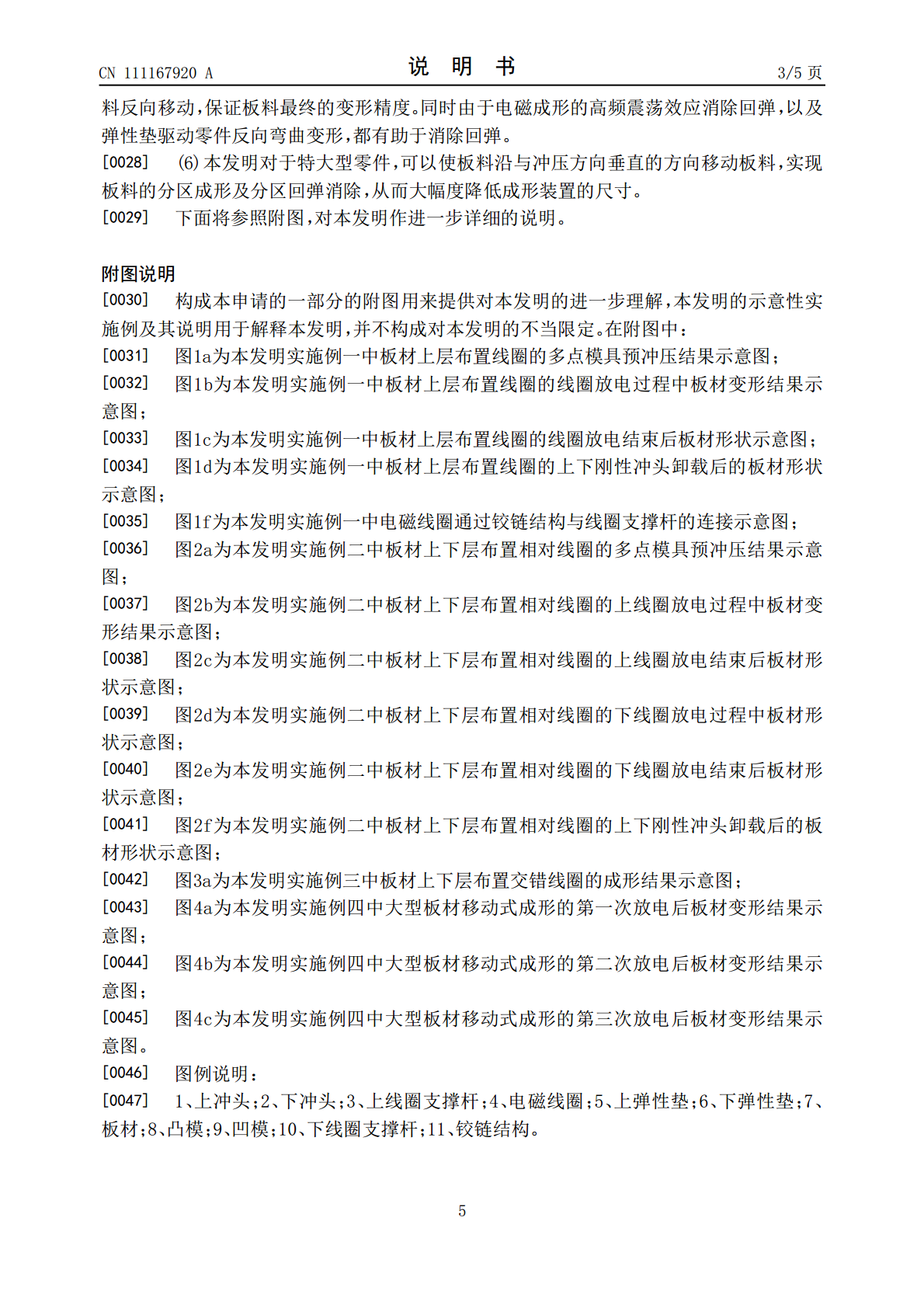
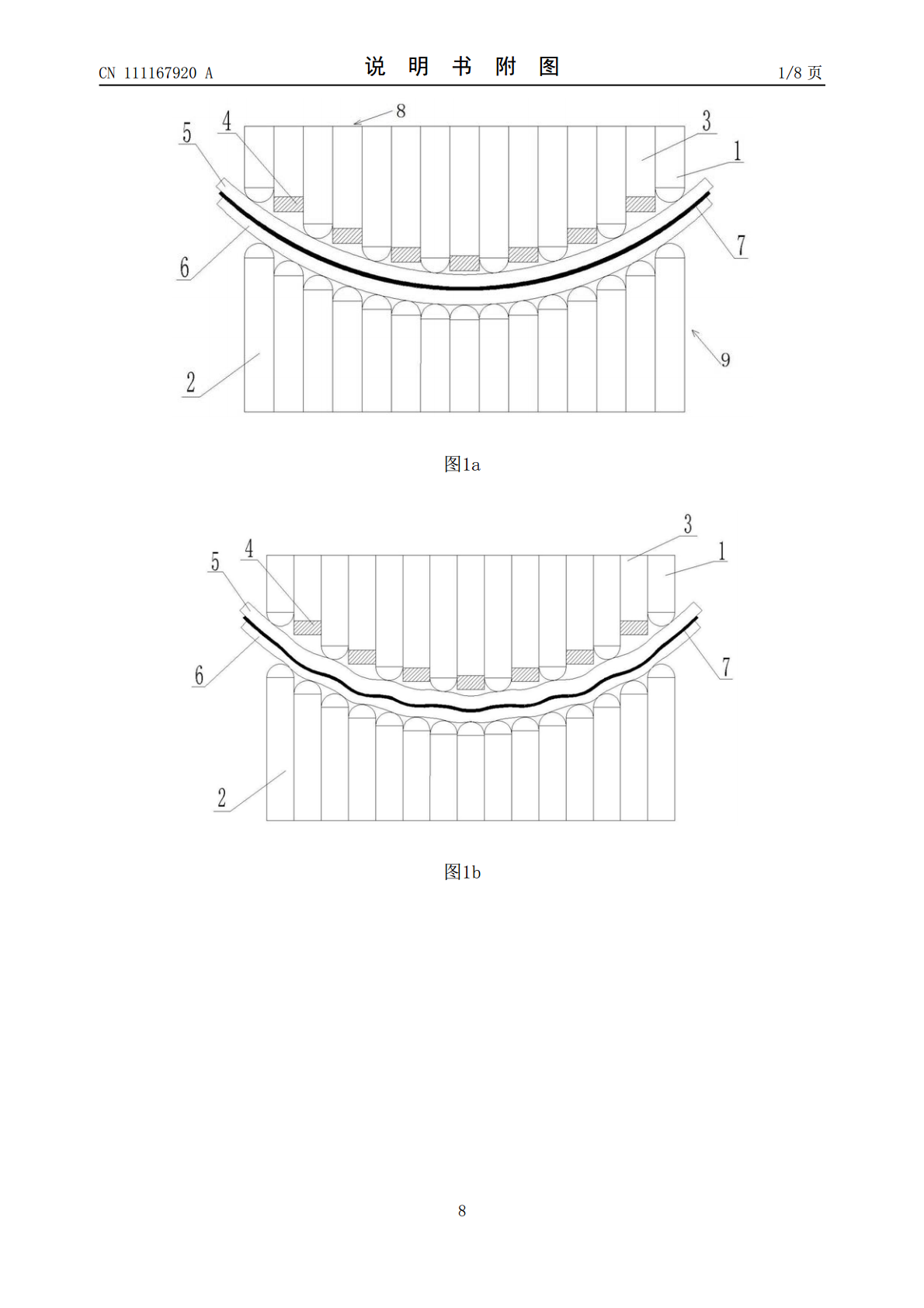
本发明公开了一种用于板材的电磁‑多点复合成形装置,包括上冲头和下冲头,多个所述上冲头阵列形成所述凸模,多个所述下冲头阵列形成所述凹模,所述凸模和/或凹模内设置有可上下位移的线圈支撑杆,所述线圈支撑杆的靠近所述板材的一端设置有可对所述板材成形的电磁线圈。本发明一方面可以将计算机控制上冲头和下冲头的位置形成形状可变的“柔性模具”,从而实现不同形状的板材的快速成形;另一方面通过电磁成形实现板材,回弹的大幅度降低甚至完全消除,提升了板材成形的质量。
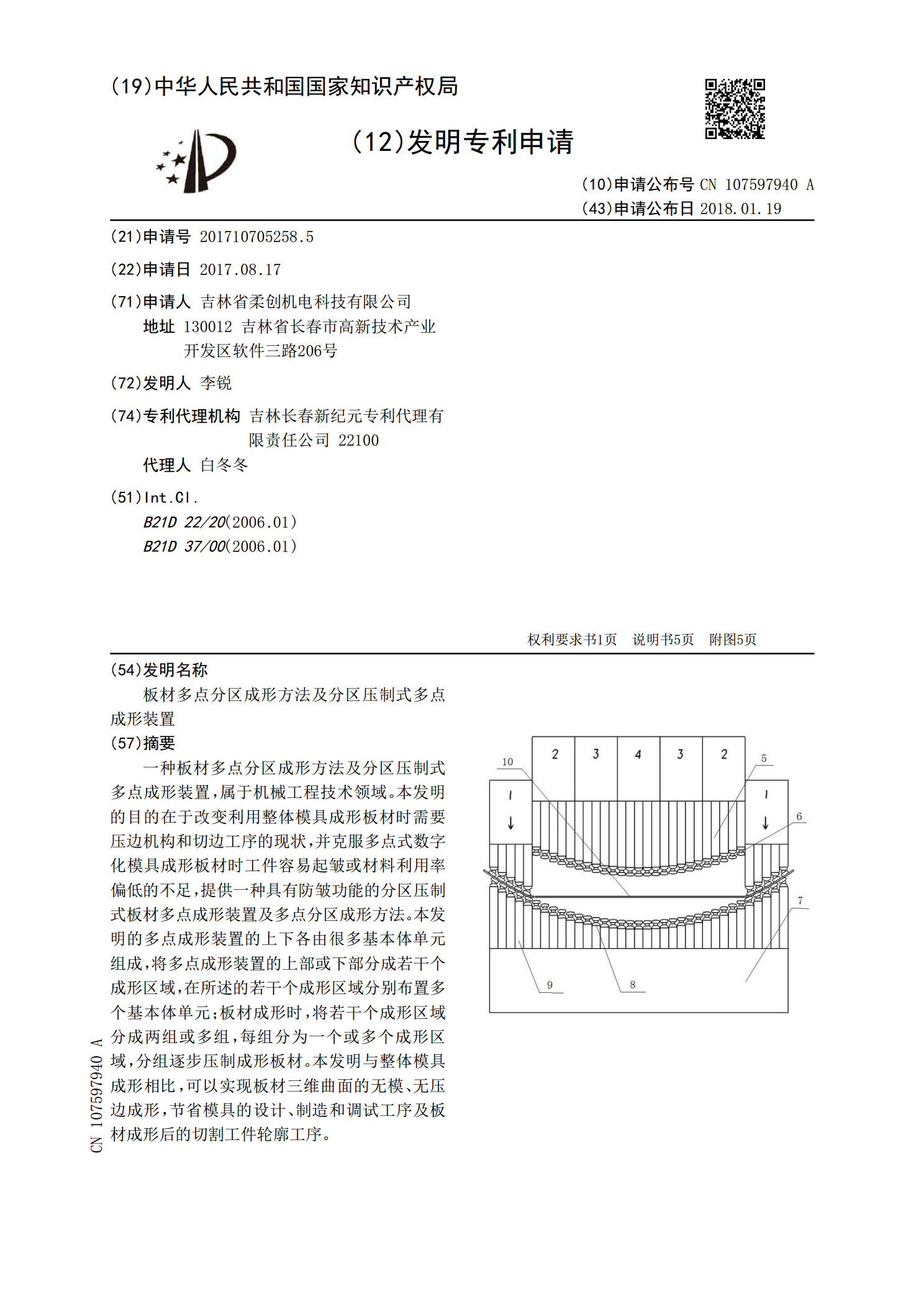
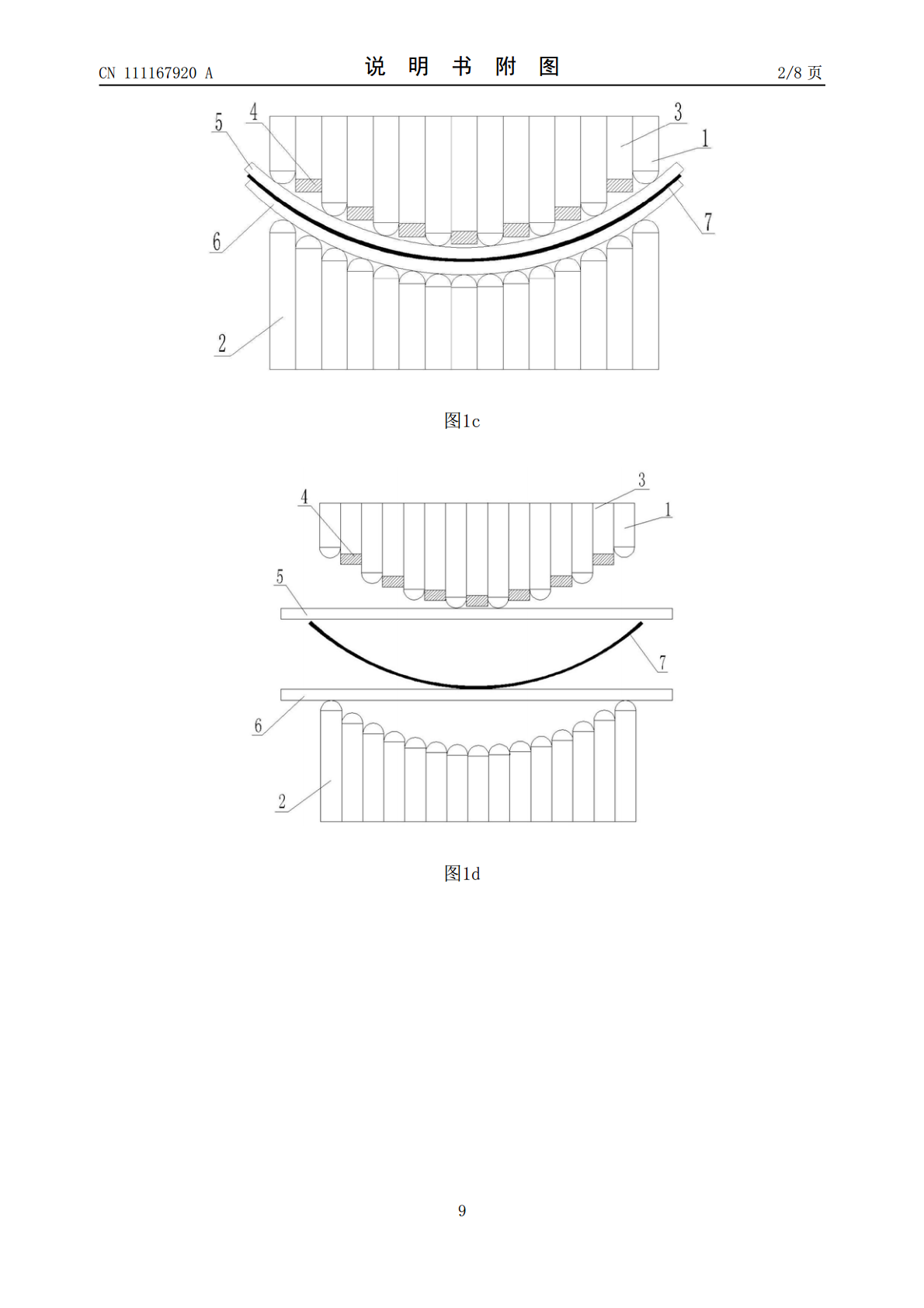
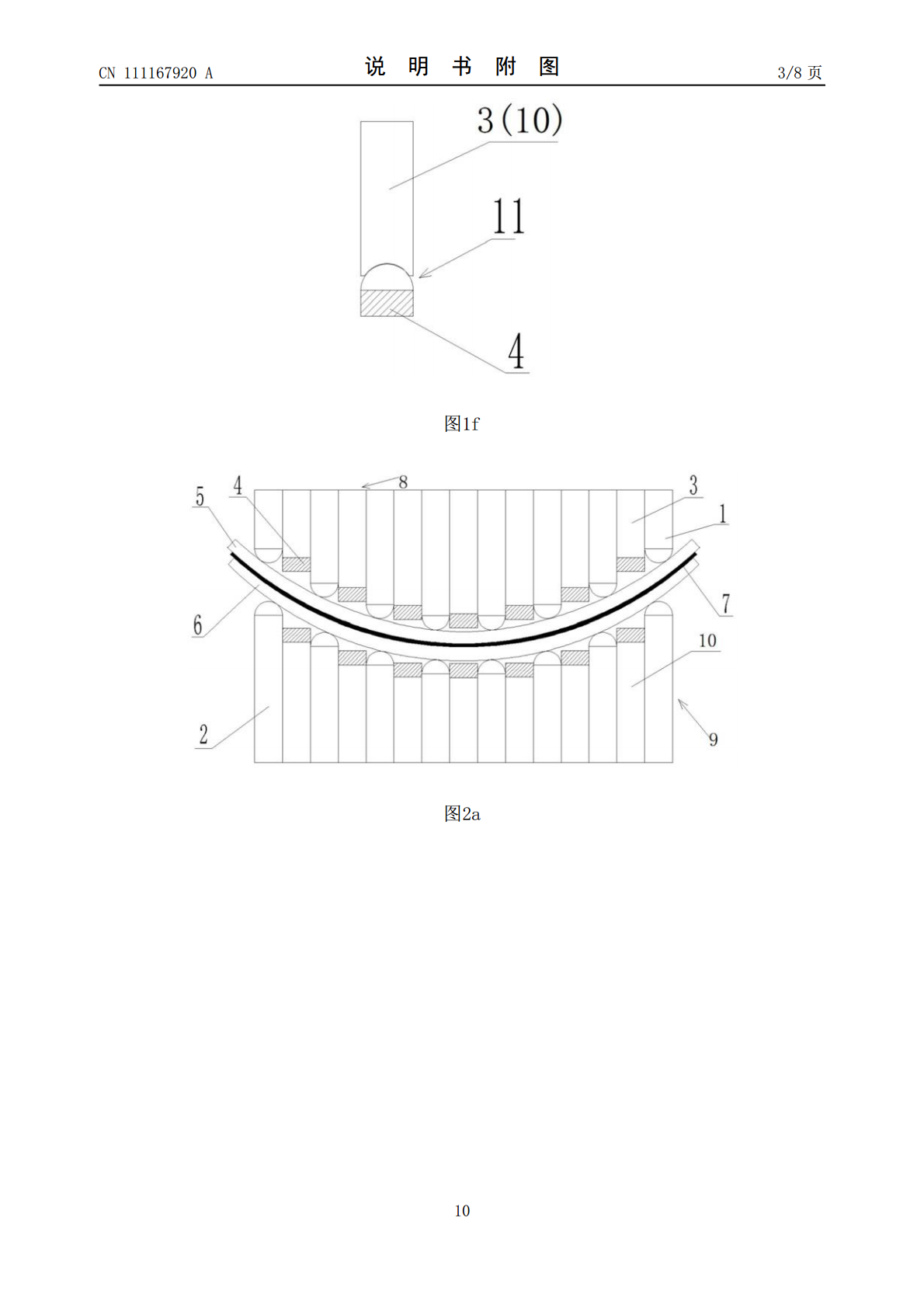
板材多点分区成形方法及分区压制式多点成形装置.pdf
一种板材多点分区成形方法及分区压制式多点成形装置,属于机械工程技术领域。本发明的目的在于改变利用整体模具成形板材时需要压边机构和切边工序的现状,并克服多点式数字化模具成形板材时工件容易起皱或材料利用率偏低的不足,提供一种具有防皱功能的分区压制式板材多点成形装置及多点分区成形方法。本发明的多点成形装置的上下各由很多基本体单元组成,将多点成形装置的上部或下部分成若干个成形区域,在所述的若干个成形区域分别布置多个基本体单元;板材成形时,将若干个成形区域分成两组或多组,每组分为一个或多个成形区域,分组逐步压制成形
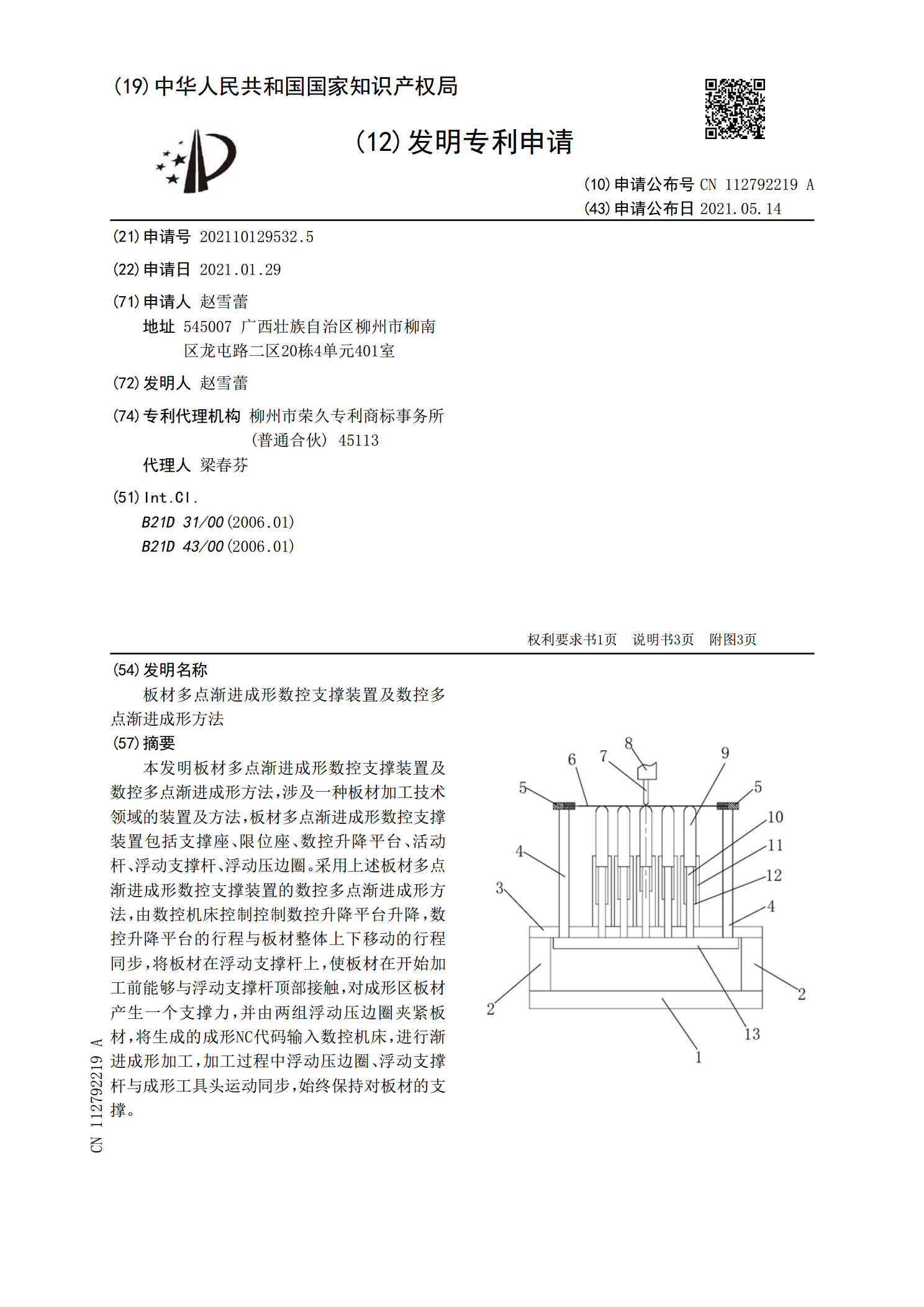
板材多点渐进成形数控支撑装置及数控多点渐进成形方法.pdf
本发明板材多点渐进成形数控支撑装置及数控多点渐进成形方法,涉及一种板材加工技术领域的装置及方法,板材多点渐进成形数控支撑装置包括支撑座、限位座、数控升降平台、活动杆、浮动支撑杆、浮动压边圈。采用上述板材多点渐进成形数控支撑装置的数控多点渐进成形方法,由数控机床控制控制数控升降平台升降,数控升降平台的行程与板材整体上下移动的行程同步,将板材在浮动支撑杆上,使板材在开始加工前能够与浮动支撑杆顶部接触,对成形区板材产生一个支撑力,并由两组浮动压边圈夹紧板材,将生成的成形NC代码输入数控机床,进行渐进成形加工,加

具有防皱功能的板材多点成形装置.pdf
本发明公开了一种具有防皱功能的板材多点成形装置,涉及一种用于板材曲面成形的塑性加工设备,属于机械工程领域。该装置主要由调形单元(1),夹料单元(2),单元固定板(4)及加载机构组成,其特征在于调形单元(1)和夹料单元(2)交错排列,多个高度可调的调形单元(1)可通过调形机构改变其包络面形状,取代传统实体模具,多个被动移位的夹料单元(2)通过背压作用夹持板料,取代压边机构。该装置能够抑制板材成形时的皱纹与回弹,且可用于成形不同尺寸的复杂轮廓曲面件,省去成形后的切边工序,提高板料的利用率。

板材多点复合渐进成形质量的工艺优化.docx
板材多点复合渐进成形质量的工艺优化标题:板材多点复合渐进成形质量的工艺优化摘要:板材多点复合渐进成形是一种重要的材料加工工艺,被广泛应用于航空航天、汽车制造等行业。本论文针对板材多点复合渐进成形的质量问题进行研究,通过对工艺的优化,提高成形质量,并减少不良缺陷的产生。本文首先对板材多点复合渐进成形的基本原理进行介绍,然后针对影响成形质量的关键因素进行分析,并提出相应的优化措施。最后,通过实验验证了优化后的工艺对成形质量的提升效果。1.引言板材多点复合渐进成形是一种在板材表面施加多个点力逐渐拉伸材料的加工方