
一种用于加工薄壁件内孔的车用工装.pdf

努力****承悦


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种用于加工薄壁件内孔的车用工装.pdf
本发明公开一种用于加工薄壁件内孔的车用工装,其特征在于:包括连接盘和压板,其中连接盘与定位盘的轴心线在同一条直线上,连接盘的右部与定位盘左部固定,且定位盘中心孔的右端设有定位止口;连接盘与定位盘之间沿周向设有2-4个气缸,气缸的活塞杆与定位盘的轴心线平行,且气缸的缸体与定位盘外壁固定;压板的数目为一块,压板的中心处开有一个车刀让位孔,连接螺钉穿过压板上的螺纹安装孔后,分别与对应气缸的活塞杆右端固定。本发明对薄壁件的外圆面进行定位,并通过气缸和压板将薄壁件的端面压紧,这样就使薄壁件的侧壁不承受径向的力,从而
一种用于车床磨削内孔的加工装置及加工方法.pdf
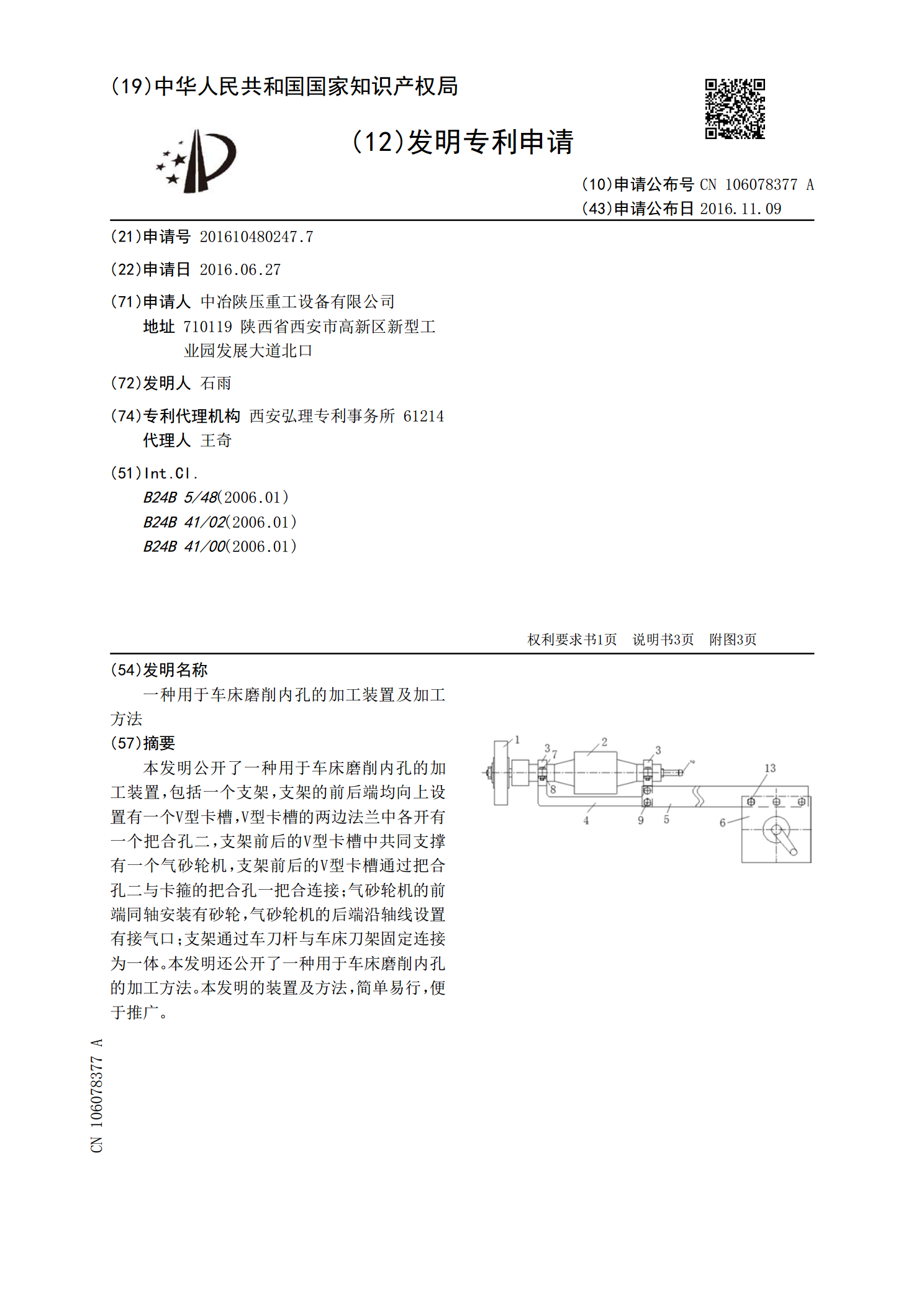
本发明公开了一种用于车床磨削内孔的加工装置,包括一个支架,支架的前后端均向上设置有一个V型卡槽,V型卡槽的两边法兰中各开有一个把合孔二,支架前后的V型卡槽中共同支撑有一个气砂轮机,支架前后的V型卡槽通过把合孔二与卡箍的把合孔一把合连接;气砂轮机的前端同轴安装有砂轮,气砂轮机的后端沿轴线设置有接气口;支架通过车刀杆与车床刀架固定连接为一体。本发明还公开了一种用于车床磨削内孔的加工方法。本发明的装置及方法,简单易行,便于推广。
薄壁筒形件车加工装夹方法.pdf
本发明涉及一种薄壁筒形件车加工装夹方法。常规传统方法是采用加强肋板焊在薄壁筒体内部作为支撑,用内爪夹盘撑紧薄壁筒体一端加工其外表面,工件车加工时受刀具轴向切削力和工件切削热作用,会产生弹性变形影响工件的尺寸精度和形状精度最终影响加工质量。本发明方法包括:一种薄壁筒形件车加工装夹方法,首先在加工之前制作两件与薄壁筒形工件长度相近的套管分别作为内外径支撑,内径支撑套管比工件内径小1.5~2mm用于加工零件外表面时使用;外径支撑套管与工件外径相等,在一侧纵向切开成为开口套筒用于方便套装工件。本发明用于薄壁筒形件
用于塑料薄壁承插管件车加工的工装夹具及其装夹方法.pdf
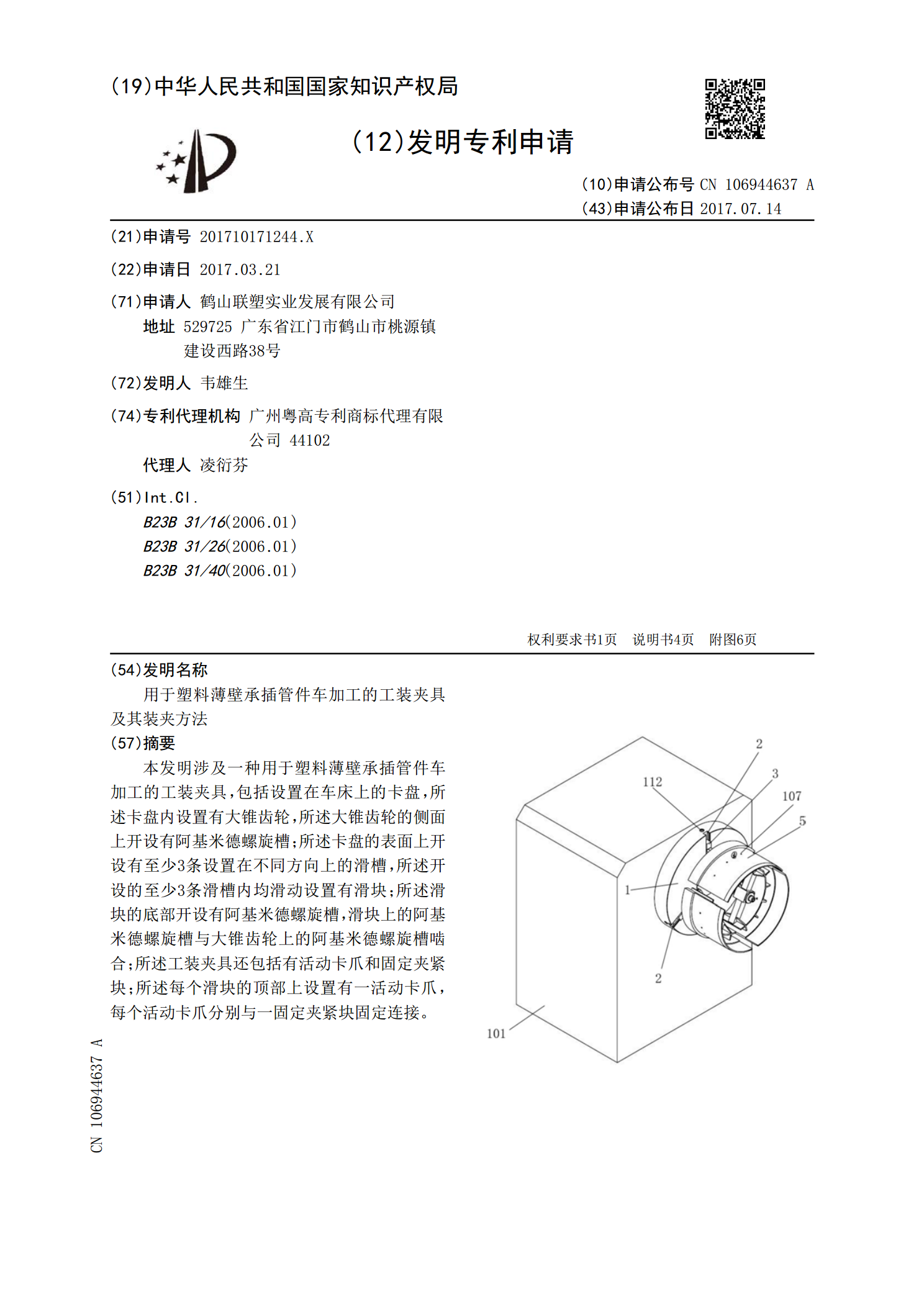
本发明涉及一种用于塑料薄壁承插管件车加工的工装夹具,包括设置在车床上的卡盘,所述卡盘内设置有大锥齿轮,所述大锥齿轮的侧面上开设有阿基米德螺旋槽;所述卡盘的表面上开设有至少3条设置在不同方向上的滑槽,所述开设的至少3条滑槽内均滑动设置有滑块;所述滑块的底部开设有阿基米德螺旋槽,滑块上的阿基米德螺旋槽与大锥齿轮上的阿基米德螺旋槽啮合;所述工装夹具还包括有活动卡爪和固定夹紧块;所述每个滑块的顶部上设置有一活动卡爪,每个活动卡爪分别与一固定夹紧块固定连接。
一种工业用轴类零件内孔加工装置.pdf
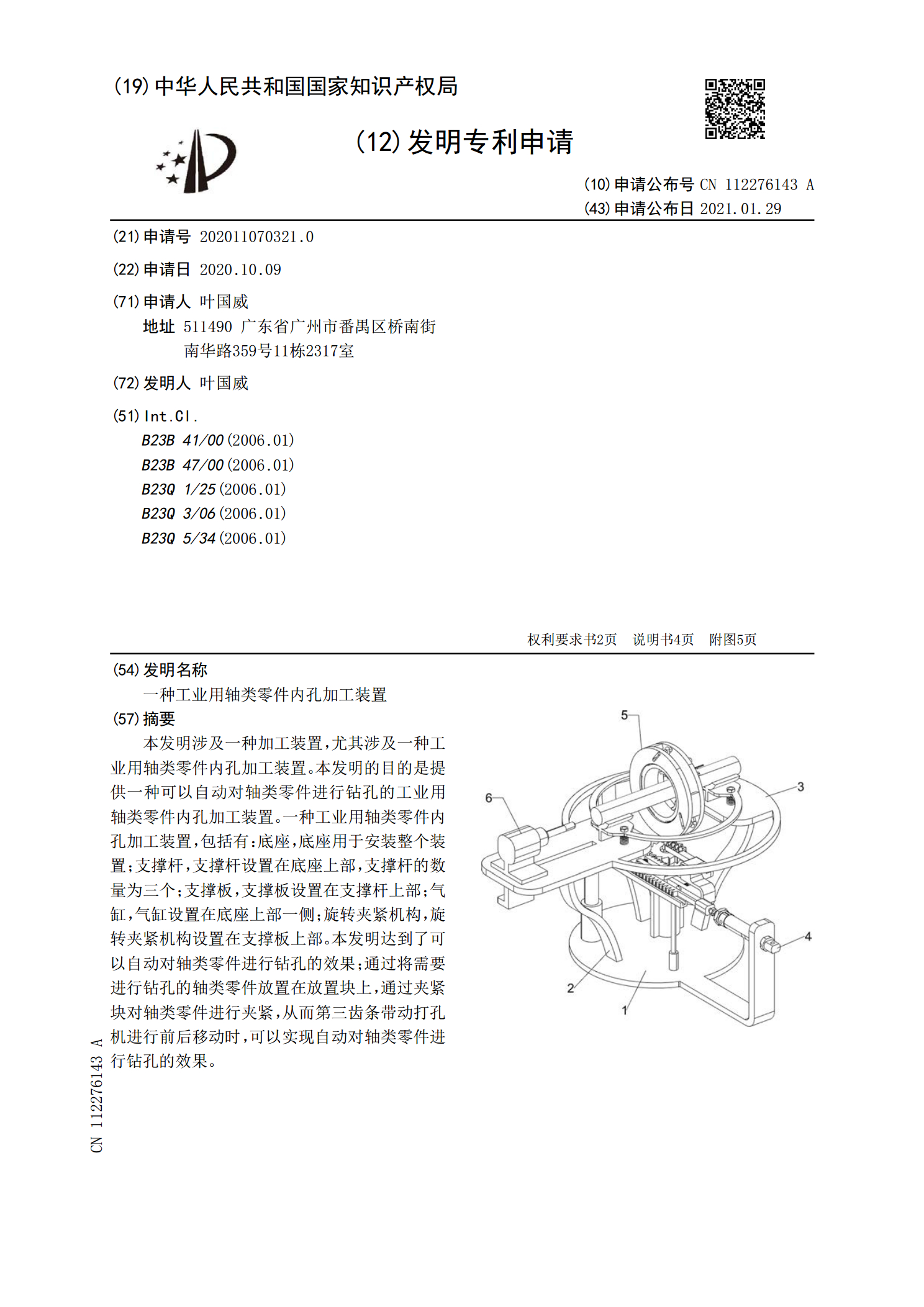
本发明涉及一种加工装置,尤其涉及一种工业用轴类零件内孔加工装置。本发明的目的是提供一种可以自动对轴类零件进行钻孔的工业用轴类零件内孔加工装置。一种工业用轴类零件内孔加工装置,包括有:底座,底座用于安装整个装置;支撑杆,支撑杆设置在底座上部,支撑杆的数量为三个;支撑板,支撑板设置在支撑杆上部;气缸,气缸设置在底座上部一侧;旋转夹紧机构,旋转夹紧机构设置在支撑板上部。本发明达到了可以自动对轴类零件进行钻孔的效果;通过将需要进行钻孔的轴类零件放置在放置块上,通过夹紧块对轴类零件进行夹紧,从而第三齿条带动打孔机进