
一种薄壁筒体可旋转加工装置及其使用方法.pdf

志信****pp

1/7
2/7

3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄壁筒体可旋转加工装置及其使用方法.pdf
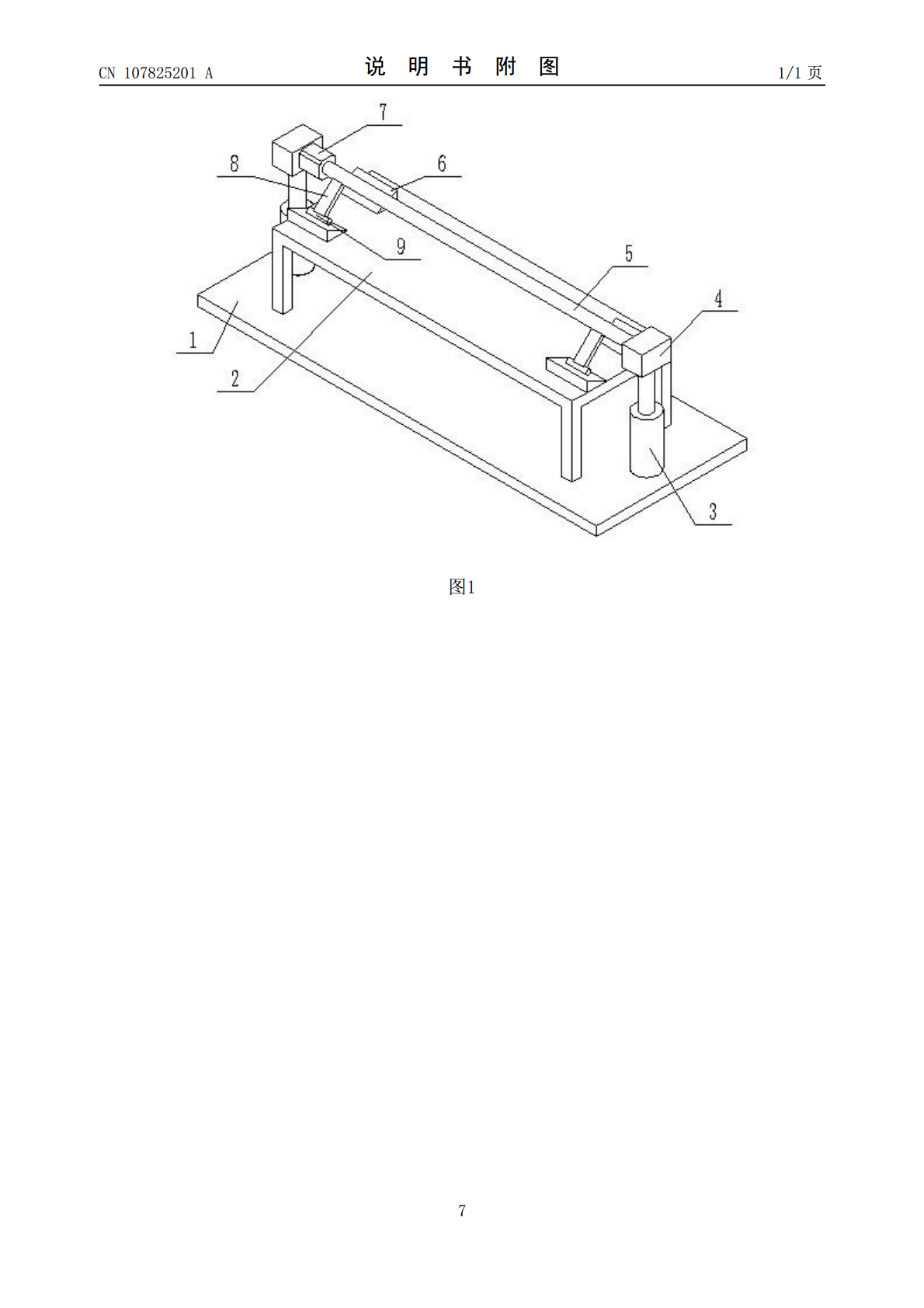
本发明公开了一种薄壁筒体可旋转加工装置及其使用方法,它属于薄壁筒体加工领域,包括底座,底座上设有支架,支架平台上设有两块相对的斜块,薄壁筒体将被吊装到斜块上,支架两端的底座上分别设有一个升降驱动,每个升降驱动上均设有一个支撑块,其中一支撑块上设有旋转驱动,旋转驱动连接有一根圆管,另一支撑块上设有花键孔,圆管另一端与花键孔花键连接;本发明圆管上还设有两根支杆,两支杆分别与两斜块对应,支杆垂直于对应的斜块的斜面,两支杆末端均设有开关式强磁弧形块,通过开关式强磁弧形块和斜块结合对筒壁某一点或者是某一块区域进行固

一种薄壁筒体防变形定位装置及其使用方法.pdf
本发明公开了一种薄壁筒体防变形定位装置及其使用方法,它属于薄壁筒体定位领域,包括底座,底座上设有支架,支架平台上设有两块相对的斜块,薄壁筒体将被吊装到斜块上,支架两端的支座上分别设有一个升降驱动,每个升降驱动上均设有一个支撑块,其中一支撑块上固定连接有一根圆管,另一支撑块上设有花键孔,圆管另一端与花键孔花键连接;本发明圆管上还设有两根支杆,两支杆分别与两斜块对应,支杆垂直于对应的斜块的斜面,两支杆末端均设有弧形块,通过弧形块和斜块结合对筒壁某一点或者是某一块区域进行固定,不仅不需要对筒体向外扩撑,也不需要

一种纸筒旋转装置及其使用方法.pdf
本发明公开了一种纸筒旋转装置及其使用方法,包括旋转轴,所述旋转轴内套有气缸拉杆,所述气缸拉杆一端与气缸相连,气缸拉杆另一端与滑动套相连,所述滑动套套在旋转轴一端,所述滑动套上设有第一连接杆,所述第一连接杆与移动盘相连,所述移动盘与调整杆相连,所述调整杆与支撑杆一端相连,所述支撑杆另一端与固定盘相连,所述固定盘与第二连接杆相连所述第二连接杆固定在旋转轴上,所述旋转轴另一端通过轴承与轴承座相连,所述旋转轴还与动力装置相连。本发明达到了快速便捷套住纸筒,并带动纸筒旋转,提高了套筒效率的优点。

薄壁筒体紧固装置.pdf
一种薄壁筒体紧固装置,涉及车床加工薄壁筒形工件的工装,设有芯轴,芯轴中央设有隔套,隔套左侧的芯轴上依次设有左挡板、左锥套、左压块、挡环,隔套右侧的芯轴上依次设有右挡板、右锥套、右压块,隔套、左挡板、左锥套、左压块、右挡板、右锥套、右压块都可以在芯轴上滑动,左挡板和左锥套、右挡板和右锥套之间分别设有轴向间隙,挡环固定设置在芯轴上,右压块右侧的芯轴上设有紧固螺母,左锥套和右锥套的外周锥形面上分别与其配合的设有内孔为锥形、由多个半环组成的环形哈夫块。先将薄壁筒体紧固在薄壁筒体紧固装置上,车床固定住芯轴就可以将薄
一种薄壁筒体撑圆装置及其制作方法.pdf
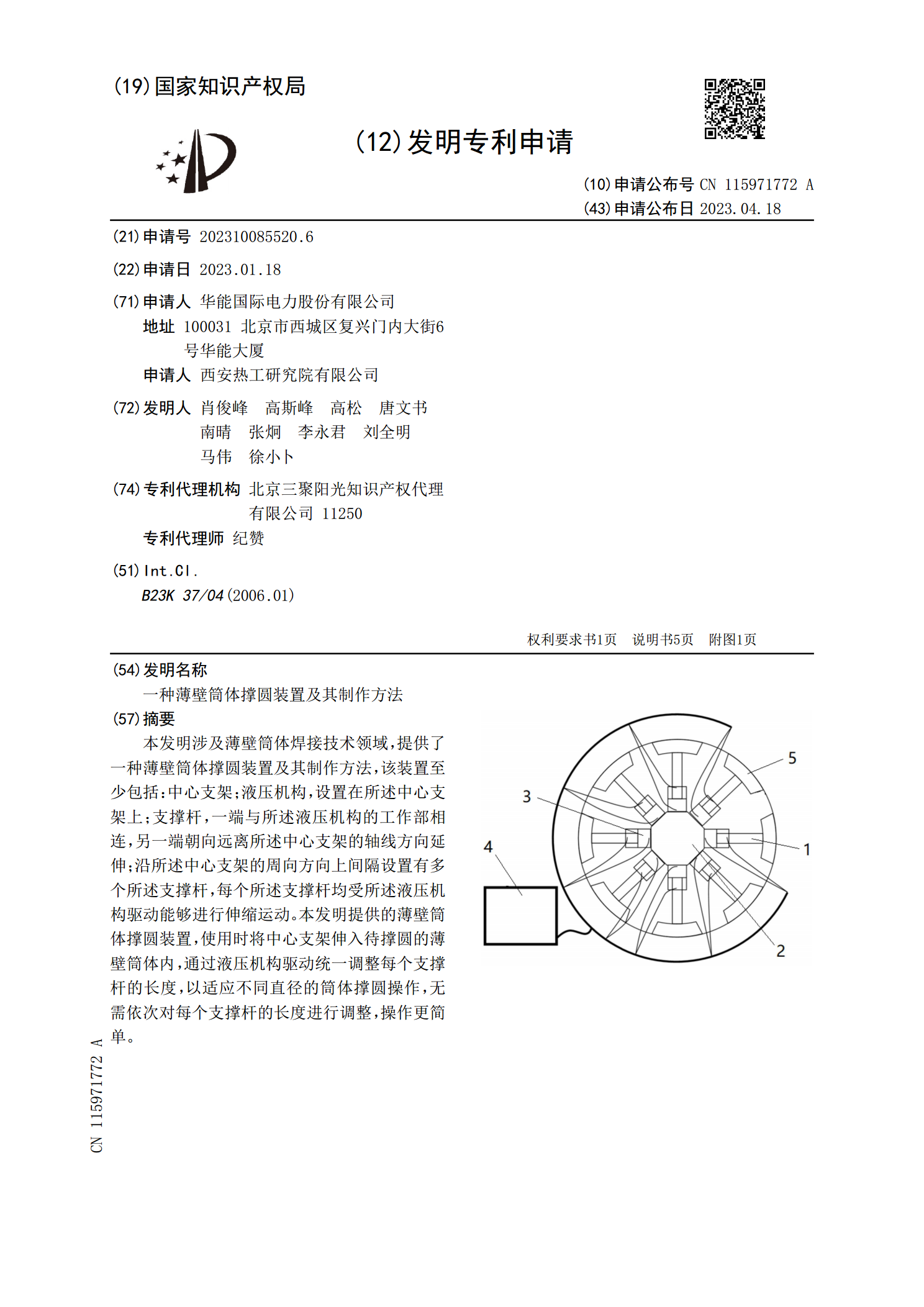
本发明涉及薄壁筒体焊接技术领域,提供了一种薄壁筒体撑圆装置及其制作方法,该装置至少包括:中心支架;液压机构,设置在所述中心支架上;支撑杆,一端与所述液压机构的工作部相连,另一端朝向远离所述中心支架的轴线方向延伸;沿所述中心支架的周向方向上间隔设置有多个所述支撑杆,每个所述支撑杆均受所述液压机构驱动能够进行伸缩运动。本发明提供的薄壁筒体撑圆装置,使用时将中心支架伸入待撑圆的薄壁筒体内,通过液压机构驱动统一调整每个支撑杆的长度,以适应不同直径的筒体撑圆操作,无需依次对每个支撑杆的长度进行调整,操作更简单。