
一种锻造用分料装置.pdf

一条****淑淑

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锻造用分料装置.pdf
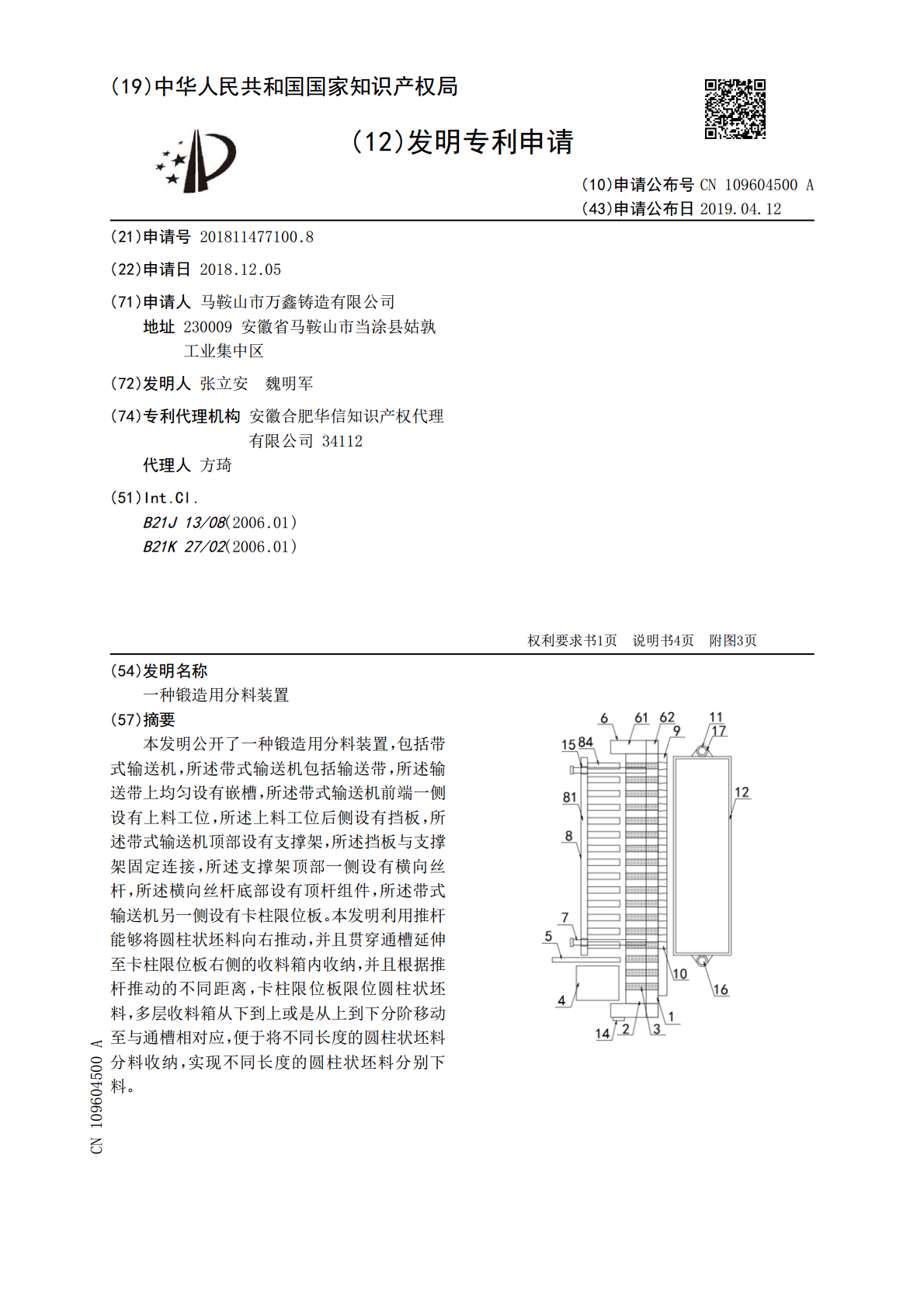
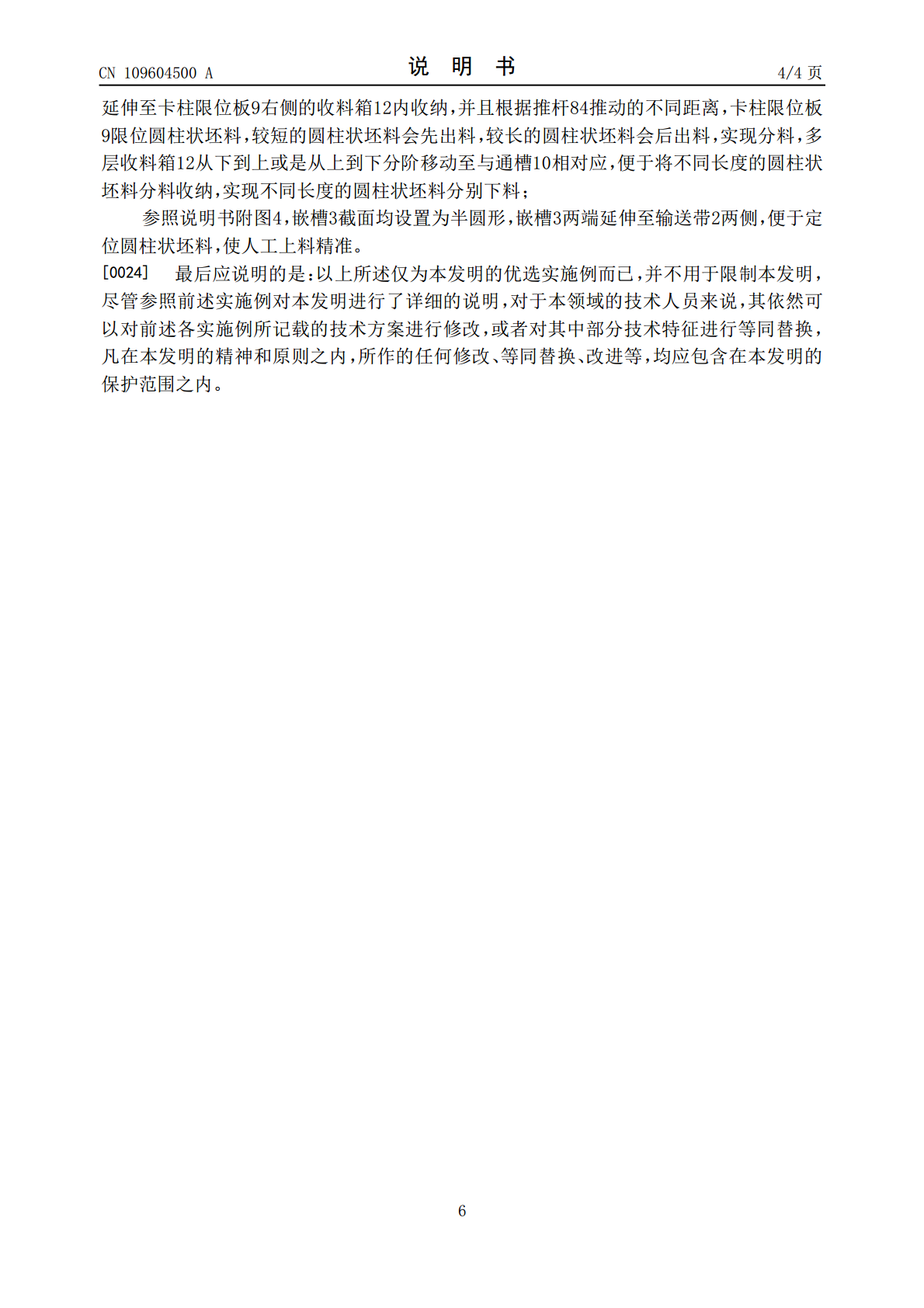
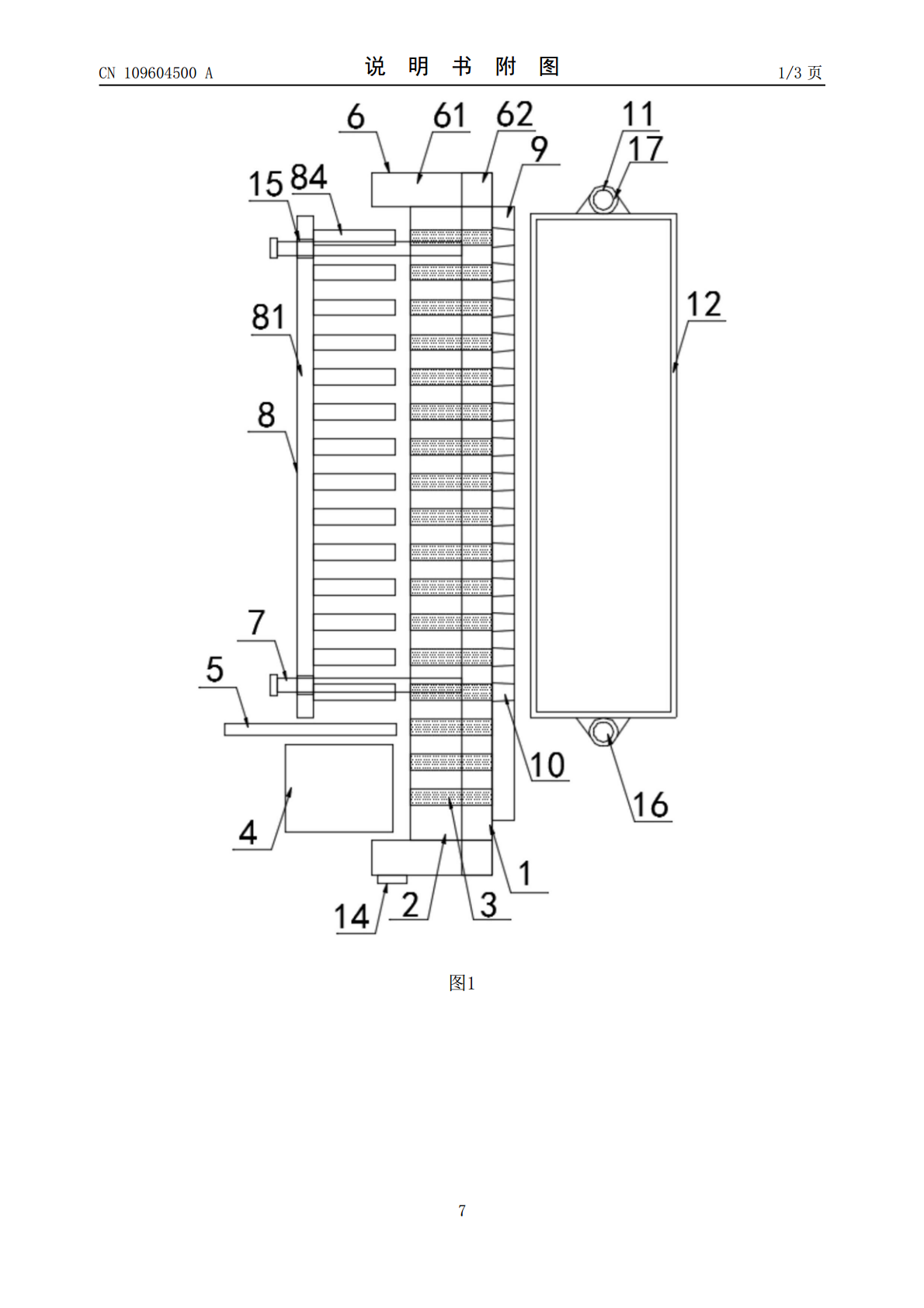
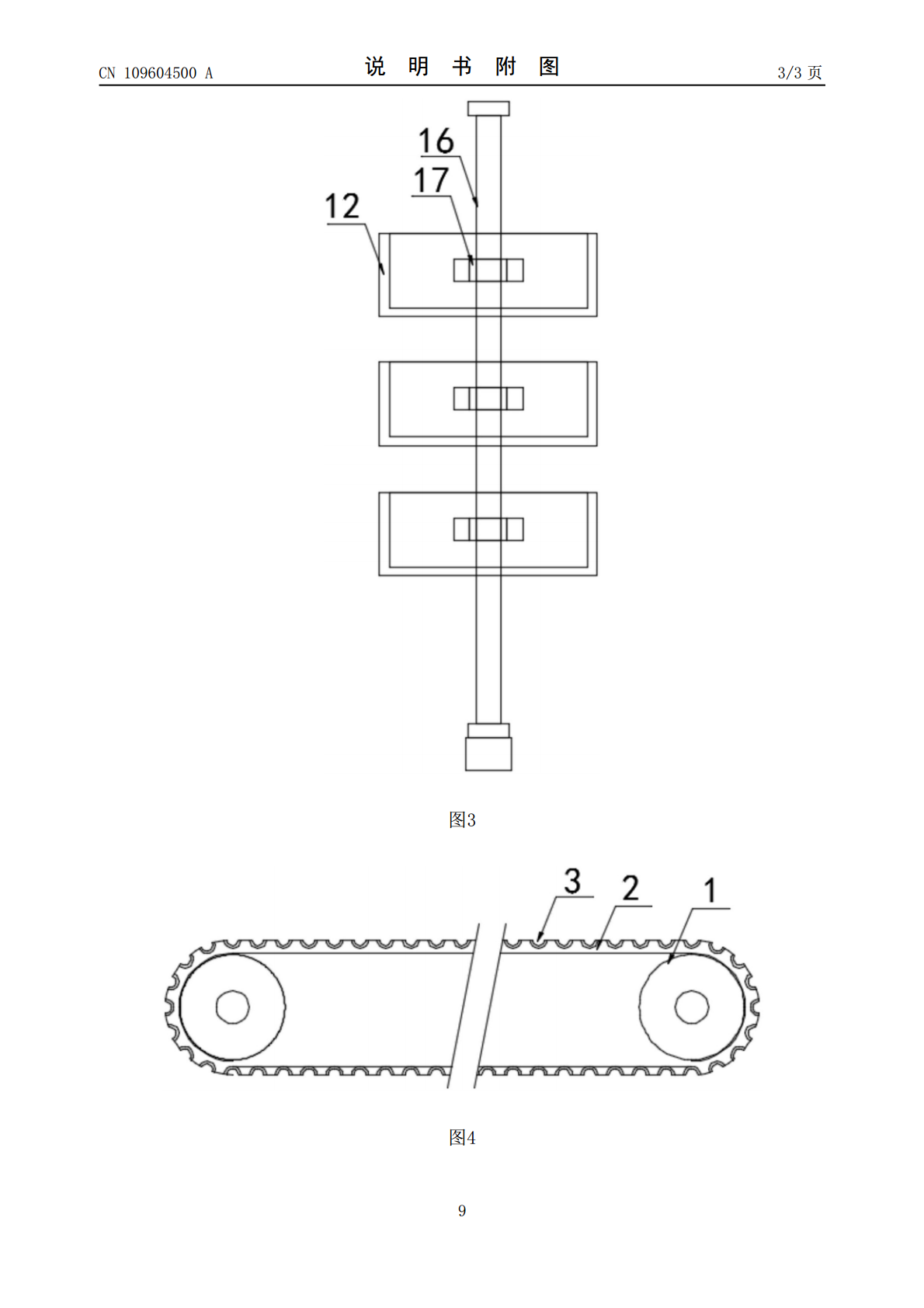
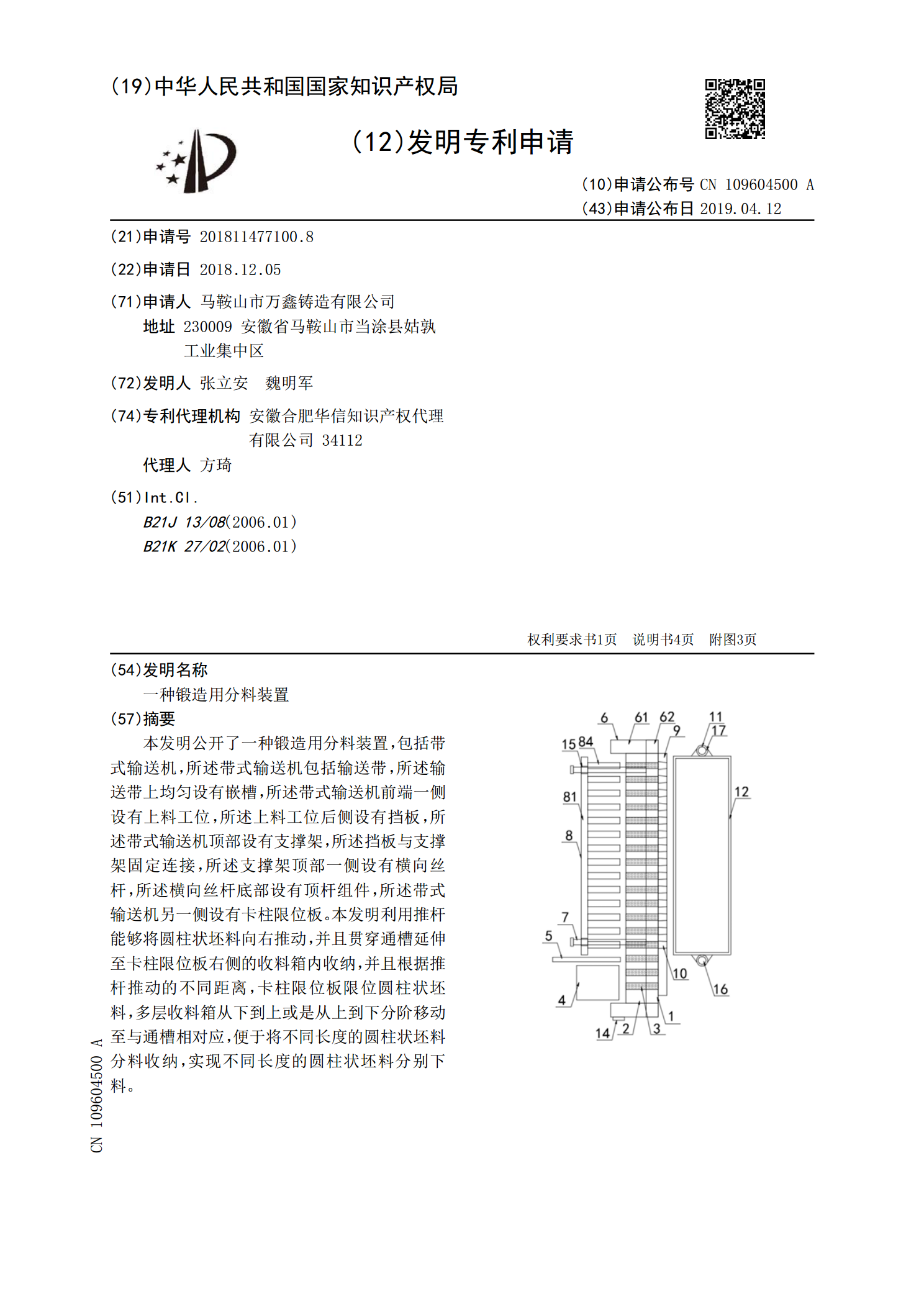
本发明公开了一种锻造用分料装置,包括带式输送机,所述带式输送机包括输送带,所述输送带上均匀设有嵌槽,所述带式输送机前端一侧设有上料工位,所述上料工位后侧设有挡板,所述带式输送机顶部设有支撑架,所述挡板与支撑架固定连接,所述支撑架顶部一侧设有横向丝杆,所述横向丝杆底部设有顶杆组件,所述带式输送机另一侧设有卡柱限位板。本发明利用推杆能够将圆柱状坯料向右推动,并且贯穿通槽延伸至卡柱限位板右侧的收料箱内收纳,并且根据推杆推动的不同距离,卡柱限位板限位圆柱状坯料,多层收料箱从下到上或是从上到下分阶移动至与通槽相对应
锻造用分料装置.pdf
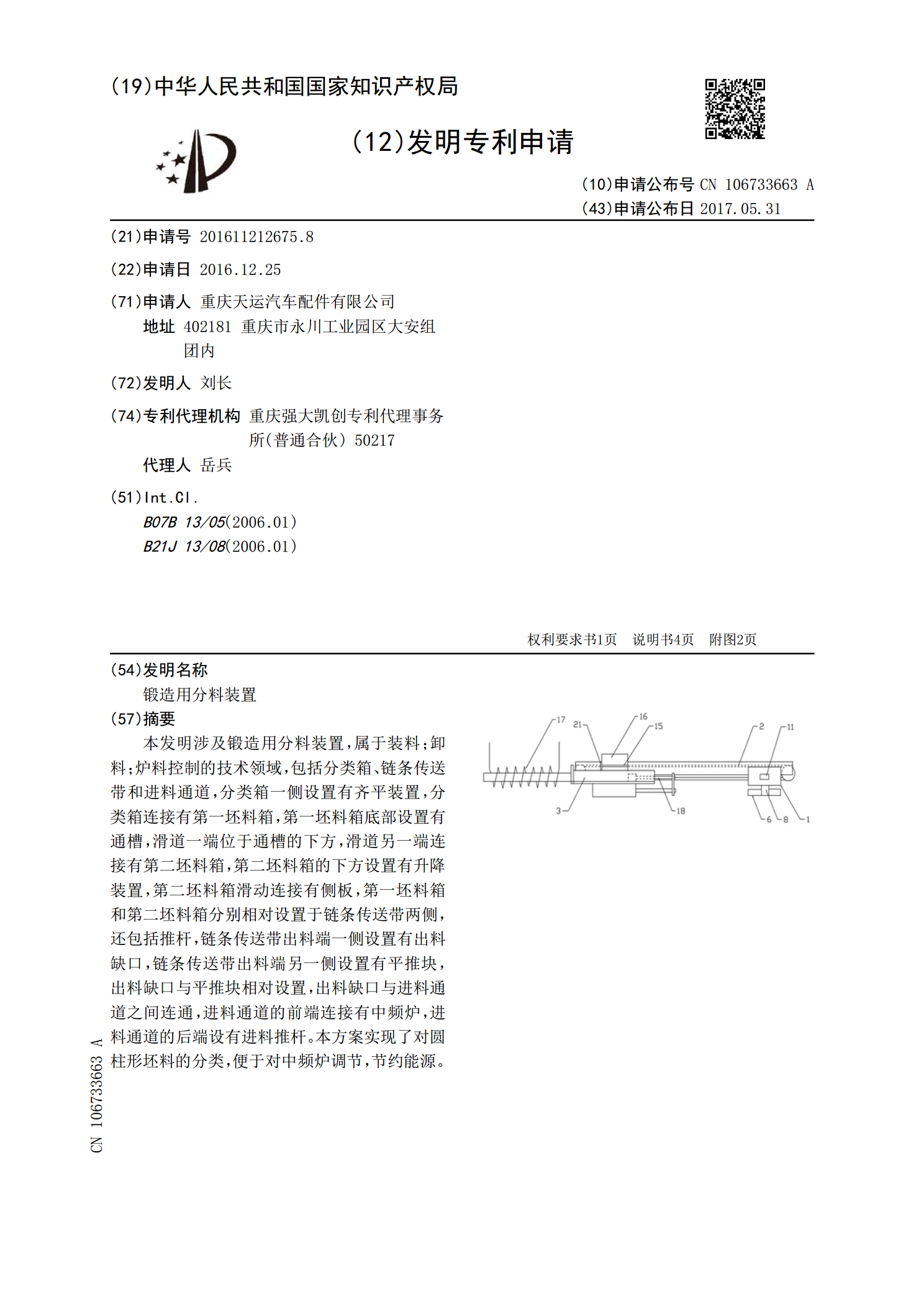
本发明涉及锻造用分料装置,属于装料;卸料;炉料控制的技术领域,包括分类箱、链条传送带和进料通道,分类箱一侧设置有齐平装置,分类箱连接有第一坯料箱,第一坯料箱底部设置有通槽,滑道一端位于通槽的下方,滑道另一端连接有第二坯料箱,第二坯料箱的下方设置有升降装置,第二坯料箱滑动连接有侧板,第一坯料箱和第二坯料箱分别相对设置于链条传送带两侧,还包括推杆,链条传送带出料端一侧设置有出料缺口,链条传送带出料端另一侧设置有平推块,出料缺口与平推块相对设置,出料缺口与进料通道之间连通,进料通道的前端连接有中频炉,进料通道的
一种锻造生产用机械进压料装置.pdf
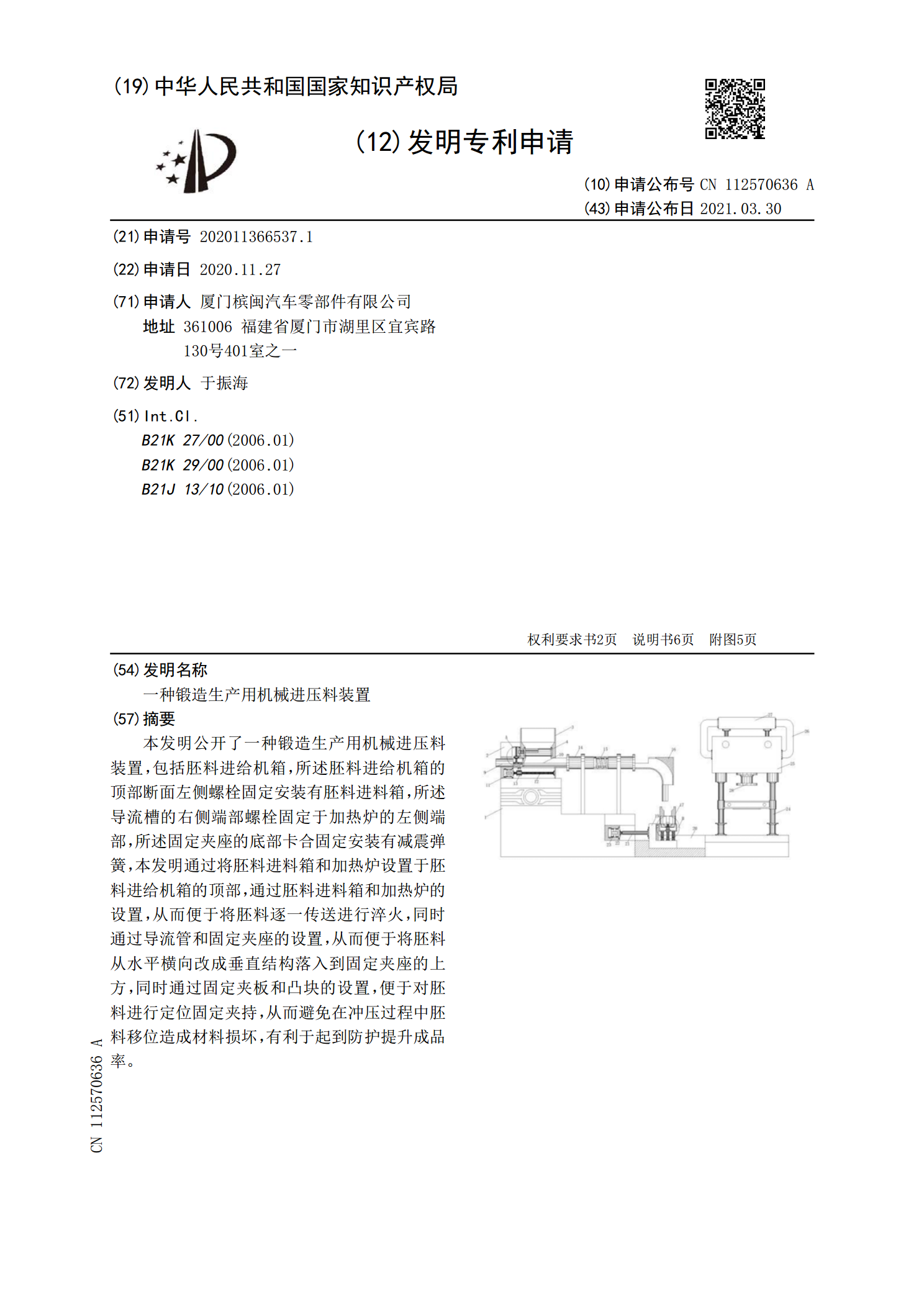
本发明公开了一种锻造生产用机械进压料装置,包括胚料进给机箱,所述胚料进给机箱的顶部断面左侧螺栓固定安装有胚料进料箱,所述导流槽的右侧端部螺栓固定于加热炉的左侧端部,所述固定夹座的底部卡合固定安装有减震弹簧,本发明通过将胚料进料箱和加热炉设置于胚料进给机箱的顶部,通过胚料进料箱和加热炉的设置,从而便于将胚料逐一传送进行淬火,同时通过导流管和固定夹座的设置,从而便于将胚料从水平横向改成垂直结构落入到固定夹座的上方,同时通过固定夹板和凸块的设置,便于对胚料进行定位固定夹持,从而避免在冲压过程中胚料移位造成材料损
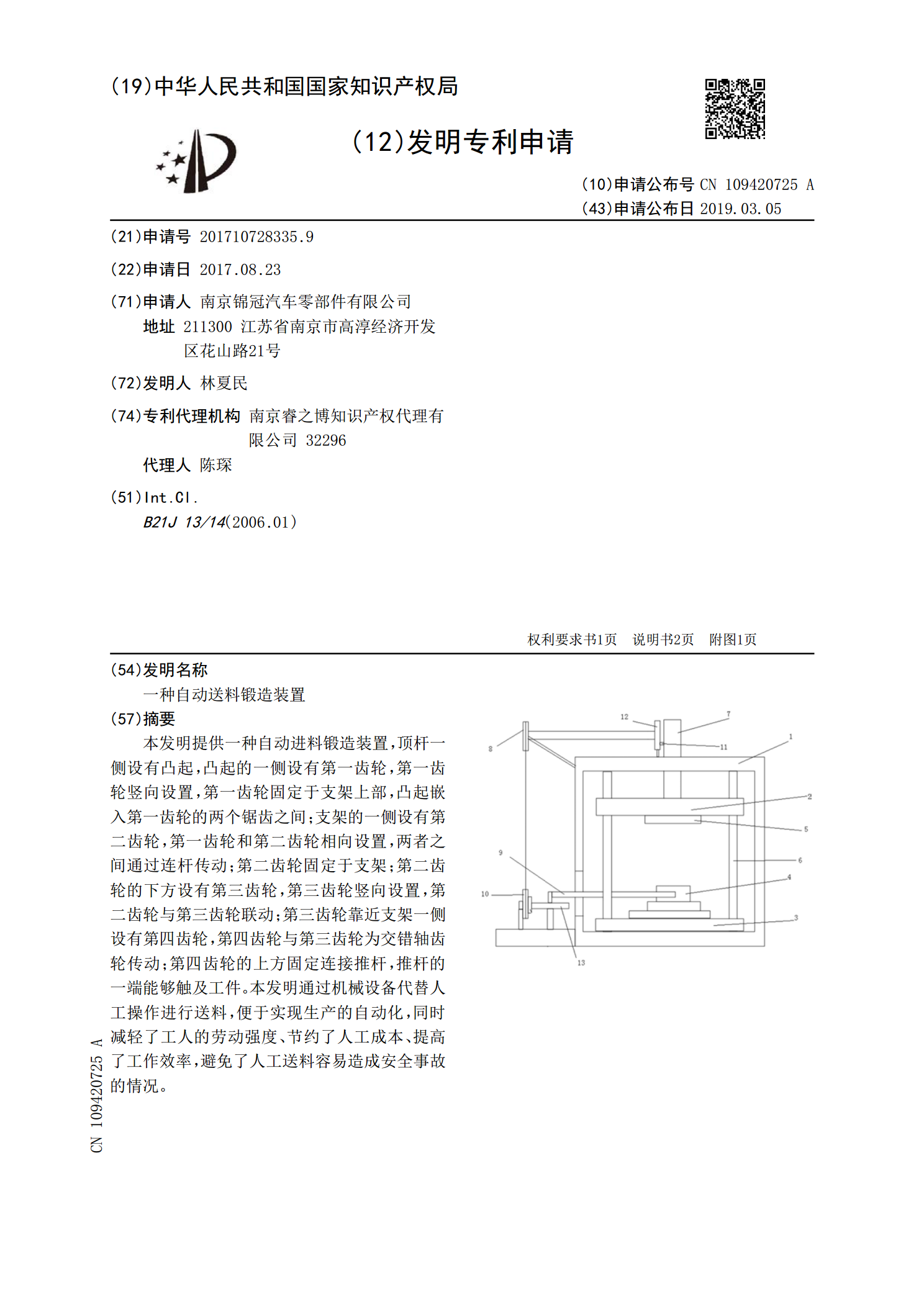
一种自动送料锻造装置.pdf
本发明提供一种自动进料锻造装置,顶杆一侧设有凸起,凸起的一侧设有第一齿轮,第一齿轮竖向设置,第一齿轮固定于支架上部,凸起嵌入第一齿轮的两个锯齿之间;支架的一侧设有第二齿轮,第一齿轮和第二齿轮相向设置,两者之间通过连杆传动;第二齿轮固定于支架;第二齿轮的下方设有第三齿轮,第三齿轮竖向设置,第二齿轮与第三齿轮联动;第三齿轮靠近支架一侧设有第四齿轮,第四齿轮与第三齿轮为交错轴齿轮传动;第四齿轮的上方固定连接推杆,推杆的一端能够触及工件。本发明通过机械设备代替人工操作进行送料,便于实现生产的自动化,同时减轻了工人
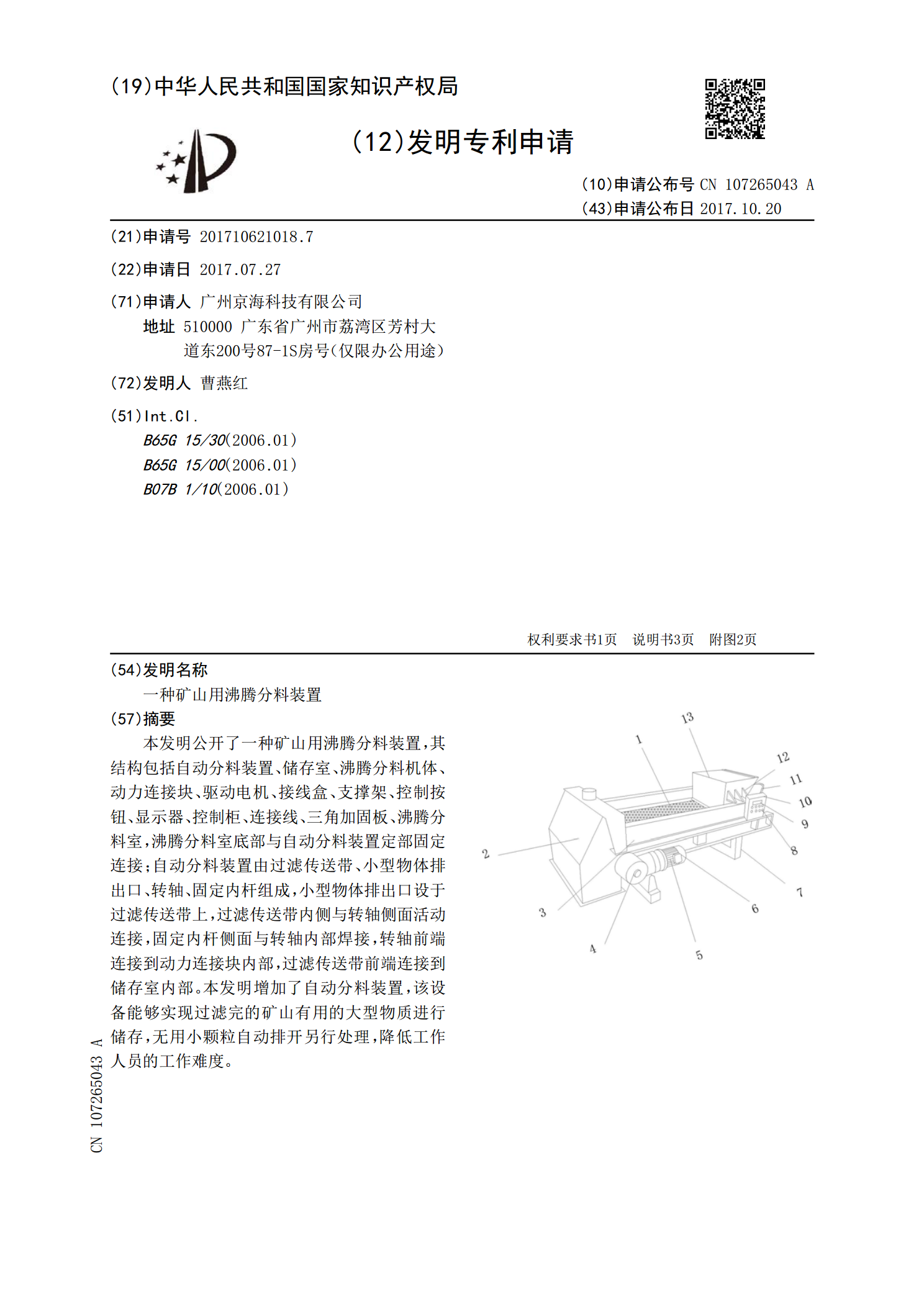
一种矿山用沸腾分料装置.pdf
本发明公开了一种矿山用沸腾分料装置,其结构包括自动分料装置、储存室、沸腾分料机体、动力连接块、驱动电机、接线盒、支撑架、控制按钮、显示器、控制柜、连接线、三角加固板、沸腾分料室,沸腾分料室底部与自动分料装置定部固定连接;自动分料装置由过滤传送带、小型物体排出口、转轴、固定内杆组成,小型物体排出口设于过滤传送带上,过滤传送带内侧与转轴侧面活动连接,固定内杆侧面与转轴内部焊接,转轴前端连接到动力连接块内部,过滤传送带前端连接到储存室内部。本发明增加了自动分料装置,该设备能够实现过滤完的矿山有用的大型物质进行储