
一种船体合拢精度控制系统及控制方法.pdf

文光****iu

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种船体合拢精度控制系统及控制方法.pdf
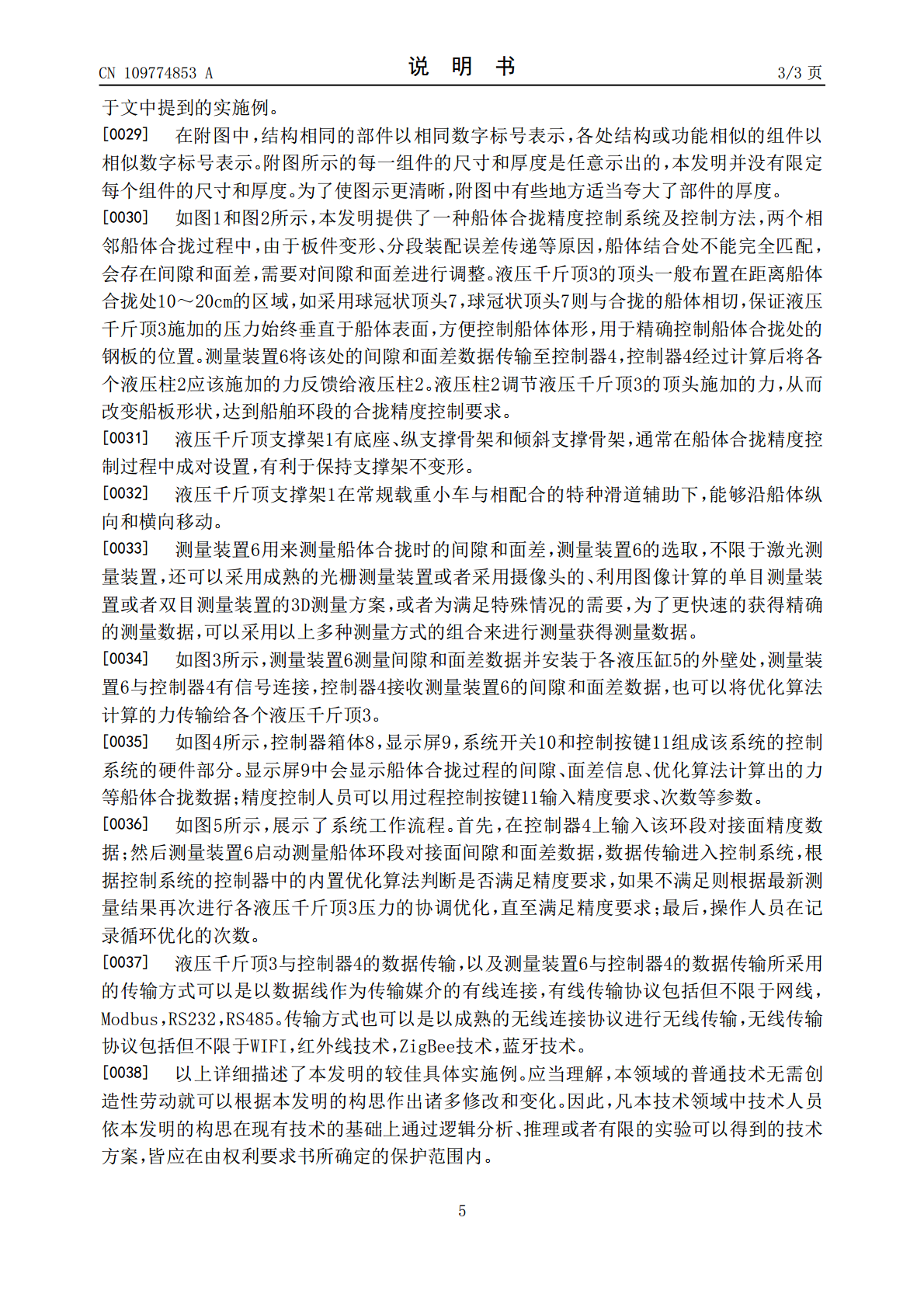
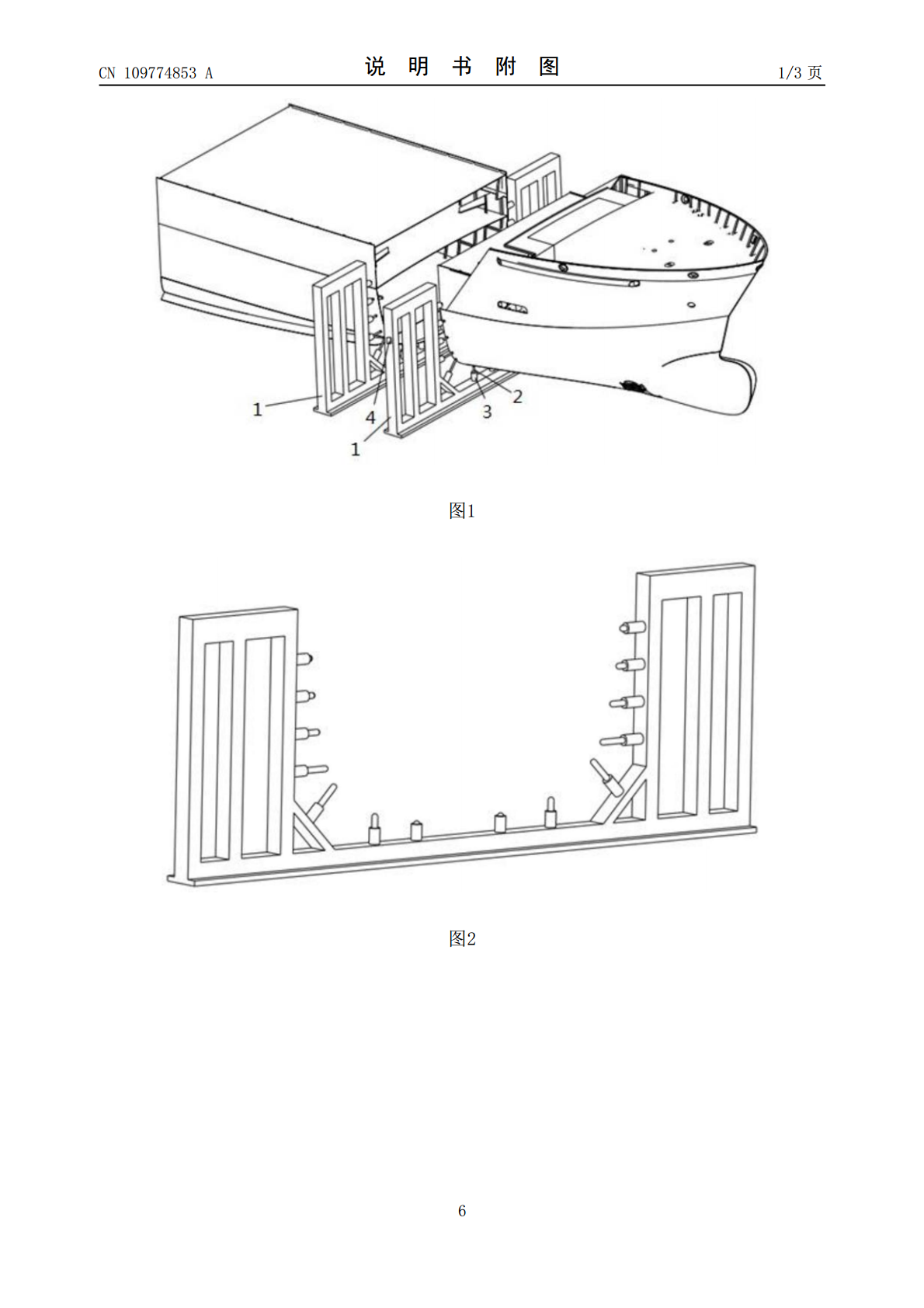
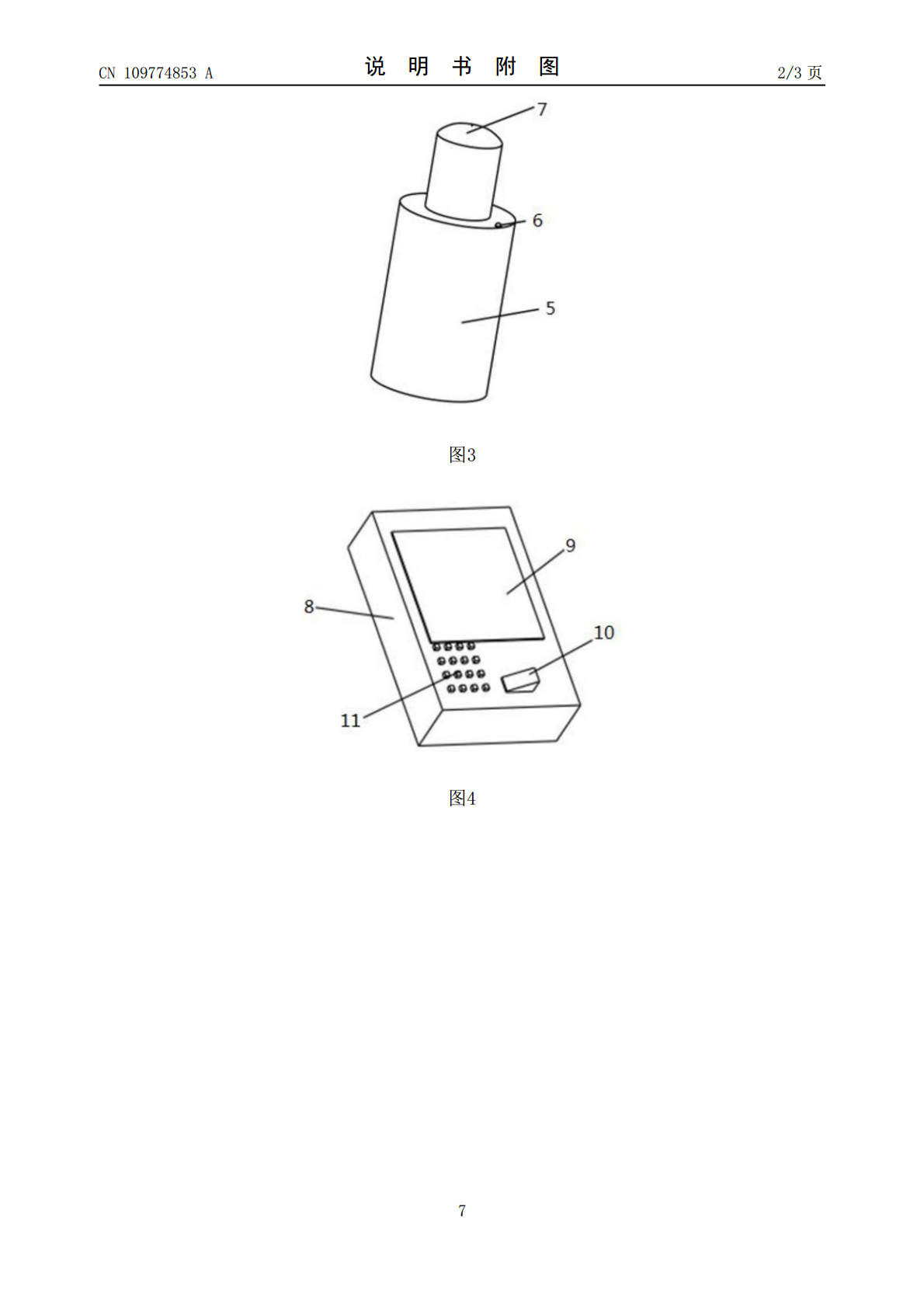
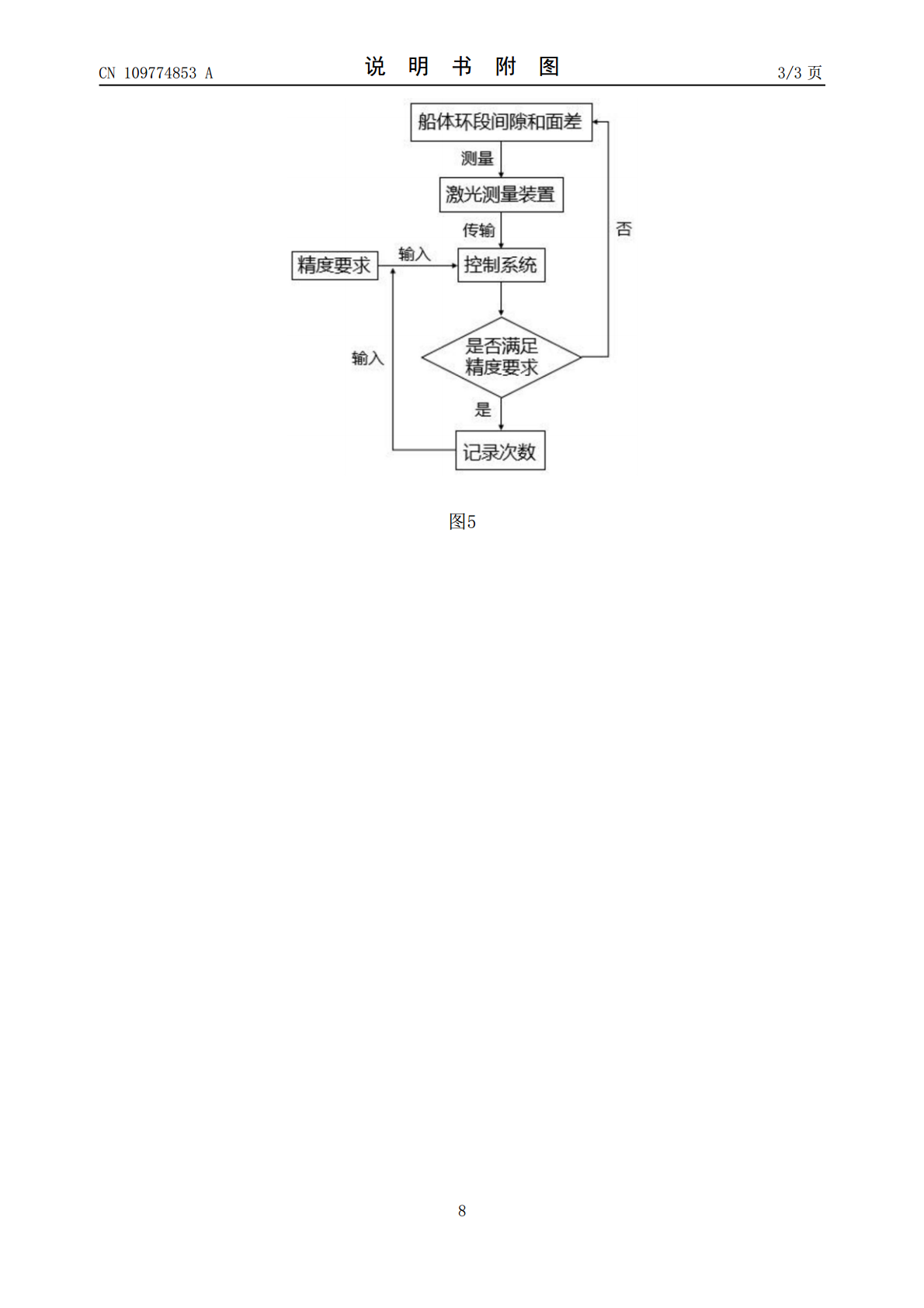
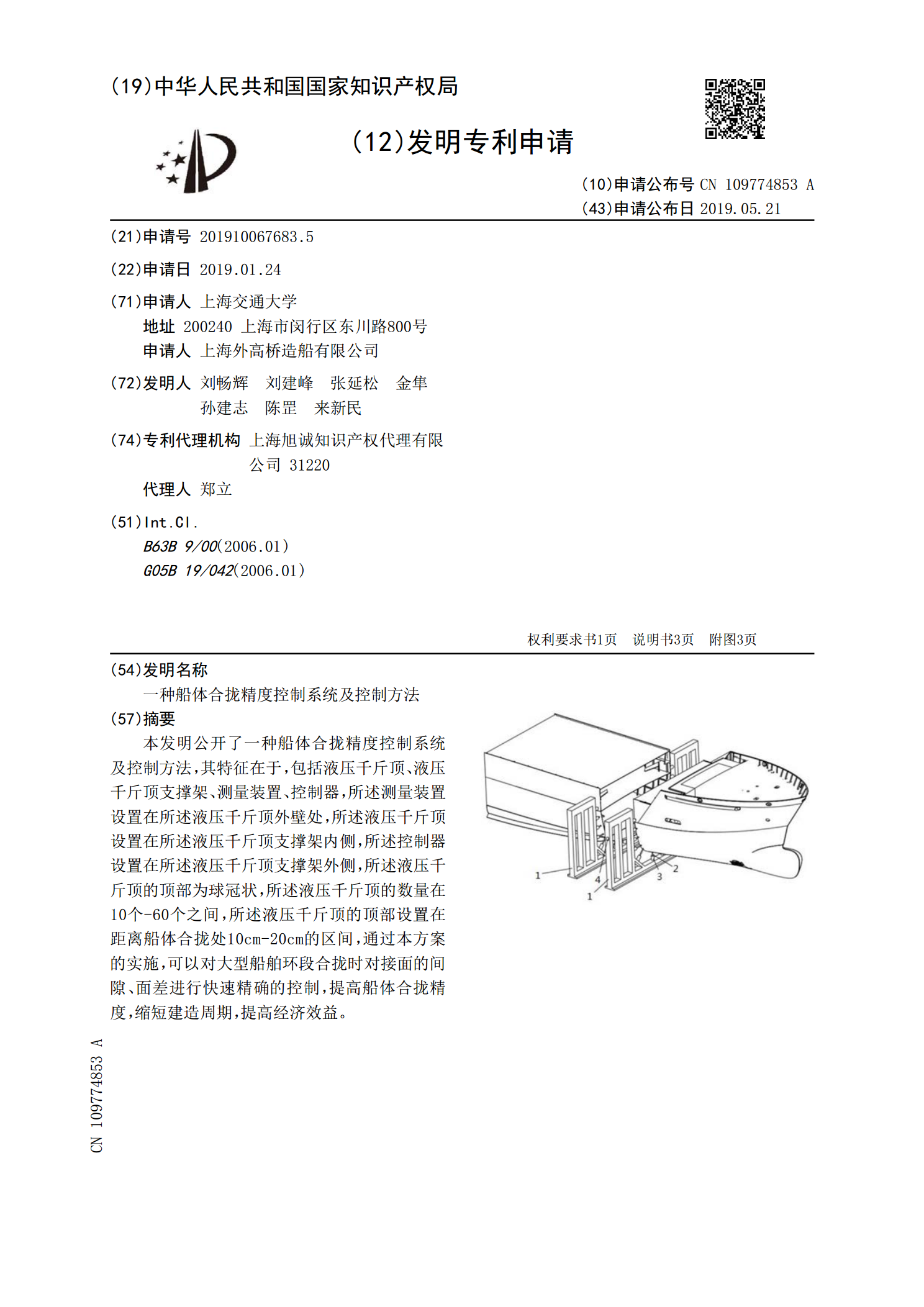
本发明公开了一种船体合拢精度控制系统及控制方法,其特征在于,包括液压千斤顶、液压千斤顶支撑架、测量装置、控制器,所述测量装置设置在所述液压千斤顶外壁处,所述液压千斤顶设置在所述液压千斤顶支撑架内侧,所述控制器设置在所述液压千斤顶支撑架外侧,所述液压千斤顶的顶部为球冠状,所述液压千斤顶的数量在10个‑60个之间,所述液压千斤顶的顶部设置在距离船体合拢处10cm‑20cm的区间,通过本方案的实施,可以对大型船舶环段合拢时对接面的间隙、面差进行快速精确的控制,提高船体合拢精度,缩短建造周期,提高经济效益。

船体建造精度控制工艺方法和系统.pdf
本发明公开了一种船体建造精度控制工艺方法和系统,包括(1)将船体建造过程中涉及到的所有建造工艺精度信息、精度标准信息等输入到精度语义模型库;(2)通过本体构建工具将根据上述信息建立精度控制语义模型;(3)将各工艺焊前与焊后实测精度数据输入到精度数据库;(4)通过补偿量规划方法设计出船体建造过程中各工艺阶段精度补偿量;(5)将船体建造过程中涉及的各工艺阶段理论精度数据与实测精度数据进行匹配比较,找出超出误差范围的工艺,提出精度控制方法。本发明利用船舶建造精度控制模型很好地解决船舶建造过程中不同部门之间建造精

船台、船体分段合拢工艺.docx
船台合拢/分段总组原则工艺图号图样标记比例标记处数更改文件号签字日期编制打印校对审核材料:江苏东方造船有限公司审定日期江苏东方造船有限公司船台合拢/分段总组原则工艺一、船台合拢:1、上船台前准备工作。1.1分段合拢前,应检查立体分段的装焊完整性,未完工程的分段不得移交船台合拢。1.2船台合拢范围杂物及垃圾必须清理打扫干净。1.3检查上船台分段的散装件是否贴装完整。1.4上船台分段正作端余量及坡口应切割完毕,无余量上船台分段的余量及坡口须经二次激光划线切割准作。1.5根据布墩图选
船体分段合拢施工要领.doc
----------------------------精品word文档值得下载值得拥有--------------------------------------------------------------------------精品word文档值得下载值得拥有-------------------------------------------------------------------------------------------------------------------------
一种高精度张力控制系统及控制方法.pdf
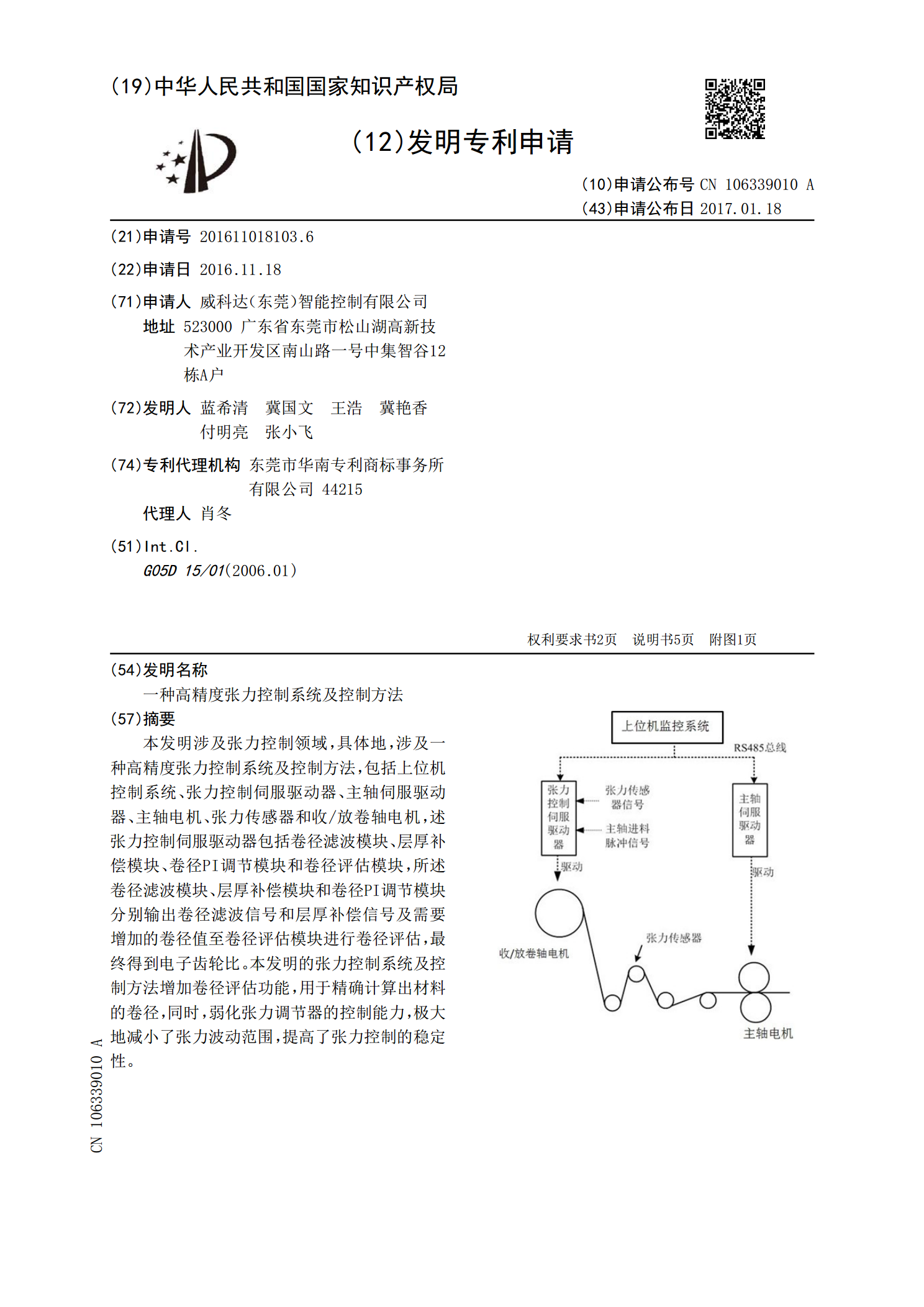
本发明涉及张力控制领域,具体地,涉及一种高精度张力控制系统及控制方法,包括上位机控制系统、张力控制伺服驱动器、主轴伺服驱动器、主轴电机、张力传感器和收/放卷轴电机,述张力控制伺服驱动器包括卷径滤波模块、层厚补偿模块、卷径PI调节模块和卷径评估模块,所述卷径滤波模块、层厚补偿模块和卷径PI调节模块分别输出卷径滤波信号和层厚补偿信号及需要增加的卷径值至卷径评估模块进行卷径评估,最终得到电子齿轮比。本发明的张力控制系统及控制方法增加卷径评估功能,用于精确计算出材料的卷径,同时,弱化张力调节器的控制能力,极大地减