
一种铝合金料冷连轧成型方法.pdf

玄静****写意

1/10

2/10
3/10
4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种铝合金料冷连轧成型方法.pdf
本发明涉及铝合金冷连轧领域,特别涉及一种铝合金料冷连轧成型方法,该方法包括如下步骤:在铝合金料冷连轧生产设备上的控制面板上设置参数,然后通过控制面板启动动力箱工作;将铝合金料放在铝合金料冷连轧生产设备中的垂直进料机构上,垂直进料机构使铝合金料进入冷轧箱的内部进行冷轧作业;通过铝合金料冷连轧生产设备的支撑架对冷轧后的铝合金料进行支撑;在铝合金料冷轧完毕铝合金料冷连轧生产设备不使用时,关闭电源。本发明可以保证铝合金料垂直进料,保证进料精度,能够对导出的板料进行支撑,防止弯曲变形,可以调节控制面板的位置,提高使
一种铝合金导线的恒温连铸连轧方法.pdf
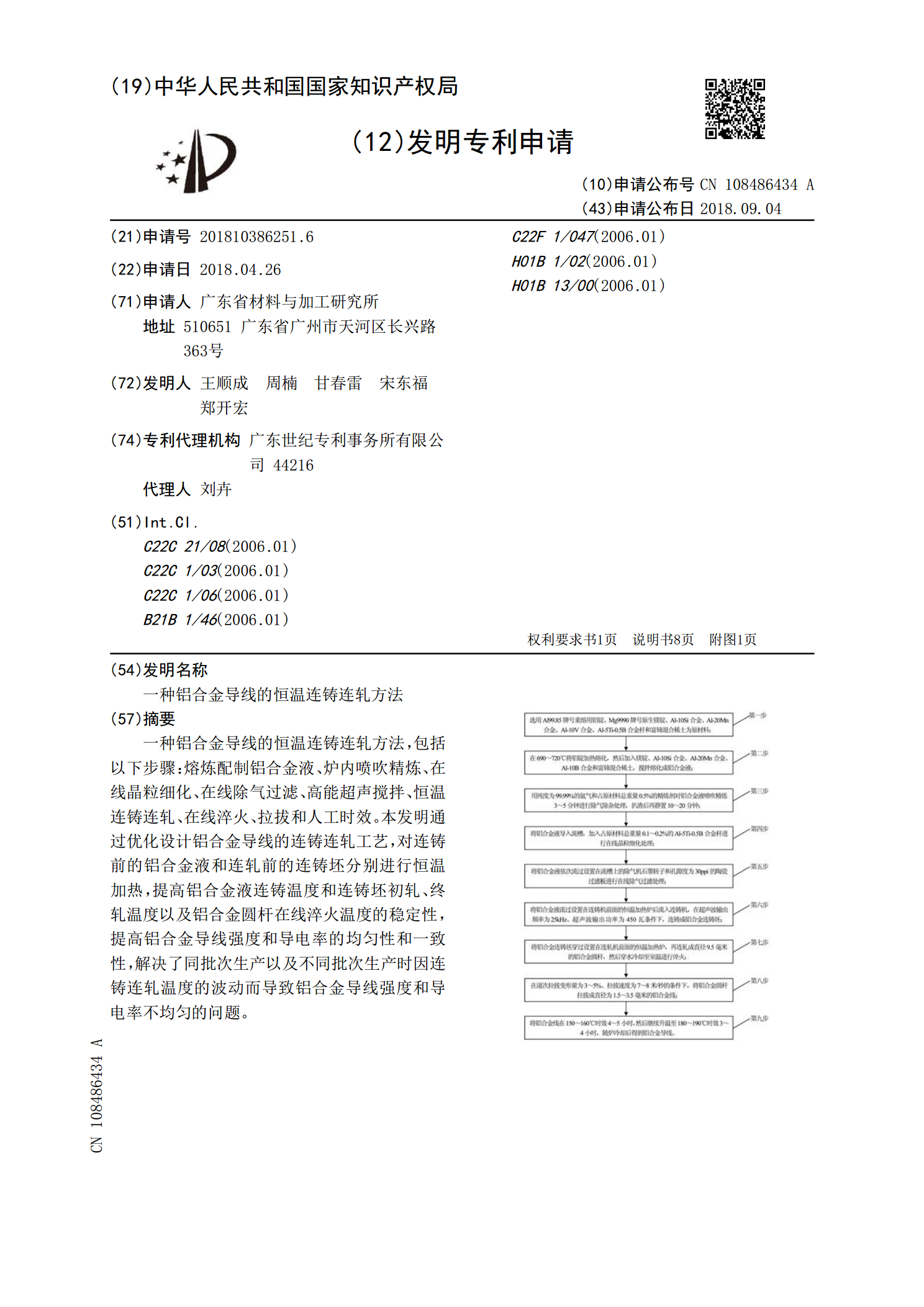
一种铝合金导线的恒温连铸连轧方法,包括以下步骤:熔炼配制铝合金液、炉内喷吹精炼、在线晶粒细化、在线除气过滤、高能超声搅拌、恒温连铸连轧、在线淬火、拉拔和人工时效。本发明通过优化设计铝合金导线的连铸连轧工艺,对连铸前的铝合金液和连轧前的连铸坯分别进行恒温加热,提高铝合金液连铸温度和连铸坯初轧、终轧温度以及铝合金圆杆在线淬火温度的稳定性,提高铝合金导线强度和导电率的均匀性和一致性,解决了同批次生产以及不同批次生产时因连铸连轧温度的波动而导致铝合金导线强度和导电率不均匀的问题。

冷三连轧3104罐体料终轧温度的研究.docx
冷三连轧3104罐体料终轧温度的研究AbstractInrecentyears,thedemandforaluminumcanshascontinuedtoincrease.Thequalityofcanbodymaterialsdirectlyaffectstheperformanceofthecans.Asaresult,theresearchontherollingtemperatureofcold-rolled3104canbodymaterialshasattractedwidespreadat
一种稳定轧制的冷连轧张力动态设定方法.pdf
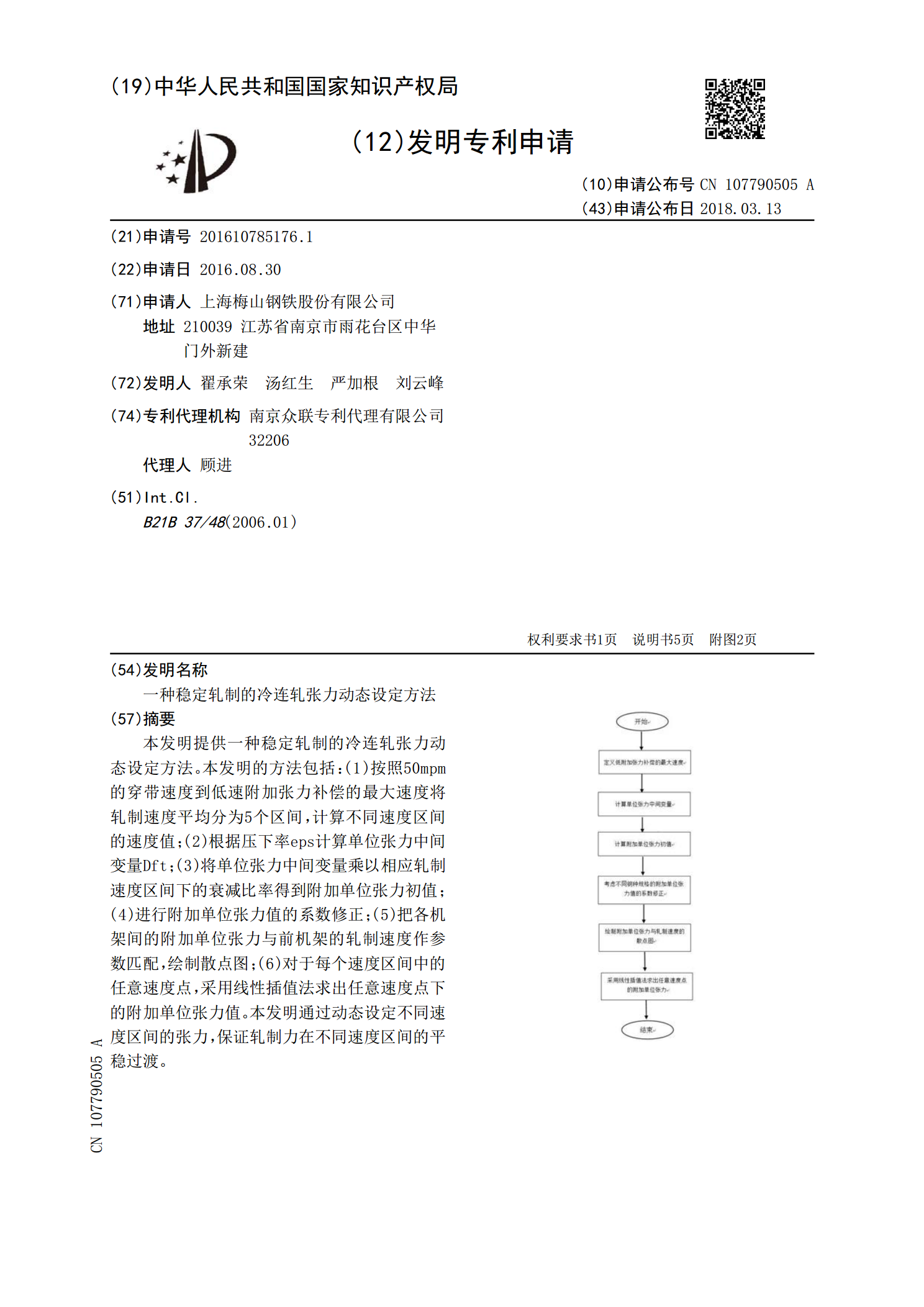
本发明提供一种稳定轧制的冷连轧张力动态设定方法。本发明的方法包括:(1)按照50mpm的穿带速度到低速附加张力补偿的最大速度将轧制速度平均分为5个区间,计算不同速度区间的速度值;(2)根据压下率eps计算单位张力中间变量Dft;(3)将单位张力中间变量乘以相应轧制速度区间下的衰减比率得到附加单位张力初值;(4)进行附加单位张力值的系数修正;(5)把各机架间的附加单位张力与前机架的轧制速度作参数匹配,绘制散点图;(6)对于每个速度区间中的任意速度点,采用线性插值法求出任意速度点下的附加单位张力值。本发明通过

一种铝合金连铸连轧坯的生产及热处理方法.pdf
本发明属于铝合金连铸技术领域且公开了一种铝合金连铸连轧坯的生产及热处理方法,其生产流程包括配料、熔炼、加热、热连轧以及冷轧的步骤:将铝合金配料按照铝合金的化学成分要求送入熔炼炉进行熔炼形成熔体,将溶体先送入连续铸轧机组将均热后的熔体进行20~23道次热轧,加工成板坯;将板坯剪切料头后,再使用4机架热连轧机进行热轧,得到热轧坯料;将热轧坯料经过六辊可逆冷轧机进行至少2道次冷轧,轧至厚度为0.5~0.7mm的半成品,将半成品经过清洗切边后,再经过1次五机架冷连轧直接至成品厚度0.3~0.5mm。本发明能够使铸