
工件自动夹紧的方法及其装置.pdf

是翠****ng


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

工件自动夹紧的方法及其装置.pdf
本发明公开了一种工件自动夹紧的方法及其装置,利用两套伺服系统来夹紧工件,固定卡孔为非圆孔,锁紧螺母的外轮廓形状、尺寸与固定卡孔的形状、尺寸相一致,保证它们能互相配合;一套伺服系统驱动夹头进入(或离开)固定卡孔,使锁紧螺母与卡孔能进行配合或分离;另一套伺服系统用于调整锁紧螺母相位和在锁紧螺母与卡孔相配合时驱动主轴做回转运动,达到夹紧工件的目的。本发明可精确控制夹紧力矩、力矩可调、装夹位可记忆且能快速夹紧。

夹紧装置与工件轮廓自动匹配的装置和使用该装置的方法.pdf
本发明涉及一种用于将具有包括至少一个支撑件(20)的支撑装置(18)的夹紧装置(12)与工件(16)的工件轮廓(14)自动匹配的装置(10),该装置考虑到在夹紧装置的情况下的简化的轮廓匹配而包括:用于布置夹紧装置(12)的保持件(28);以及装配组件(26),该装配组件具有沿着升程方向(32)可调节的、特别是高度可调节的升程单元(30),用于调整支撑装置(18),其中,这样设计装配组件(26),即,升程单元(30)可根据代表工件(16)的工件轮廓(14)的CAD数据定位。本发明还涉及一种使用用于将具有包括

盘类齿轮工件自动夹紧装置.pdf
一种盘类齿轮工件自动夹紧装置,包括夹具体,拉杆上端设有螺母,锥套套装在拉杆上,定位盘与锥轴连接。锥套上设有多个导向槽。夹具体上设有腰形槽。本发明提供的盘类齿轮工件自动夹紧装置,结构简单,适用性广,操作方便,它通过改变锥套的大小可以实现不同内孔大小的工件的加工;只需将工件放入锥套内,液压油缸带动拉杆可自动夹紧工件,极大的缩短了工件的装夹时间,提高了工率。

外圆磨床工件自动夹紧装置.pdf
本发明涉及一种外圆磨床工件自动夹紧装置,包括油缸、右撑开臂、左撑开臂、同步齿轮、上夹紧头、下夹紧头、螺杆、弹簧、压紧螺母、左、右楔块,左、右两撑开臂上端分别与油缸两侧的活塞杆连接,下端分别与左、右楔块固定连接,左、右楔块上、下两侧分别配合连接上夹紧头和下夹紧头,上夹紧头和下夹紧头两侧分别装有由螺杆、弹簧和压紧螺母组成的工件夹紧调节机构。本发明结构紧凑,可以直接安装在头件上,头架主轴不需旋转,可以进行两顶尖磨削,磨削精度高。并且解决了头架主轴不可回转式数控外圆类磨床无法实现工件自动夹紧并可由头架带动旋转的技
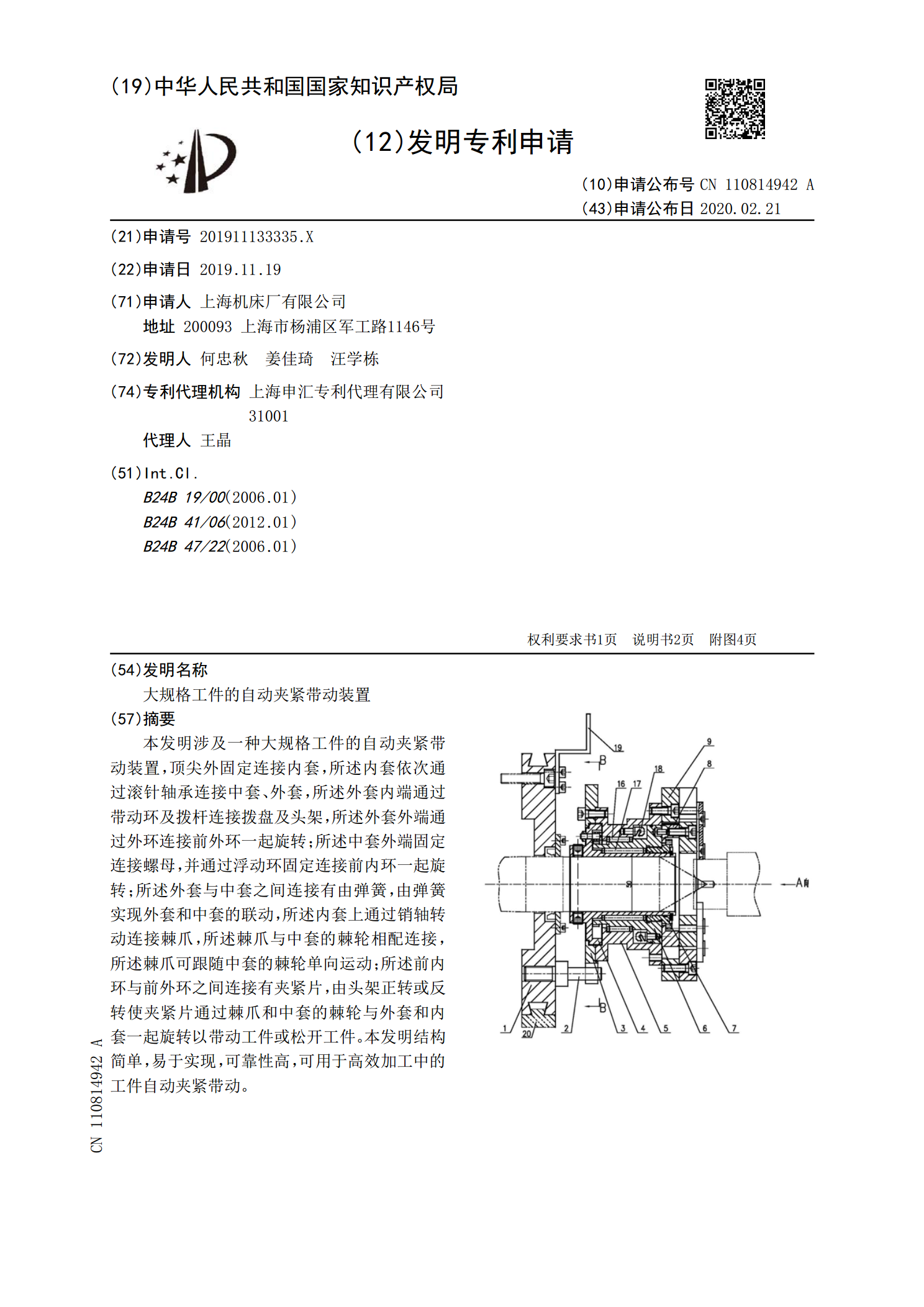
大规格工件的自动夹紧带动装置.pdf
本发明涉及一种大规格工件的自动夹紧带动装置,顶尖外固定连接内套,所述内套依次通过滚针轴承连接中套、外套,所述外套内端通过带动环及拨杆连接拨盘及头架,所述外套外端通过外环连接前外环一起旋转;所述中套外端固定连接螺母,并通过浮动环固定连接前内环一起旋转;所述外套与中套之间连接有由弹簧,由弹簧实现外套和中套的联动,所述内套上通过销轴转动连接棘爪,所述棘爪与中套的棘轮相配连接,所述棘爪可跟随中套的棘轮单向运动;所述前内环与前外环之间连接有夹紧片,由头架正转或反转使夹紧片通过棘爪和中套的棘轮与外套和内套一起旋转以带