
一种具有网纹结构的钛基耐磨涂层及其制备方法.pdf

Ch****91


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种具有网纹结构的钛基耐磨涂层及其制备方法.pdf
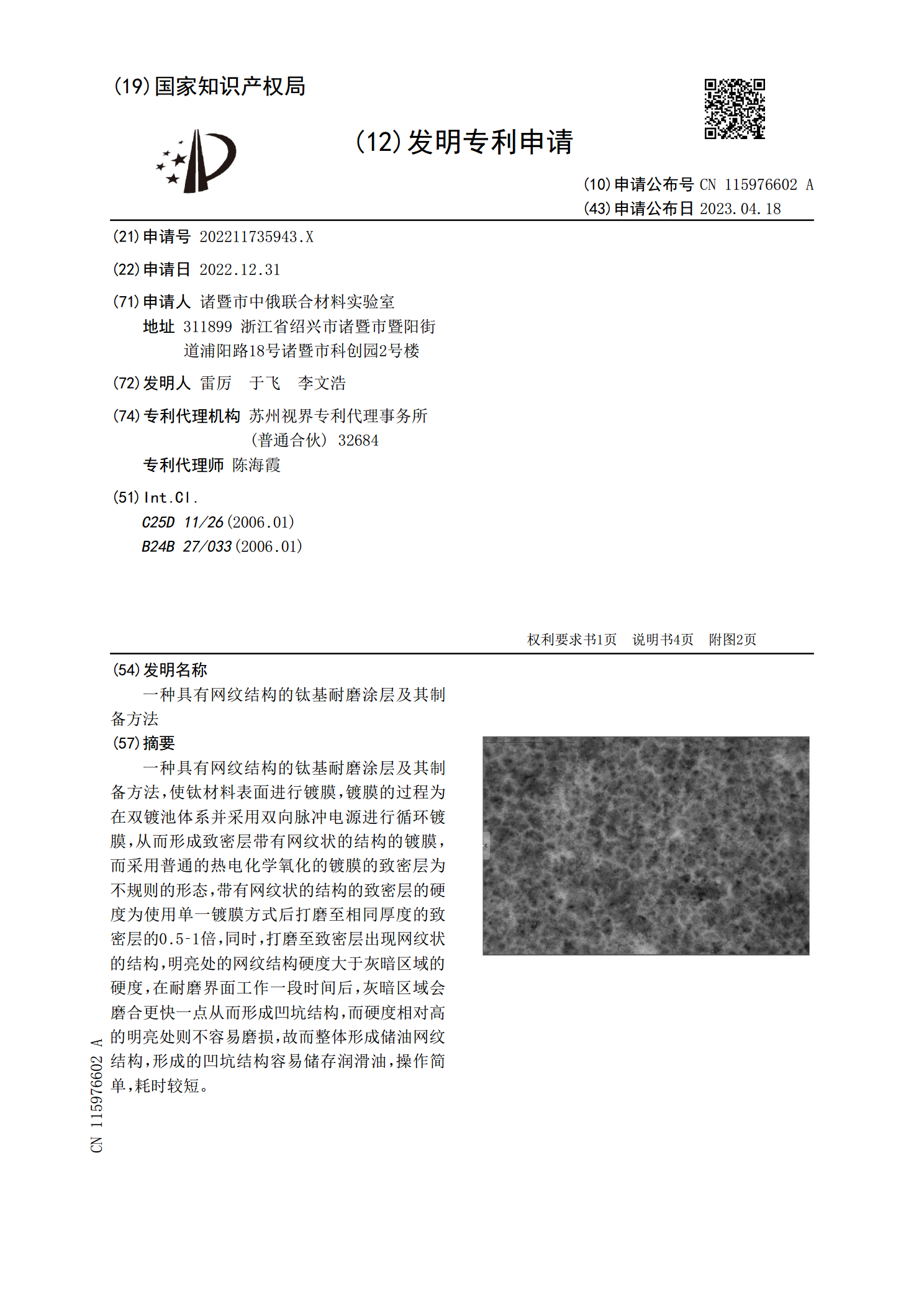
一种具有网纹结构的钛基耐磨涂层及其制备方法,使钛材料表面进行镀膜,镀膜的过程为在双镀池体系并采用双向脉冲电源进行循环镀膜,从而形成致密层带有网纹状的结构的镀膜,而采用普通的热电化学氧化的镀膜的致密层为不规则的形态,带有网纹状的结构的致密层的硬度为使用单一镀膜方式后打磨至相同厚度的致密层的0.5‑1倍,同时,打磨至致密层出现网纹状的结构,明亮处的网纹结构硬度大于灰暗区域的硬度,在耐磨界面工作一段时间后,灰暗区域会磨合更快一点从而形成凹坑结构,而硬度相对高的明亮处则不容易磨损,故而整体形成储油网纹结构,形成的
一种耐磨碳化钛-镍基合金涂层的制备方法.pdf
本发明公开了一种耐磨碳化钛‑镍基合金涂层的制备方法,包括:(1)将不锈钢基板打磨、抛光,然后分别置于去离子水和无水乙醇中超声清洗5~15min,取出,在室温条件下自然晾干;(2)按以下质量百分比进行配料:钨10~15%,铬3~5%,硅2~4%,碳0.5~1.5%,铁1~3%,余量为镍,混合均匀,加入球磨机中湿磨至粉末粒度为1~2μm,得到合金粉末;(3)将合金粉末、纳米碳化钛粉末、粘接剂按质量比为1:0.1~0.5:0.7~0.9混合均匀,所得糊剂状混合物涂覆于预处理过的不锈钢基板表面,置于100~150
一种具有耐磨涂层的纺织钢领及其制备方法.pdf
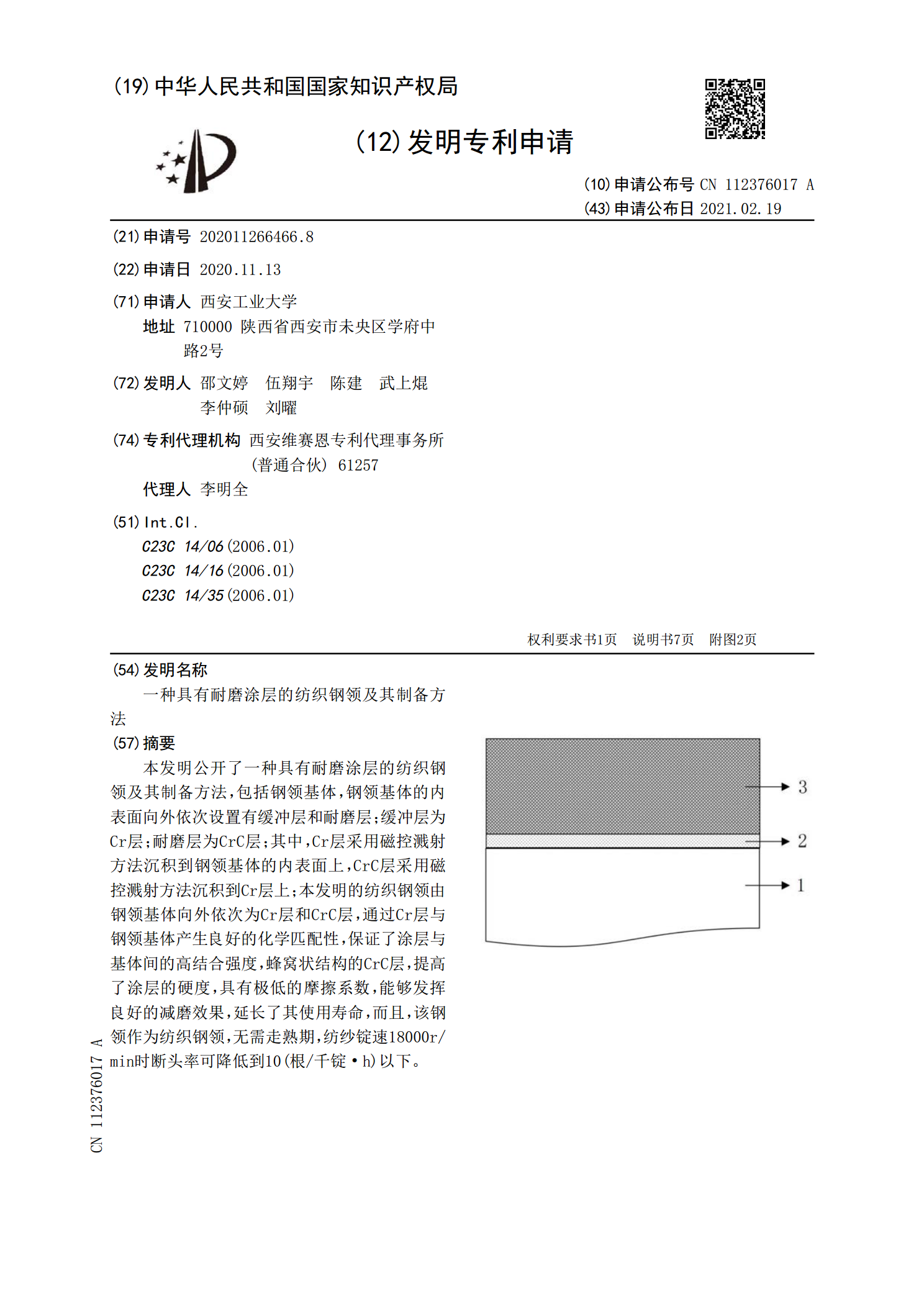
本发明公开了一种具有耐磨涂层的纺织钢领及其制备方法,包括钢领基体,钢领基体的内表面向外依次设置有缓冲层和耐磨层;缓冲层为Cr层;耐磨层为CrC层;其中,Cr层采用磁控溅射方法沉积到钢领基体的内表面上,CrC层采用磁控溅射方法沉积到Cr层上;本发明的纺织钢领由钢领基体向外依次为Cr层和CrC层,通过Cr层与钢领基体产生良好的化学匹配性,保证了涂层与基体间的高结合强度,蜂窝状结构的CrC层,提高了涂层的硬度,具有极低的摩擦系数,能够发挥良好的减磨效果,延长了其使用寿命,而且,该钢领作为纺织钢领,无需走熟期,纺
一种涂层网纹辊及其制备方法.pdf
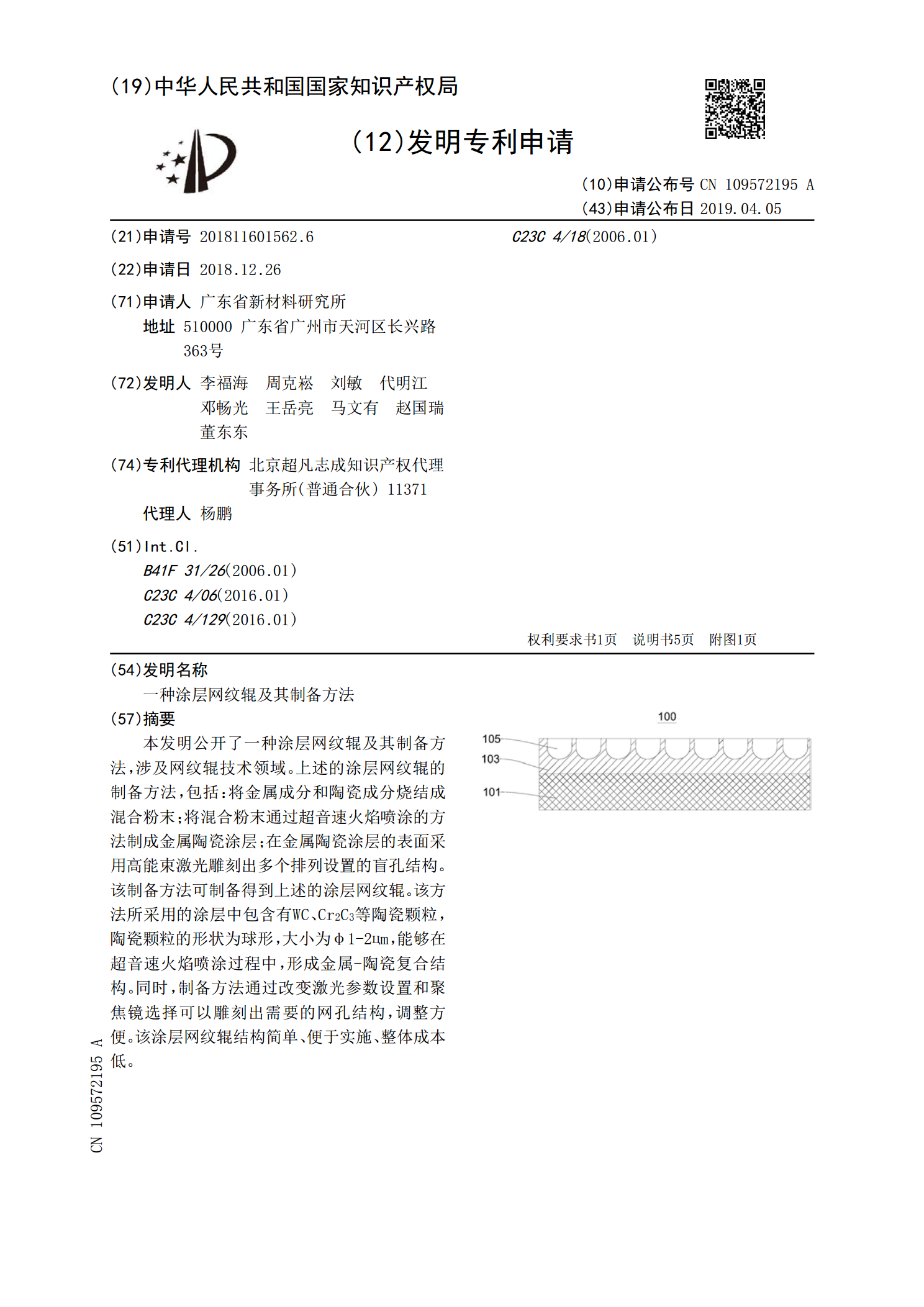
本发明公开了一种涂层网纹辊及其制备方法,涉及网纹辊技术领域。上述的涂层网纹辊的制备方法,包括:将金属成分和陶瓷成分烧结成混合粉末;将混合粉末通过超音速火焰喷涂的方法制成金属陶瓷涂层;在金属陶瓷涂层的表面采用高能束激光雕刻出多个排列设置的盲孔结构。该制备方法可制备得到上述的涂层网纹辊。该方法所采用的涂层中包含有WC、Cr
一种耐磨镍钛基合金及其制备方法.pdf
本发明为一种耐磨镍钛基合金及其制备方法。本发明涉及一种具有高硬度、低密度、无磁性、优良耐磨性和耐蚀性的镍钛基合金的组分构成及其制备方法。该镍钛基合金的特征在于该合金主要由Ni、Ti、Al、V、Ce五种元素组成,按重量百分比为:Ni:57%-63%、V:2%-4%、Al:0.5%-2.5%、Ce:0.5%-1.5%、Ti:余量。该合金制备方法的特征是采用海绵钛、电解镍、99.9%的Ce粉为原料,经感应熔炼炉熔炼成铸锭。经锻造、轧制、热处理等加工工序制造出本发明的合金。固溶时效态该合金硬度Hv=580~620