
具有导热垫件的电池模组及其制备方法﹑除溢胶方法.pdf

山柳****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

具有导热垫件的电池模组及其制备方法﹑除溢胶方法.pdf
本发明公开了具有导热垫件的电池模组及其制备方法﹑除溢胶方法,属于具有缓冲垫和导热结构胶的电池模组产品工业领域,包括电池模组﹑液冷板和导热垫件,液冷板上设有导热垫件,导热垫件上设有电池模组,导热垫件能将电池模组的底面与液冷板连接为一体,通过液冷管路使临近的不同电池模组底部的液冷板相互连接,导热垫件有多孔发泡垫片和导热结构胶,导热结构胶填充在多孔发泡垫片的孔隙内部。本发明解决了原有导热垫成本高,普通涂胶方法易出现溢胶及涂胶不均匀的问题,该导热垫件能优化改进原有导热垫对电池模组底面的热管理方式,兼备成本低廉,导

硅胶导热件制备方法、硅胶导热件及电池模组.pdf
本发明提供一种硅胶导热件制备方法、硅胶导热件及电池模组,方法包括:向形如所述电池模组的模具内部灌注可流动的导热硅胶;在所述可流动的导热硅胶固化后,拆解所述模具,得到可安装于所述电池模组内部的蜂窝状硅胶导热件。如此,可以将硅胶导热件预制成型,并以零部件形式安装于电池模组中,避免了直接向电池模组内灌注导热硅胶造成的电池模组内功能机构堵塞等问题。
电池模组及其制备方法.pdf
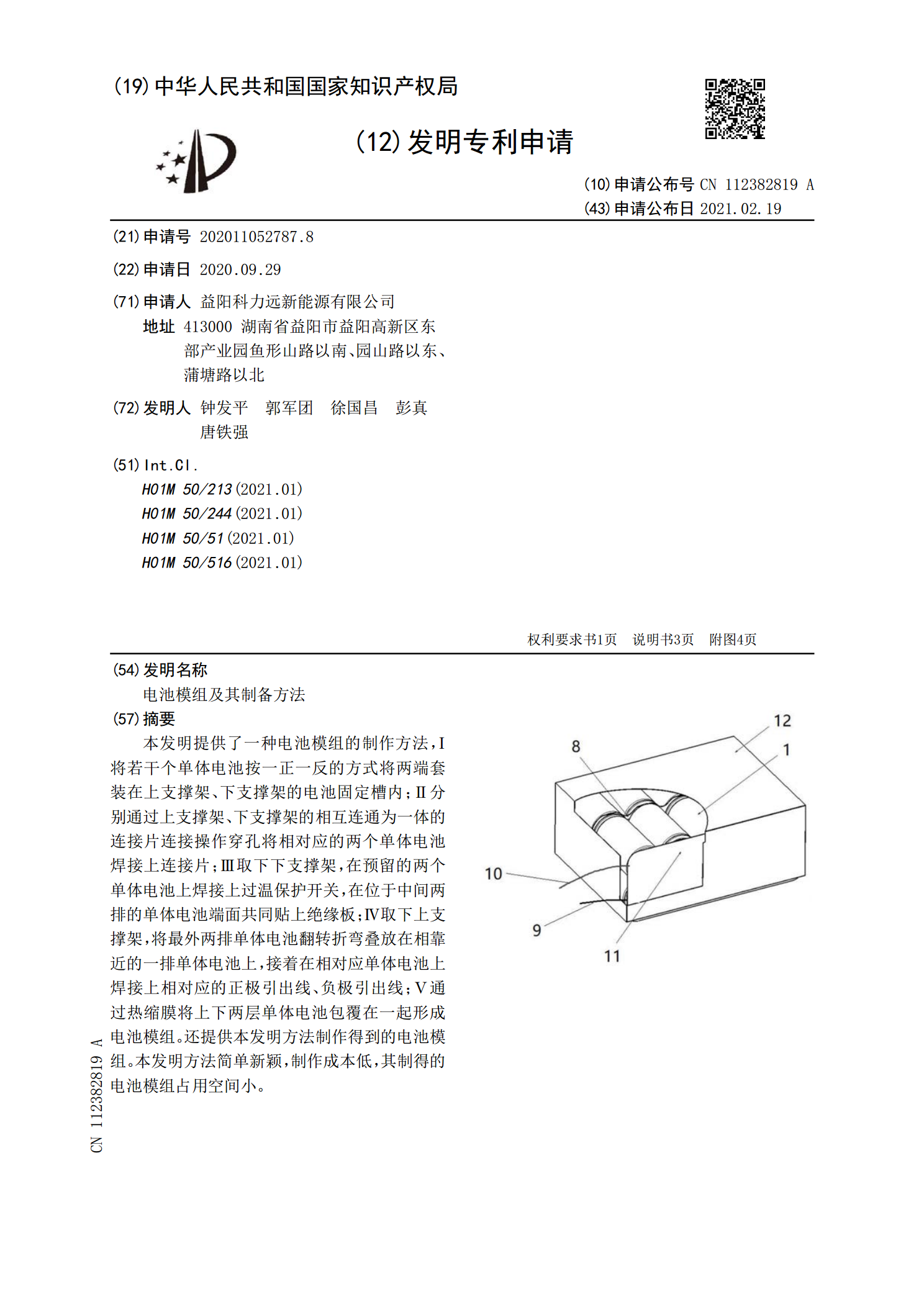
本发明提供了一种电池模组的制作方法,Ⅰ将若干个单体电池按一正一反的方式将两端套装在上支撑架、下支撑架的电池固定槽内;Ⅱ分别通过上支撑架、下支撑架的相互连通为一体的连接片连接操作穿孔将相对应的两个单体电池焊接上连接片;Ⅲ取下下支撑架,在预留的两个单体电池上焊接上过温保护开关,在位于中间两排的单体电池端面共同贴上绝缘板;Ⅳ取下上支撑架,将最外两排单体电池翻转折弯叠放在相靠近的一排单体电池上,接着在相对应单体电池上焊接上相对应的正极引出线、负极引出线;Ⅴ通过热缩膜将上下两层单体电池包覆在一起形成电池模组。还提供

电池包及其散热模组与导热件.pdf
一种电池包包括电池模组及散热模组。所述电池模组包括多个单体电池及收容件,所述收容件包括多个蜂窝单元,每个单体电池正极朝上地收容于一个蜂窝单元。所述散热模组包括导热件,所述导热件包括本体、设置在所述本体内的多个管道以及收容于所述多个管道的相变液体。每个管道内设有多个孔隙,所述相变液体可在所述多个孔隙中流动,所述多个单体电池的底部与所述本体接触。上述电池包散热效率高、可靠性高、维护方便、易实现单体电池均温均热且能延长使用寿命。本发明还提供一种应用于所述电池包的散热模组与导热件。

盖板组件及其制备方法、电池与电池模组.pdf
本申请涉及电池领域,具体公开一种盖板组件及其制备方法、电池与电池模组。盖板组件包括极柱,极柱的端面设有铆接孔;在铆接孔的孔深方向,铆接孔包括连通设置的第一子孔和第二子孔,第一子孔靠近极柱的端面设置,第二子孔远离极柱的端面设置;第一子孔的最小内径大于第二子孔的最大内径,以在第一子孔与第二子孔之间形成环形结构的过渡面;第二子孔为盲孔。该盖板组件能够解决现有技术中铆接孔易被汇流排遮挡进而造成焊接定位不准确导致电池模组返工或报废的问题。