
盖板组件及其制备方法、电池与电池模组.pdf

新槐****公主


1/10

2/10

3/10
4/10

5/10
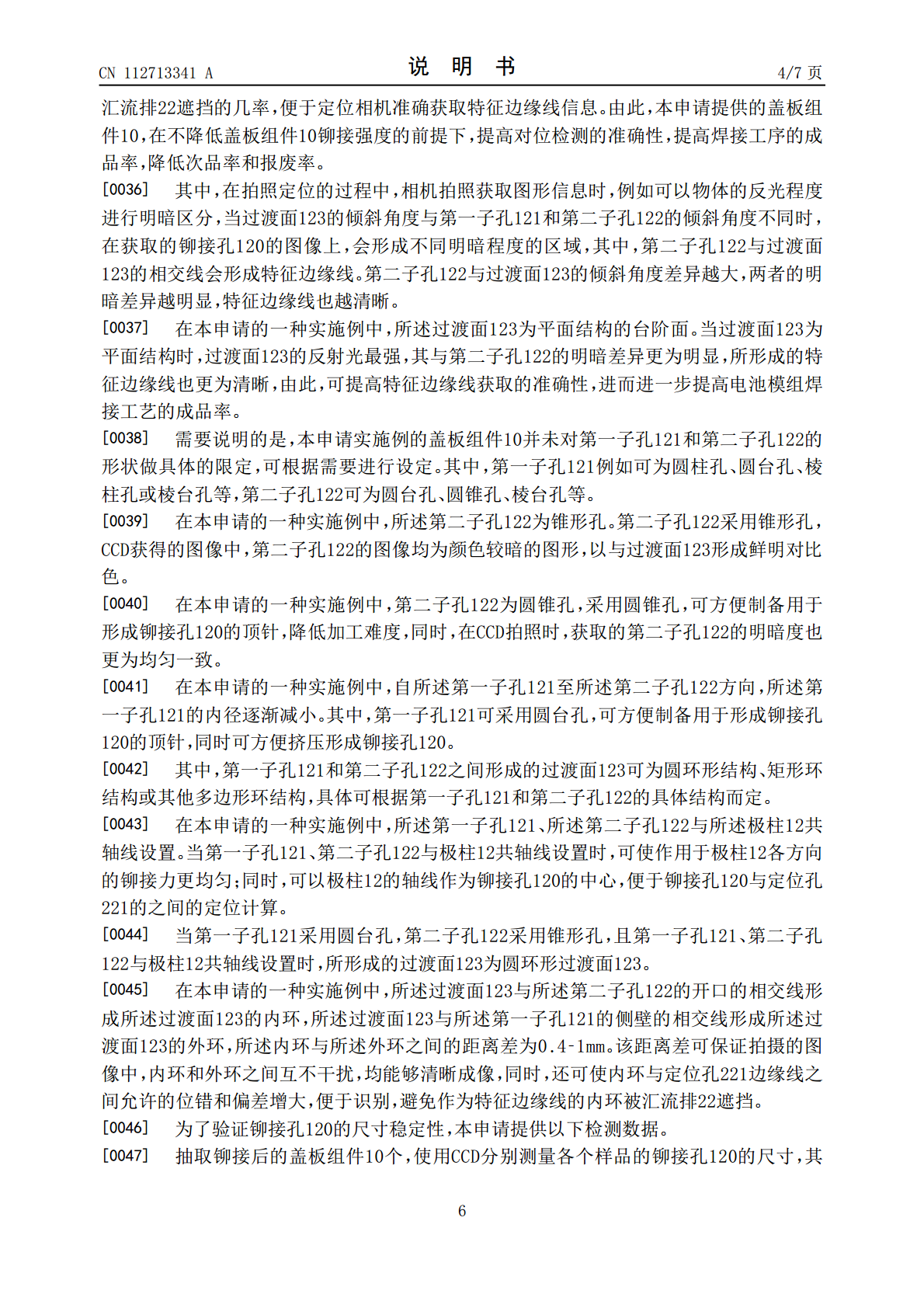
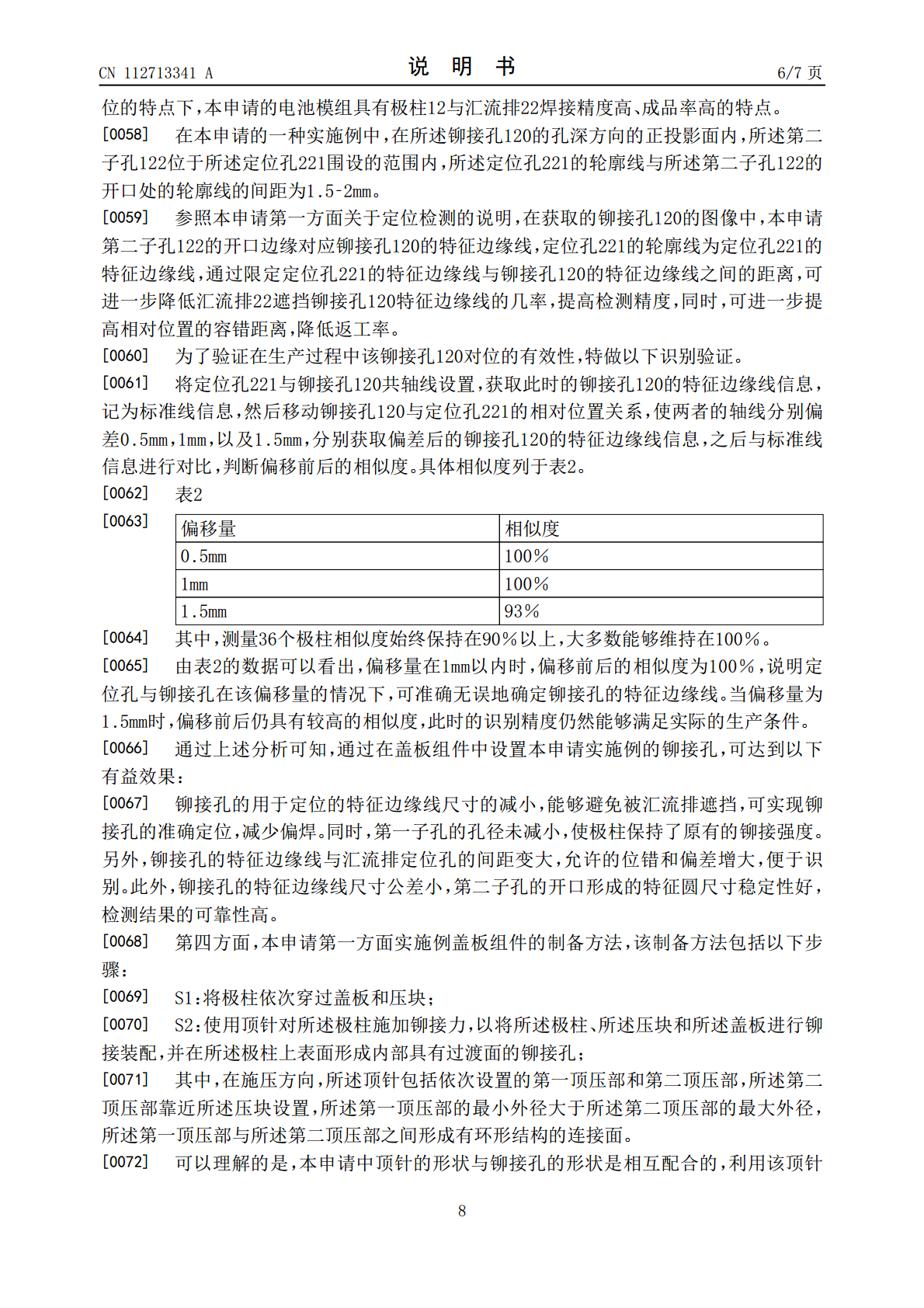
6/10

7/10
8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

盖板组件及其制备方法、电池与电池模组.pdf
本申请涉及电池领域,具体公开一种盖板组件及其制备方法、电池与电池模组。盖板组件包括极柱,极柱的端面设有铆接孔;在铆接孔的孔深方向,铆接孔包括连通设置的第一子孔和第二子孔,第一子孔靠近极柱的端面设置,第二子孔远离极柱的端面设置;第一子孔的最小内径大于第二子孔的最大内径,以在第一子孔与第二子孔之间形成环形结构的过渡面;第二子孔为盲孔。该盖板组件能够解决现有技术中铆接孔易被汇流排遮挡进而造成焊接定位不准确导致电池模组返工或报废的问题。

电池盖板组件、电池及电池盖板组件的制造方法.pdf
本发明属于电池技术领域,公开了电池盖板组件、电池及电池盖板组件的制造方法。该电池盖板组件包括顶盖和端子,端子穿设于顶盖,端子包括注塑环、插设于注塑环的极柱以及设于注塑环和极柱之间的密封环,注塑环设有若干圈直立筋,直立筋围设于极柱的周侧,端子还包括绝缘件,绝缘件套设于极柱,且绝缘件通过直立筋与注塑环相互嵌合。本发明提供的电池盖板组件,结构简单,易于加工。本发明还提供了电池,包括上述的电池盖板组件,电池盖板组件结构简单,为电芯的大小和电芯的安装留出更多的空间,提升了电池电芯的空间利用率,提高了能量密度。本发明
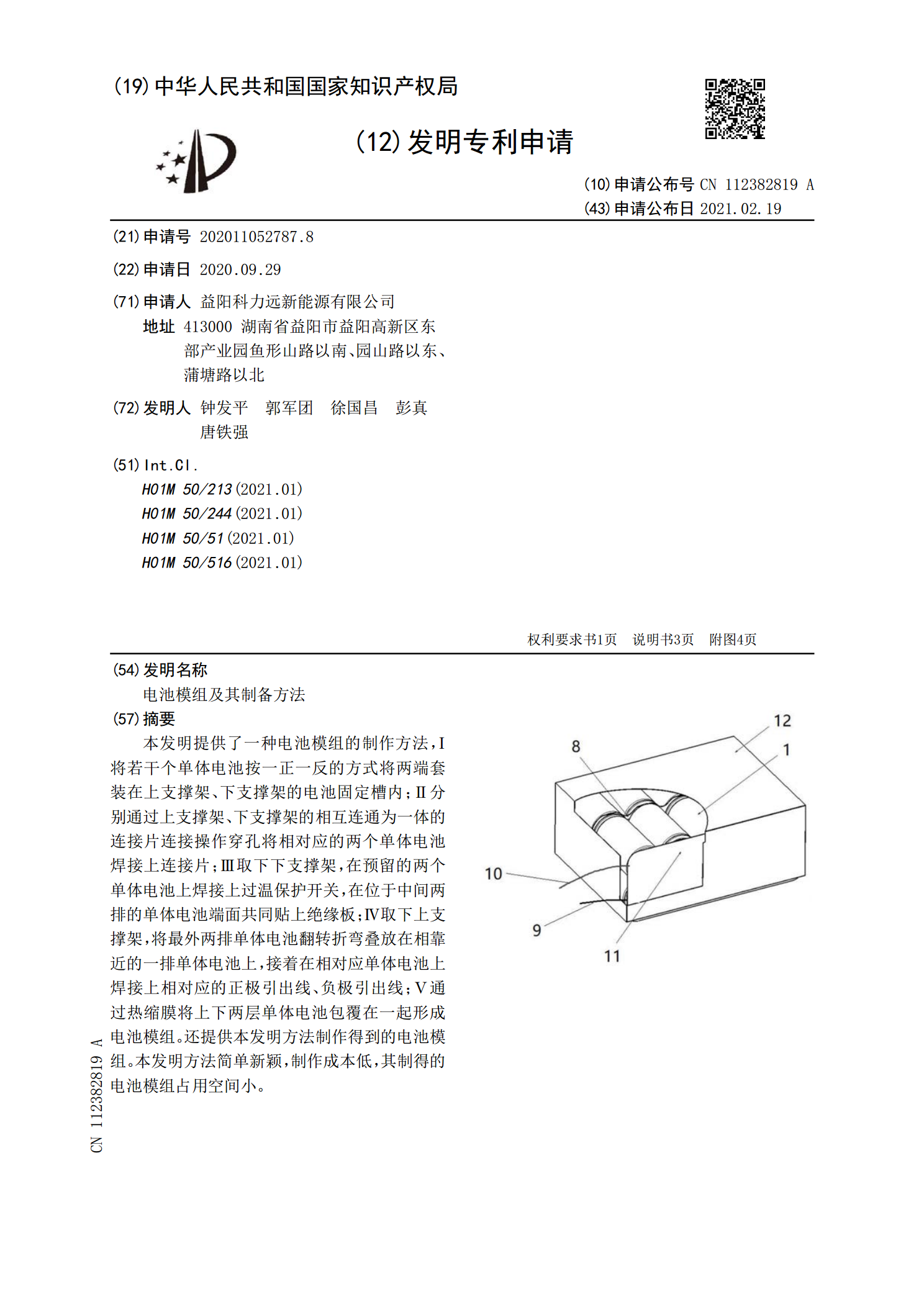
电池模组及其制备方法.pdf
本发明提供了一种电池模组的制作方法,Ⅰ将若干个单体电池按一正一反的方式将两端套装在上支撑架、下支撑架的电池固定槽内;Ⅱ分别通过上支撑架、下支撑架的相互连通为一体的连接片连接操作穿孔将相对应的两个单体电池焊接上连接片;Ⅲ取下下支撑架,在预留的两个单体电池上焊接上过温保护开关,在位于中间两排的单体电池端面共同贴上绝缘板;Ⅳ取下上支撑架,将最外两排单体电池翻转折弯叠放在相靠近的一排单体电池上,接着在相对应单体电池上焊接上相对应的正极引出线、负极引出线;Ⅴ通过热缩膜将上下两层单体电池包覆在一起形成电池模组。还提供
盖板组件、制备方法、电池及电子设备.pdf
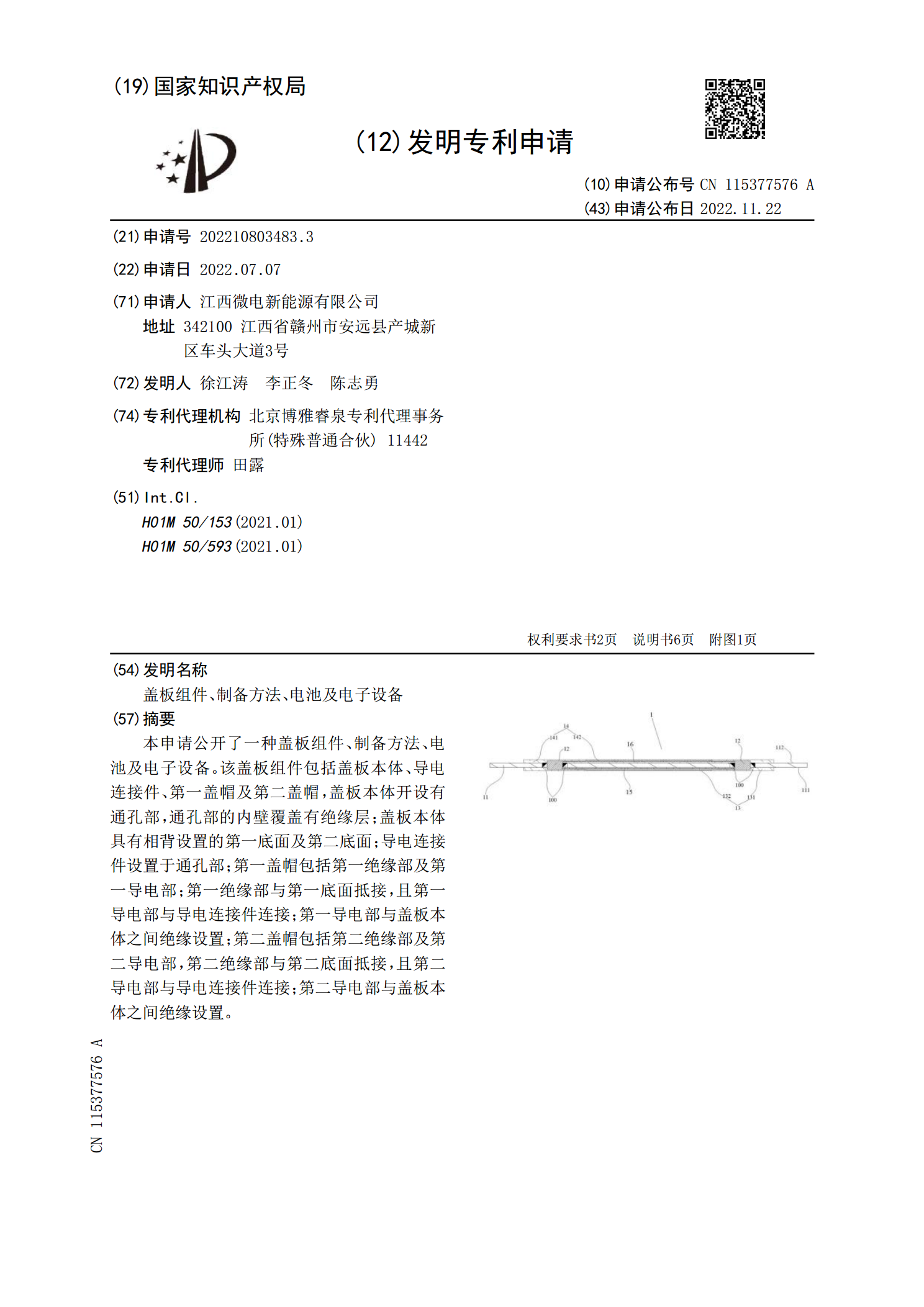
本申请公开了一种盖板组件、制备方法、电池及电子设备。该盖板组件包括盖板本体、导电连接件、第一盖帽及第二盖帽,盖板本体开设有通孔部,通孔部的内壁覆盖有绝缘层;盖板本体具有相背设置的第一底面及第二底面;导电连接件设置于通孔部;第一盖帽包括第一绝缘部及第一导电部;第一绝缘部与第一底面抵接,且第一导电部与导电连接件连接;第一导电部与盖板本体之间绝缘设置;第二盖帽包括第二绝缘部及第二导电部,第二绝缘部与第二底面抵接,且第二导电部与导电连接件连接;第二导电部与盖板本体之间绝缘设置。
电池模组、电池包和电池模组的制备方法.pdf
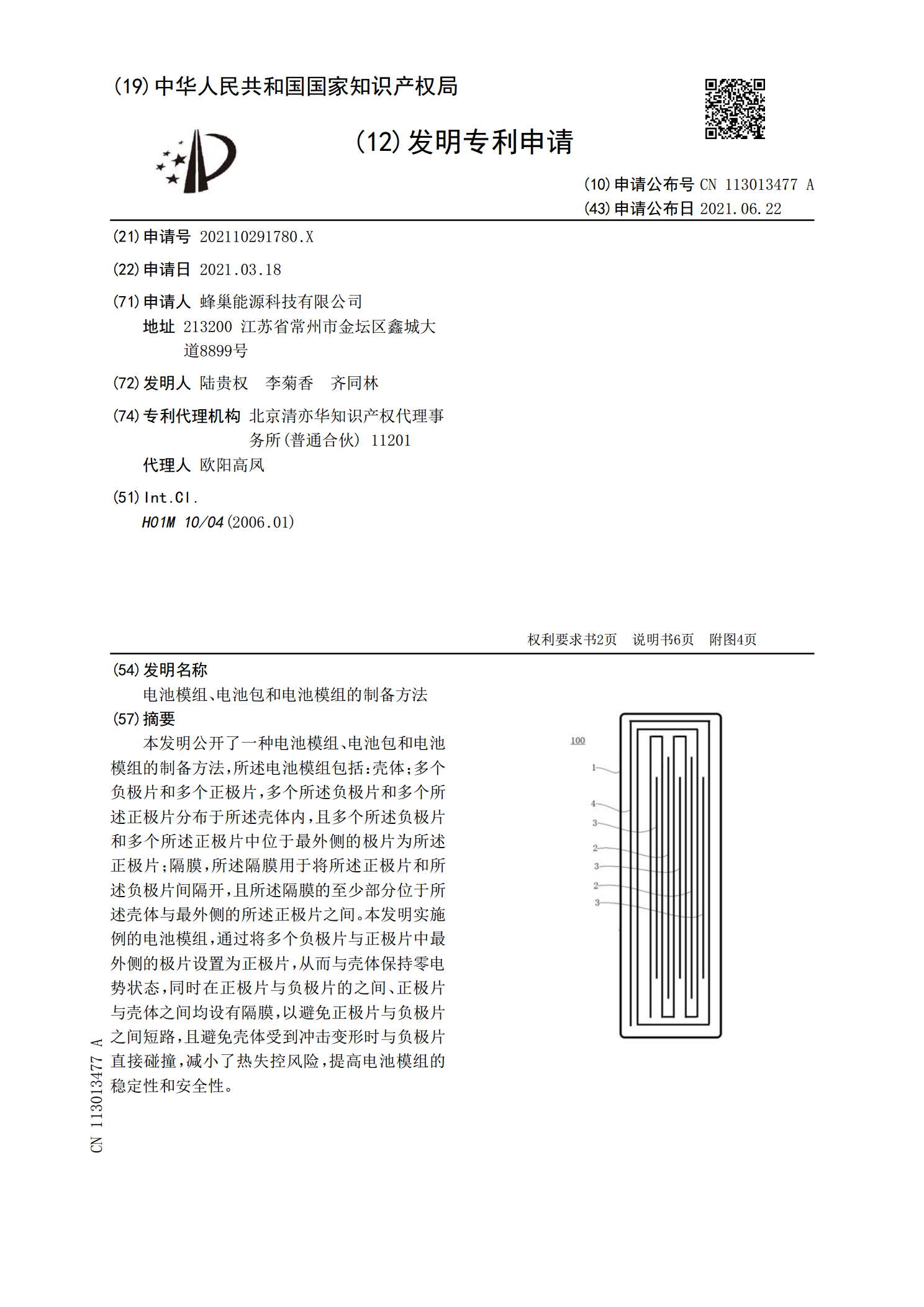
本发明公开了一种电池模组、电池包和电池模组的制备方法,所述电池模组包括:壳体;多个负极片和多个正极片,多个所述负极片和多个所述正极片分布于所述壳体内,且多个所述负极片和多个所述正极片中位于最外侧的极片为所述正极片;隔膜,所述隔膜用于将所述正极片和所述负极片间隔开,且所述隔膜的至少部分位于所述壳体与最外侧的所述正极片之间。本发明实施例的电池模组,通过将多个负极片与正极片中最外侧的极片设置为正极片,从而与壳体保持零电势状态,同时在正极片与负极片的之间、正极片与壳体之间均设有隔膜,以避免正极片与负极片之间短路,