
一种冷连轧升降速阶段的轧制力设定方法.pdf

依波****bc


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共22页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种冷连轧升降速阶段的轧制力设定方法.pdf
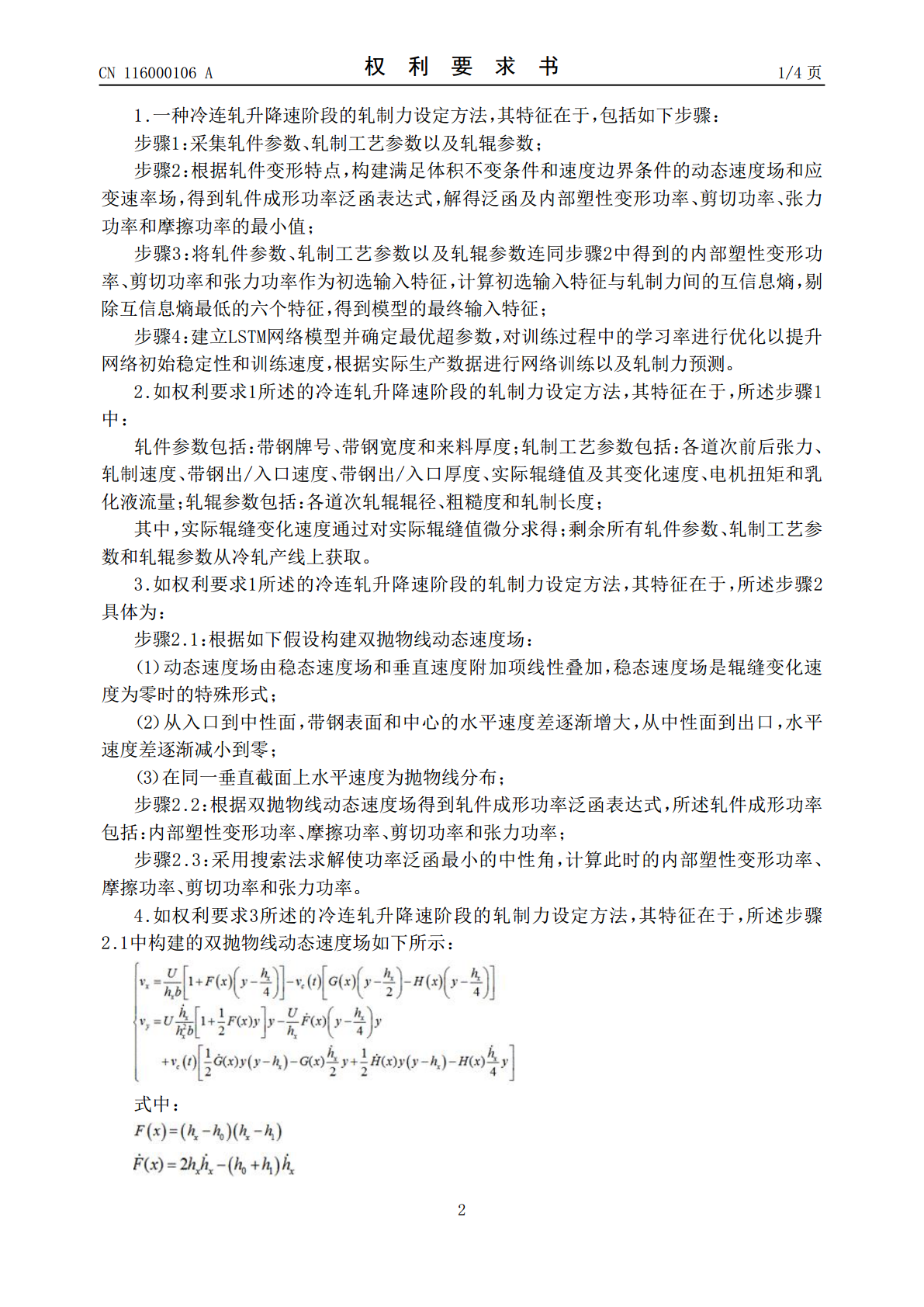
本发明的一种冷连轧升降速阶段的轧制力设定方法,包括如下步骤:步骤1:采集轧件参数、轧制工艺参数以及轧辊参数;步骤2:根据轧件变形特点,构建满足体积不变条件和速度边界条件的动态速度场和应变速率场,得到轧件成形功率泛函表达式,解得泛函及各成形功率最小值;步骤3:将步骤1采集的参数连同步骤2中得到的内部塑性变形功率、剪切功率和张力功率作为初选输入特征,计算初选输入特征与轧制力间的互信息熵,剔除互信息熵较低的特征,得到模型的最终输入特征;步骤4:建立LSTM网络模型并确定最优超参数,对训练过程中的学习率进行优化以
一种稳定轧制的冷连轧张力动态设定方法.pdf
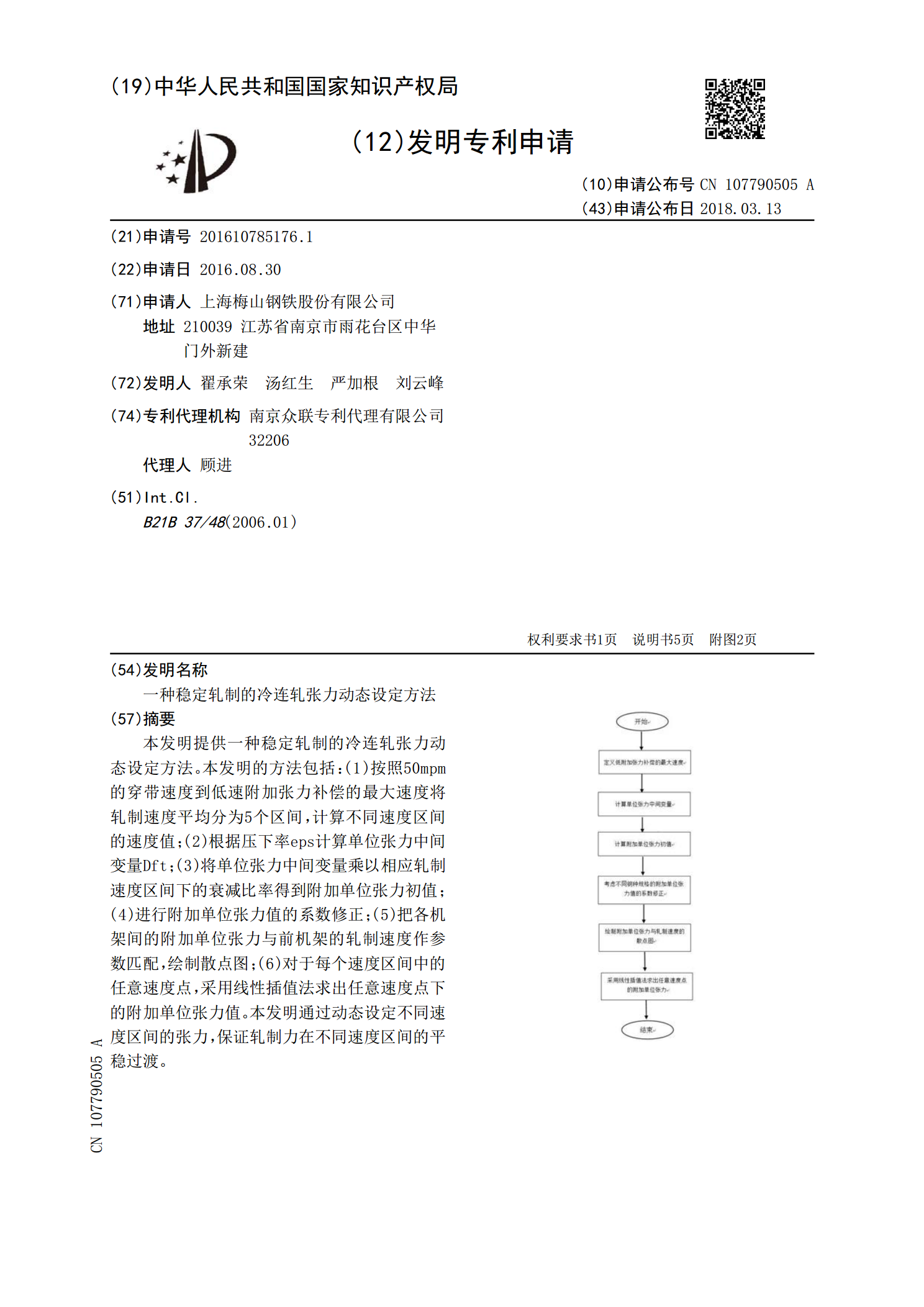
本发明提供一种稳定轧制的冷连轧张力动态设定方法。本发明的方法包括:(1)按照50mpm的穿带速度到低速附加张力补偿的最大速度将轧制速度平均分为5个区间,计算不同速度区间的速度值;(2)根据压下率eps计算单位张力中间变量Dft;(3)将单位张力中间变量乘以相应轧制速度区间下的衰减比率得到附加单位张力初值;(4)进行附加单位张力值的系数修正;(5)把各机架间的附加单位张力与前机架的轧制速度作参数匹配,绘制散点图;(6)对于每个速度区间中的任意速度点,采用线性插值法求出任意速度点下的附加单位张力值。本发明通过
冷连轧升降速过程板形变化及其张力补偿技术.pptx
汇报人:目录PARTONEPARTTWO冷连轧工艺的基本原理冷连轧工艺的特点冷连轧工艺的应用范围PARTTHREE升降速过程中板形变化的原理升降速过程中板形变化的影响因素升降速过程中板形变化的控制方法PARTFOUR张力补偿技术的原理张力补偿技术在冷连轧中的重要性张力补偿技术的实现方式PARTFIVE基于工艺参数的优化策略基于设备结构的优化策略基于控制算法的优化策略PARTSIX智能化张力补偿技术的发展趋势基于大数据和云计算的张力补偿技术应用前景绿色环保的张力补偿技术发展方向THANKYOU

冷连轧过程中间辊弯辊力设定策略研究.docx
冷连轧过程中间辊弯辊力设定策略研究摘要:本文围绕冷连轧的中间辊弯辊力设定进行研究,结合轧制理论和实际情况,提出了一种基于轧制力学模型的辊弯辊力设定策略。该策略可以平衡中间辊的弯辊力和压辊力,降低轧制能耗和轧制力对辊系造成的损伤。关键词:冷连轧;中间辊;弯辊力;压辊力;模型。Introduction冷连轧是一种常用的钢铁加工工艺,其主要目的是制造适用于钢铁加工的金属材料。在冷连轧过程中,辊系是一个至关重要的组成部分,其起到承受和传递轧制力的作用。辊系中的中间辊承担了重要的压辊和弯辊力的功能,对轧制质量和能源

冷连轧设定控制系统综合优化研究.docx
冷连轧设定控制系统综合优化研究冷连轧是一种重要的金属加工技术,广泛应用于钢铁、铝合金等材料的制造过程中。冷连轧设定控制系统的优化研究是提高冷连轧生产效率和产品质量的关键问题之一。本文将分析冷连轧设定控制系统的研究现状和问题,并提出一种综合优化方法,以实现冷连轧设定控制系统的性能提升。一、冷连轧设定控制系统研究现状和问题冷连轧设定控制是指根据产品规格和质量要求,进行轧辊设定值的确定,以实现冷连轧产品的控制。目前,冷连轧设定控制系统主要存在以下问题:1.难以确定设定值的优化方法。传统的冷连轧设定控制系统主要依