
一种粉末模具钢压制成型装置及其使用方法.pdf

书生****66

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种粉末模具钢压制成型装置及其使用方法.pdf
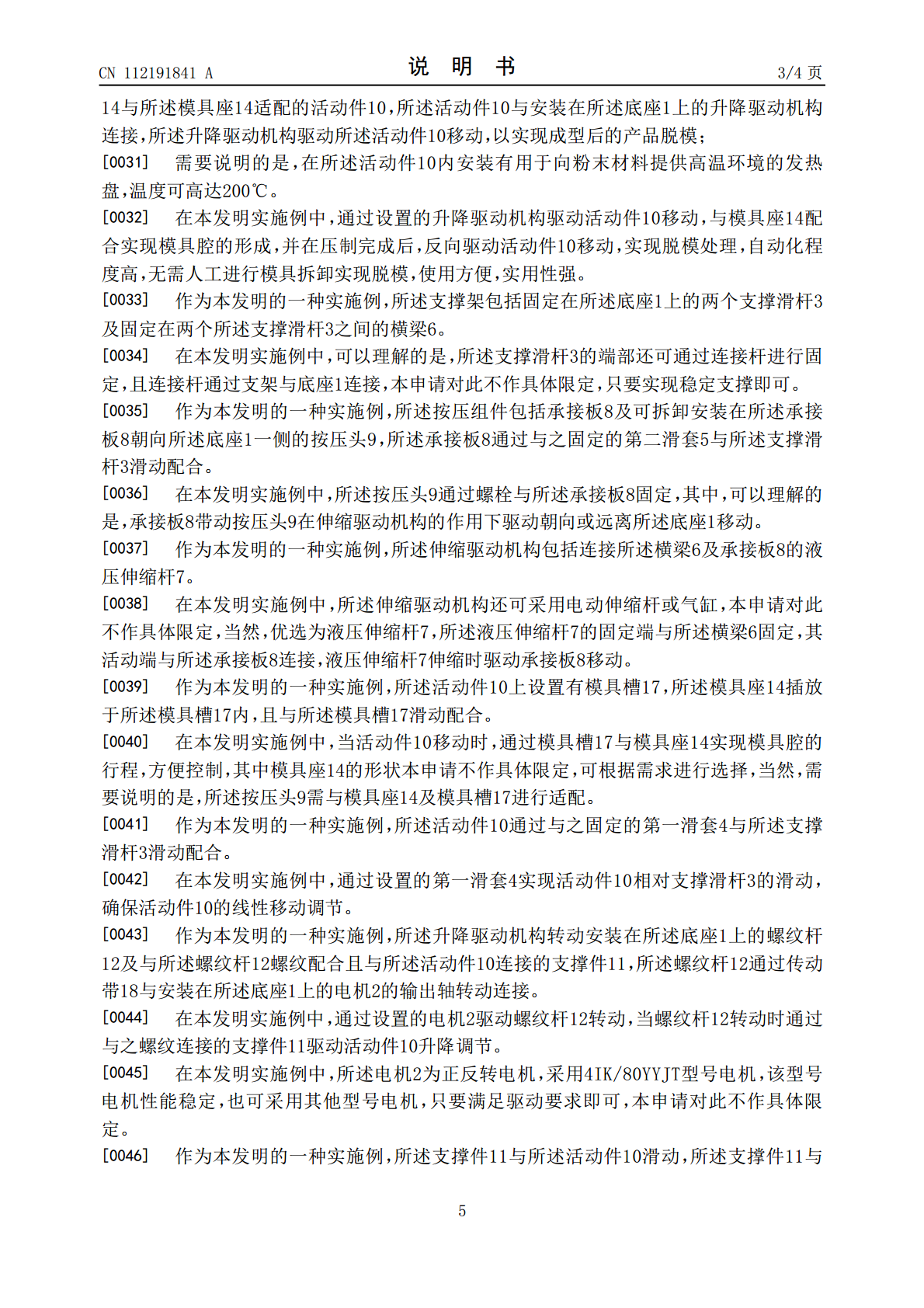
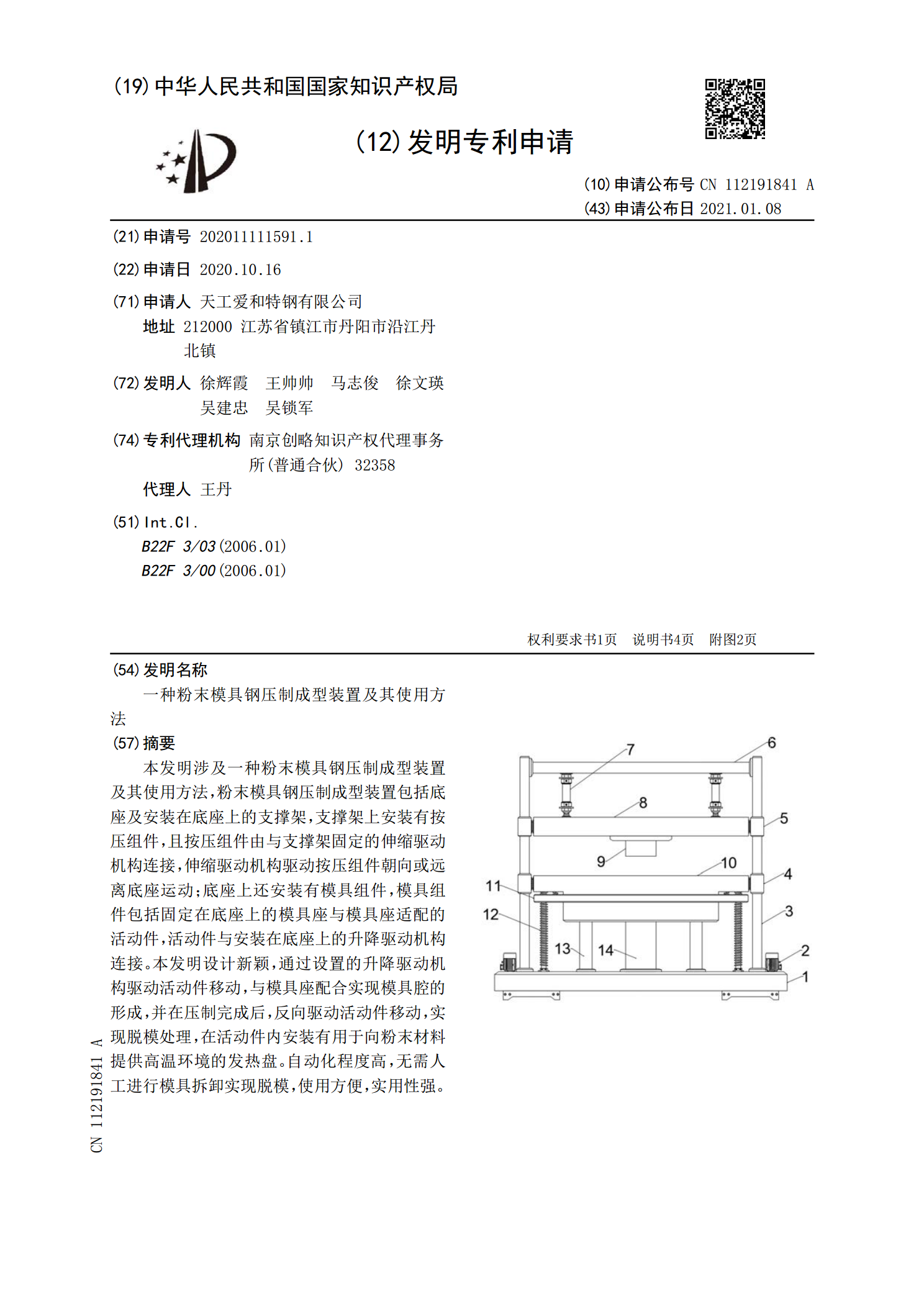
本发明涉及一种粉末模具钢压制成型装置及其使用方法,粉末模具钢压制成型装置包括底座及安装在底座上的支撑架,支撑架上安装有按压组件,且按压组件由与支撑架固定的伸缩驱动机构连接,伸缩驱动机构驱动按压组件朝向或远离底座运动;底座上还安装有模具组件,模具组件包括固定在底座上的模具座与模具座适配的活动件,活动件与安装在底座上的升降驱动机构连接。本发明设计新颖,通过设置的升降驱动机构驱动活动件移动,与模具座配合实现模具腔的形成,并在压制完成后,反向驱动活动件移动,实现脱模处理,在活动件内安装有用于向粉末材料提供高温环境

粉末压制成型.doc
(完整word版)粉末压制成型(完整word版)粉末压制成型(完整word版)粉末压制成型粉末压制成形(powderpressing)在压模中利用外加压力的粉末成形方法.又称粉末模压成形。压制成形过程由装粉、压制和脱模组成。粉末压制成形的内容包括粉末压制理论、粉末压坯、粉末压制模具和粉末压制压力机4个方面.压制成形过程中,颗粒间以及颗粒与模壁间存在的内、外摩擦引起压力损失使压坯各部位受力不均,因此压坯密度分布不均匀。不均匀的程度与选用的压制方式有关。基本的压制方式有单向压制、双向压制、浮动压制、拉下式压制
一种粉末状材料双向压制成型的装置及压制成型的方法.pdf
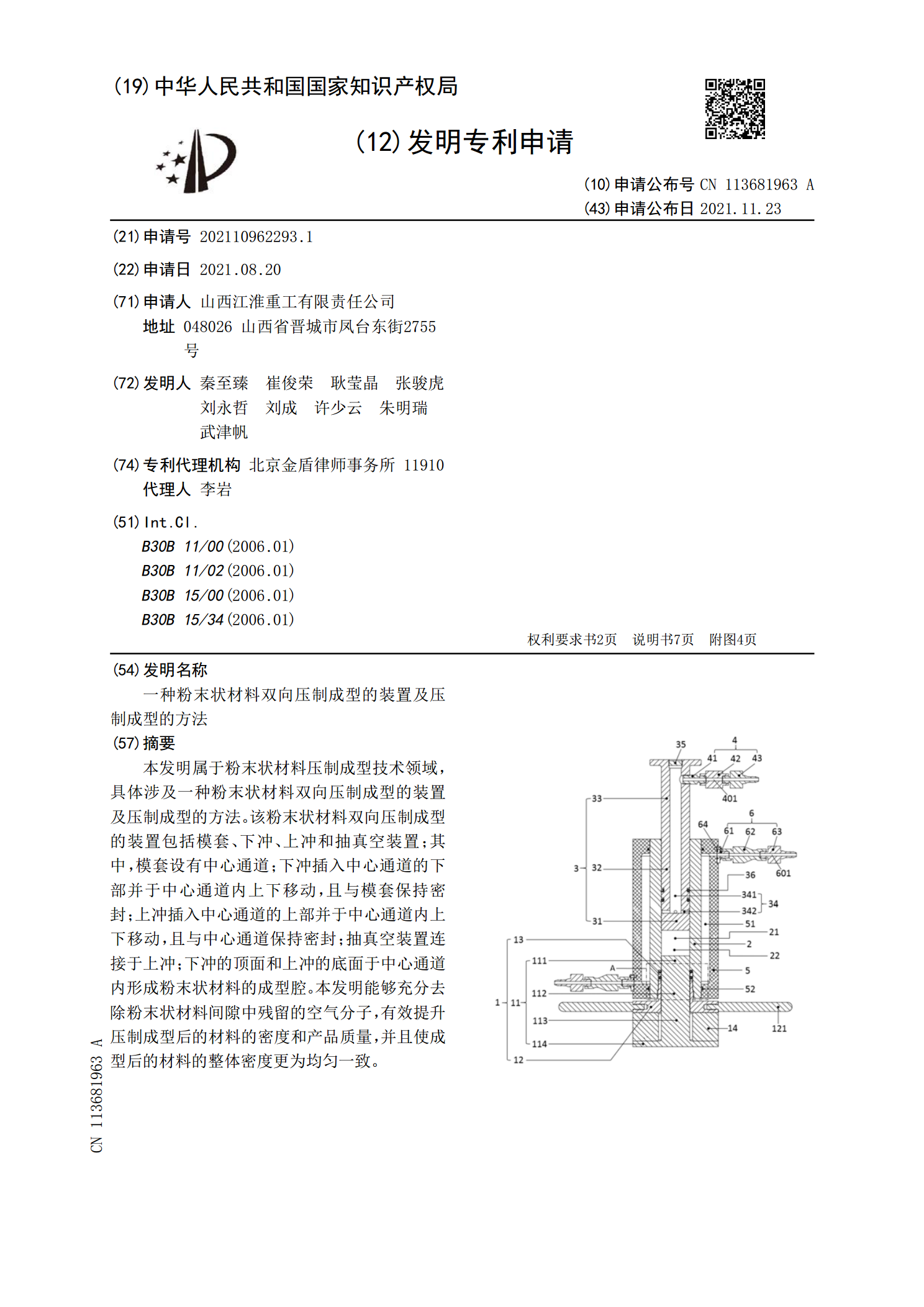
本发明属于粉末状材料压制成型技术领域,具体涉及一种粉末状材料双向压制成型的装置及压制成型的方法。该粉末状材料双向压制成型的装置包括模套、下冲、上冲和抽真空装置;其中,模套设有中心通道;下冲插入中心通道的下部并于中心通道内上下移动,且与模套保持密封;上冲插入中心通道的上部并于中心通道内上下移动,且与中心通道保持密封;抽真空装置连接于上冲;下冲的顶面和上冲的底面于中心通道内形成粉末状材料的成型腔。本发明能够充分去除粉末状材料间隙中残留的空气分子,有效提升压制成型后的材料的密度和产品质量,并且使成型后的材料的整

粉末状材料单向压制成型的装置及压制成型的方法.pdf
本发明属于粉末状材料压制成型技术领域,具体涉及一种粉末状材料单向压制成型的装置及压制成型的方法。该粉末状材料单向压制成型的装置包括底座、模套、上冲和抽真空装置;其中,模套设有中心通道,中心通道垂直于底座的顶面,模套与底座密封连接;上冲插入中心通道的上部并于中心通道内上下移动,且与中心通道保持密封;抽真空装置连接于上冲;底座的顶面和上冲的底面于中心通道内形成粉末状材料的成型腔。本发明能够充分去除粉末状材料间隙中残留的空气分子,有效提升压制成型后的材料的密度和产品质量。

一种滑块的粉末压制成型工艺.pdf
本发明公开了一种滑块的粉末压制成型工艺,具体工艺如下:第一步,配料:将聚乙二醇(PEG)按比例注水并加热成溶解液,后将不锈钢粉或铁粉注入进行混合搅拌;第二步,喷雾造粒:将所得的混合液通过控制喷雾造粒工艺参数得到造粒粉料;第三步,压制:将造粒粉料装入模具,进行压机压制形成半成品;第四步,真空烧结:采用烧结炉,将半成品进行烧结;第五步,攻丝:将半成品上的螺纹孔进行攻丝;第六步,淬火及深冷处理:采用真空炉,将第五步处理后的半成品进行淬火处理,结束后进行深冷处理,使半成品的硬度稳定达到HRC58—62;本发明采用