
粉末压制成型.doc

小忆****ng


1/1
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

粉末压制成型.doc
(完整word版)粉末压制成型(完整word版)粉末压制成型(完整word版)粉末压制成型粉末压制成形(powderpressing)在压模中利用外加压力的粉末成形方法.又称粉末模压成形。压制成形过程由装粉、压制和脱模组成。粉末压制成形的内容包括粉末压制理论、粉末压坯、粉末压制模具和粉末压制压力机4个方面.压制成形过程中,颗粒间以及颗粒与模壁间存在的内、外摩擦引起压力损失使压坯各部位受力不均,因此压坯密度分布不均匀。不均匀的程度与选用的压制方式有关。基本的压制方式有单向压制、双向压制、浮动压制、拉下式压制

粉末状材料单向压制成型的装置及压制成型的方法.pdf
本发明属于粉末状材料压制成型技术领域,具体涉及一种粉末状材料单向压制成型的装置及压制成型的方法。该粉末状材料单向压制成型的装置包括底座、模套、上冲和抽真空装置;其中,模套设有中心通道,中心通道垂直于底座的顶面,模套与底座密封连接;上冲插入中心通道的上部并于中心通道内上下移动,且与中心通道保持密封;抽真空装置连接于上冲;底座的顶面和上冲的底面于中心通道内形成粉末状材料的成型腔。本发明能够充分去除粉末状材料间隙中残留的空气分子,有效提升压制成型后的材料的密度和产品质量。

一种滑块的粉末压制成型工艺.pdf
本发明公开了一种滑块的粉末压制成型工艺,具体工艺如下:第一步,配料:将聚乙二醇(PEG)按比例注水并加热成溶解液,后将不锈钢粉或铁粉注入进行混合搅拌;第二步,喷雾造粒:将所得的混合液通过控制喷雾造粒工艺参数得到造粒粉料;第三步,压制:将造粒粉料装入模具,进行压机压制形成半成品;第四步,真空烧结:采用烧结炉,将半成品进行烧结;第五步,攻丝:将半成品上的螺纹孔进行攻丝;第六步,淬火及深冷处理:采用真空炉,将第五步处理后的半成品进行淬火处理,结束后进行深冷处理,使半成品的硬度稳定达到HRC58—62;本发明采用
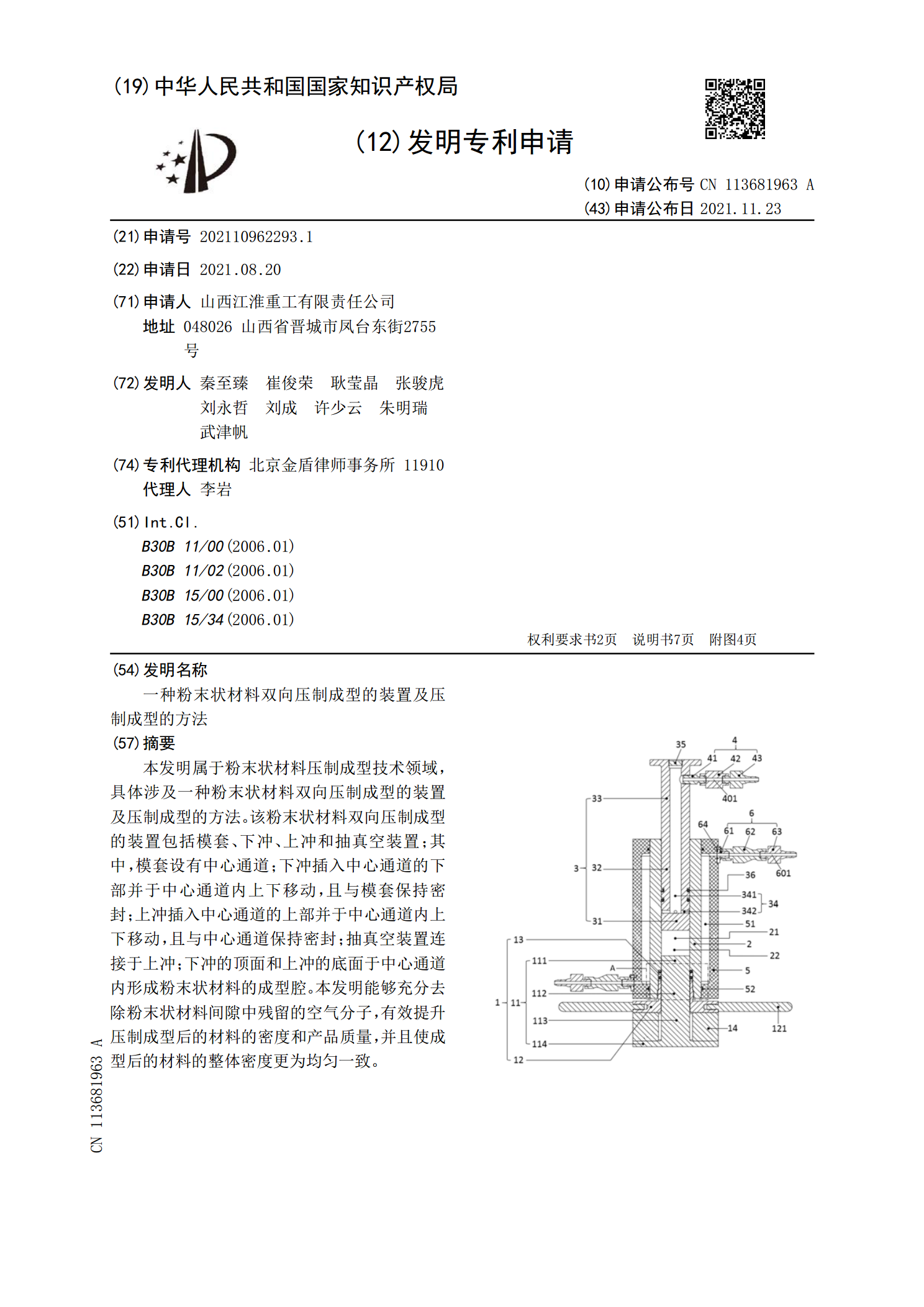
一种粉末状材料双向压制成型的装置及压制成型的方法.pdf
本发明属于粉末状材料压制成型技术领域,具体涉及一种粉末状材料双向压制成型的装置及压制成型的方法。该粉末状材料双向压制成型的装置包括模套、下冲、上冲和抽真空装置;其中,模套设有中心通道;下冲插入中心通道的下部并于中心通道内上下移动,且与模套保持密封;上冲插入中心通道的上部并于中心通道内上下移动,且与中心通道保持密封;抽真空装置连接于上冲;下冲的顶面和上冲的底面于中心通道内形成粉末状材料的成型腔。本发明能够充分去除粉末状材料间隙中残留的空气分子,有效提升压制成型后的材料的密度和产品质量,并且使成型后的材料的整
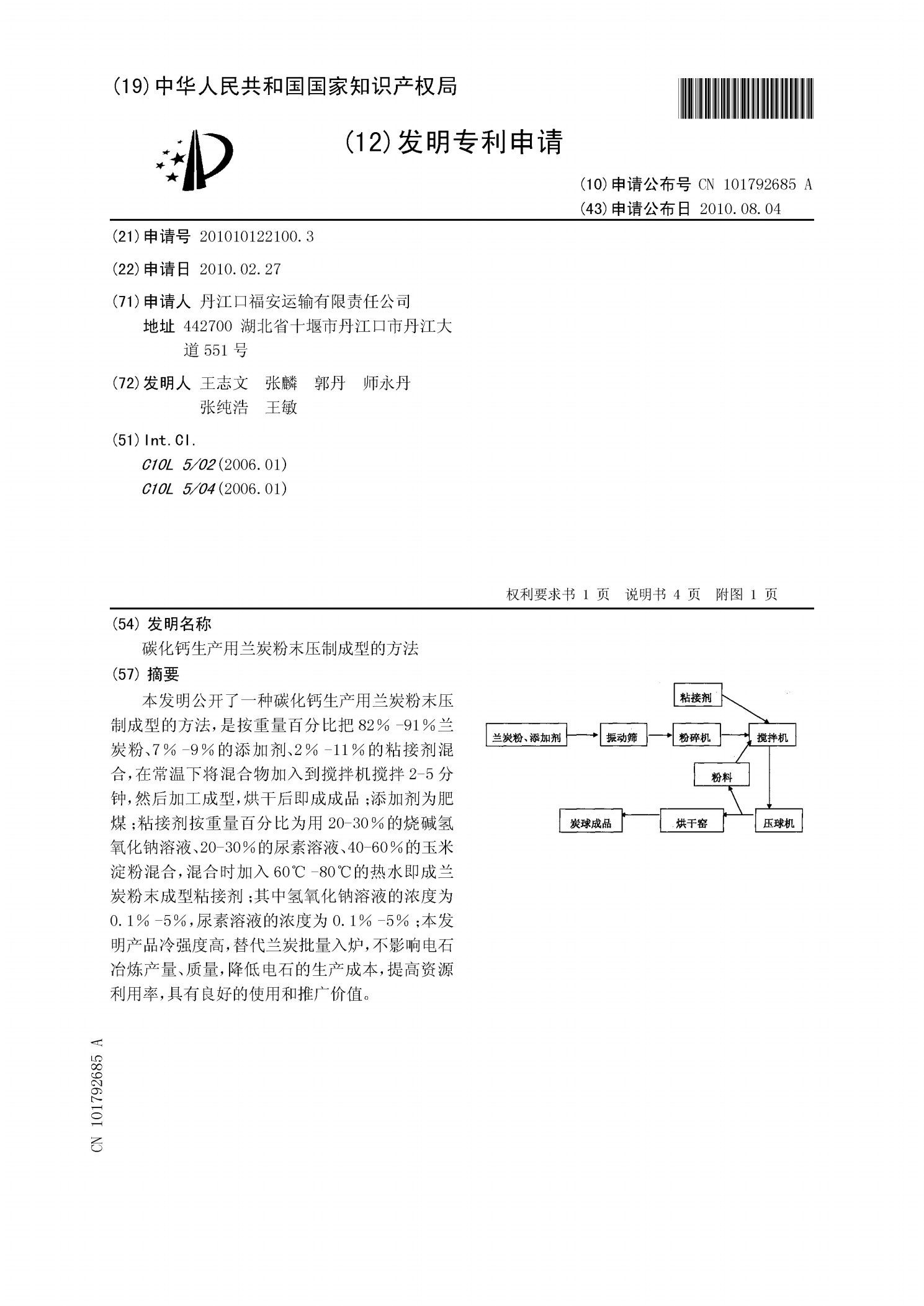
碳化钙生产用兰炭粉末压制成型的方法.pdf
本发明公开了一种碳化钙生产用兰炭粉末压制成型的方法,是按重量百分比把82%-91%兰炭粉、7%-9%的添加剂、2%-11%的粘接剂混合,在常温下将混合物加入到搅拌机搅拌2-5分钟,然后加工成型,烘干后即成成品;添加剂为肥煤;粘接剂按重量百分比为用20-30%的烧碱氢氧化钠溶液、20-30%的尿素溶液、40-60%的玉米淀粉混合,混合时加入60℃-80℃的热水即成兰炭粉末成型粘接剂;其中氢氧化钠溶液的浓度为0.1%-5%,尿素溶液的浓度为0.1%-5%;本发明产品冷强度高,替代兰炭批量入炉,不影响电石冶炼产