
一种薄壁零件定位加工工装及方法.pdf

白凡****12

1/9
2/9
3/9
4/9
5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种薄壁零件定位加工工装及方法.pdf
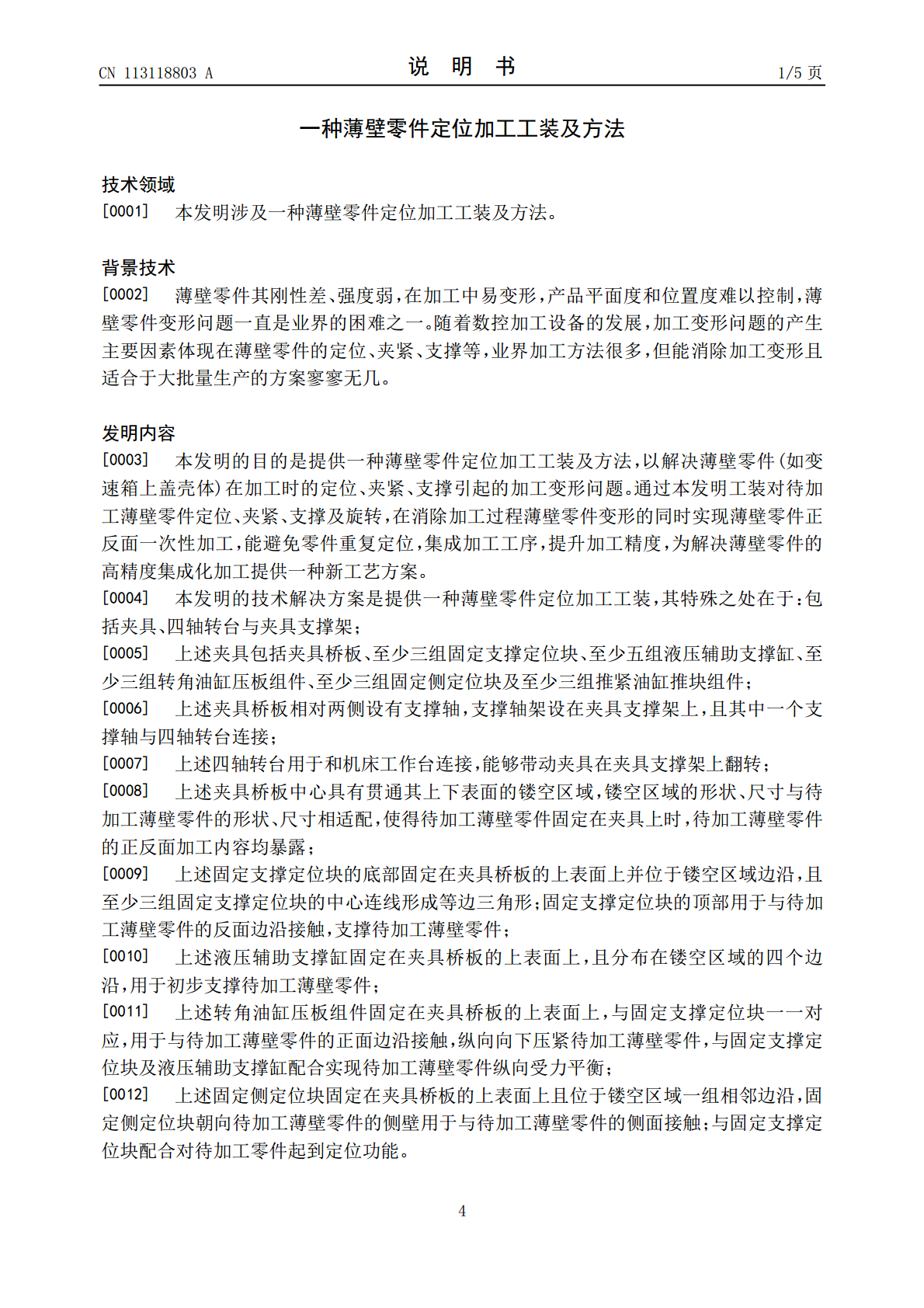
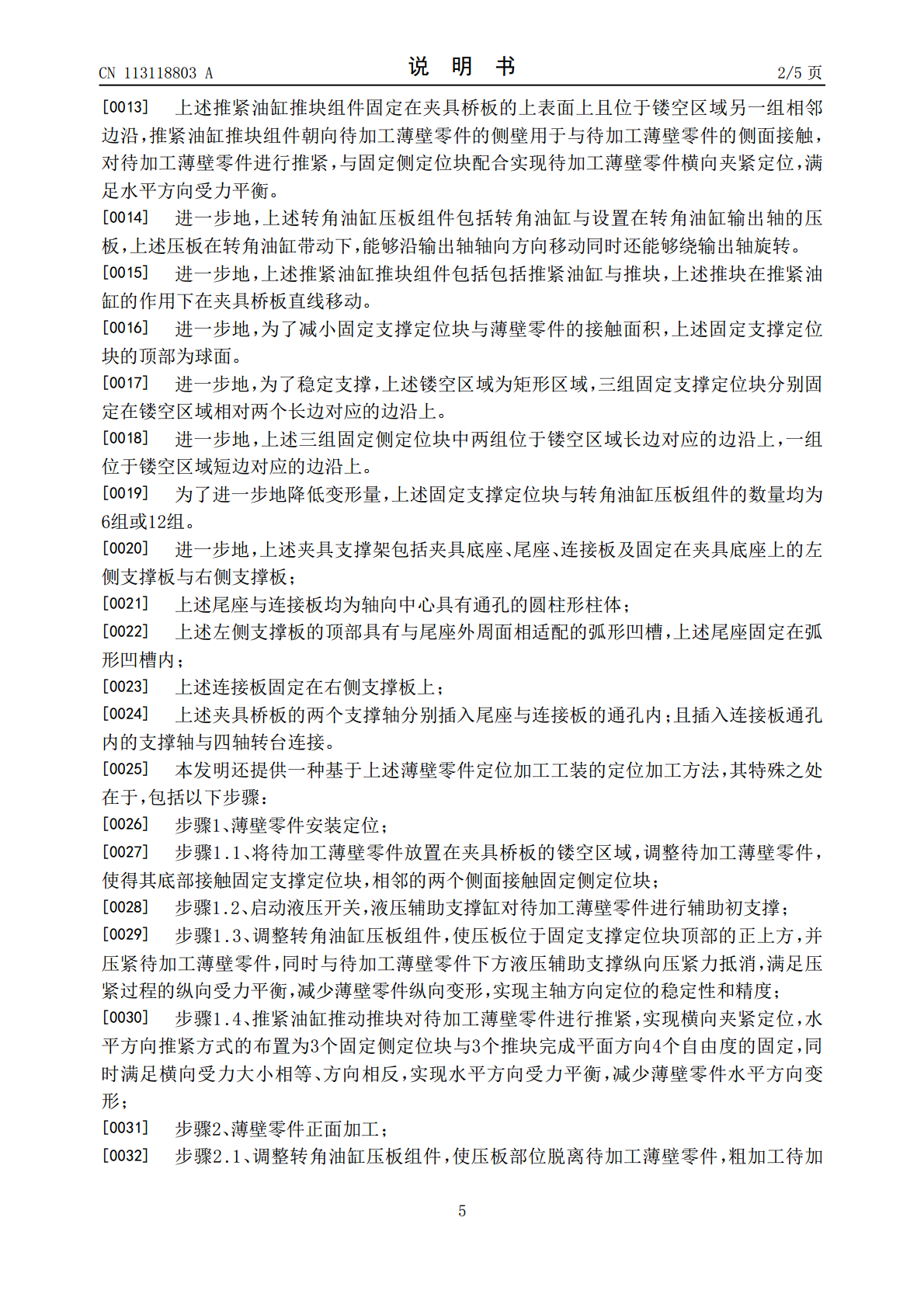
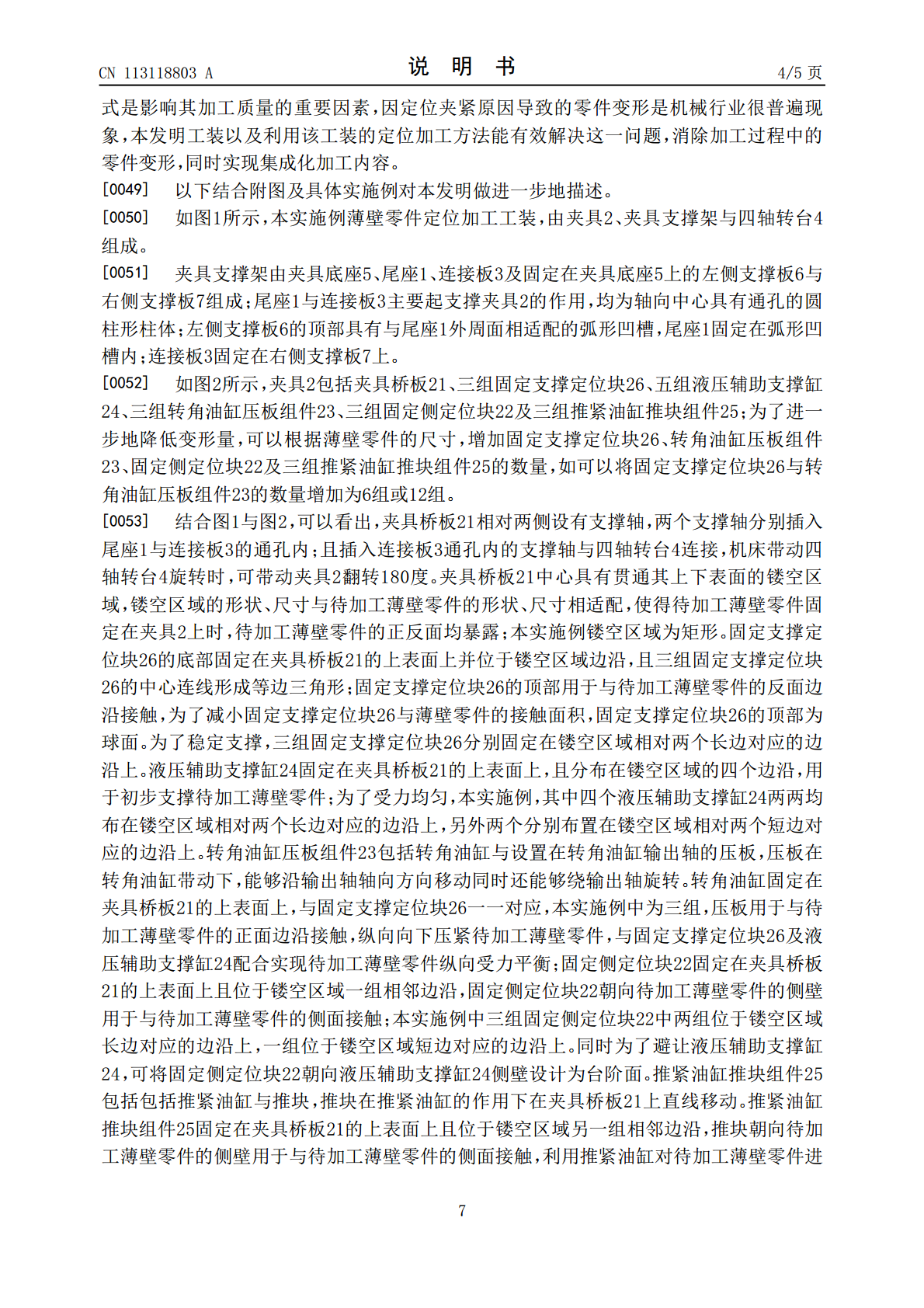
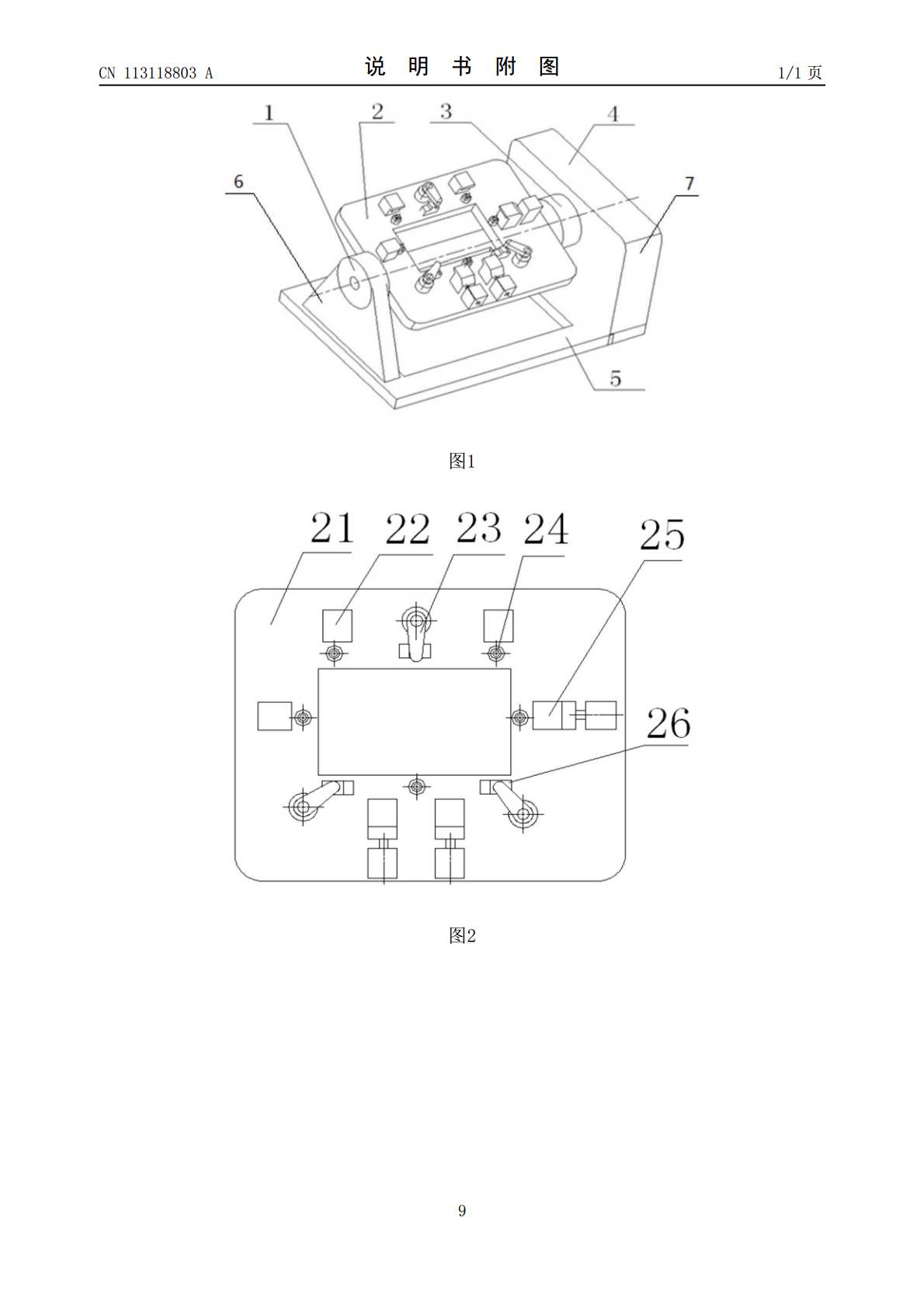
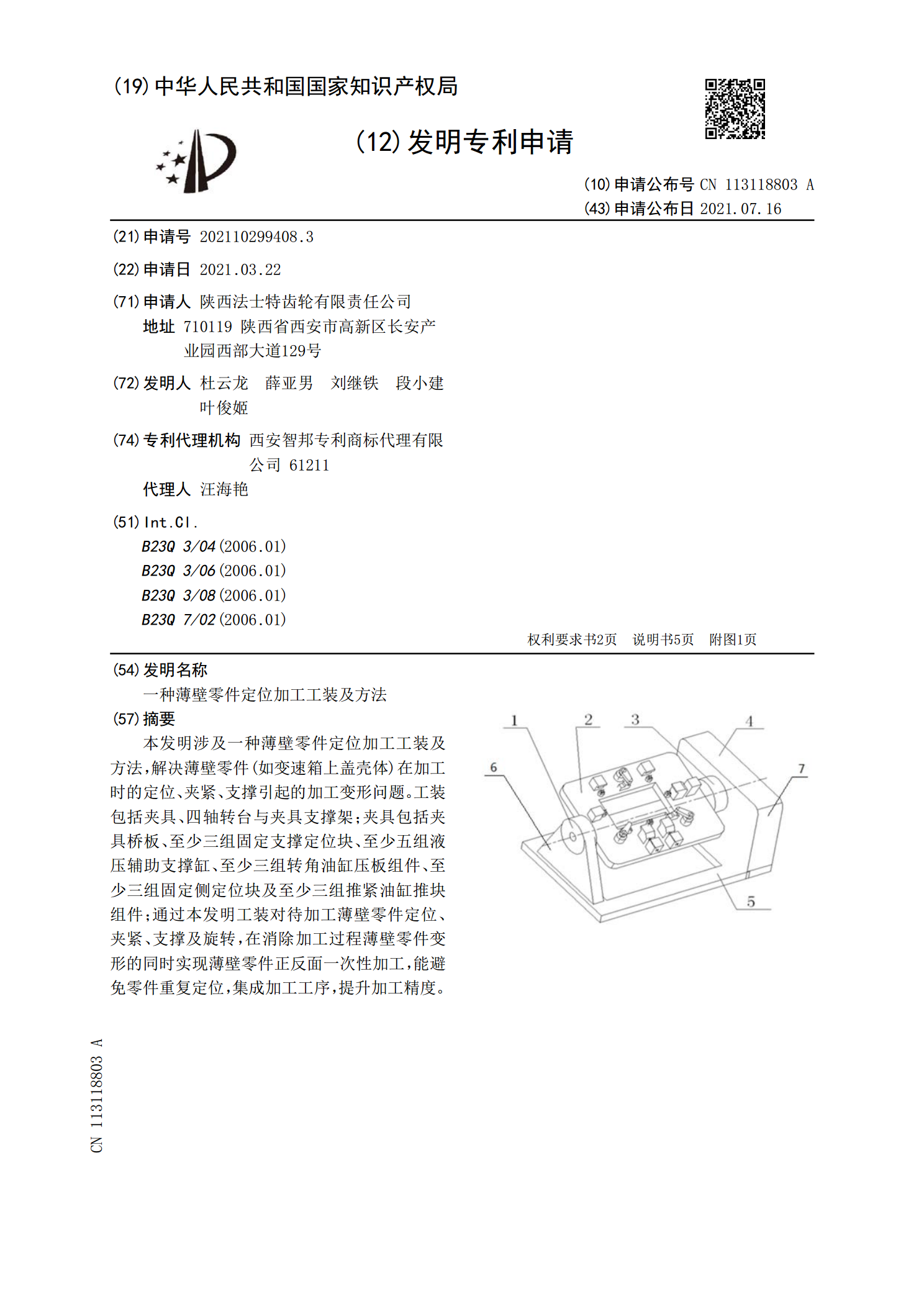
本发明涉及一种薄壁零件定位加工工装及方法,解决薄壁零件(如变速箱上盖壳体)在加工时的定位、夹紧、支撑引起的加工变形问题。工装包括夹具、四轴转台与夹具支撑架;夹具包括夹具桥板、至少三组固定支撑定位块、至少五组液压辅助支撑缸、至少三组转角油缸压板组件、至少三组固定侧定位块及至少三组推紧油缸推块组件;通过本发明工装对待加工薄壁零件定位、夹紧、支撑及旋转,在消除加工过程薄壁零件变形的同时实现薄壁零件正反面一次性加工,能避免零件重复定位,集成加工工序,提升加工精度。
一种薄壁零件加工装置及方法.pdf
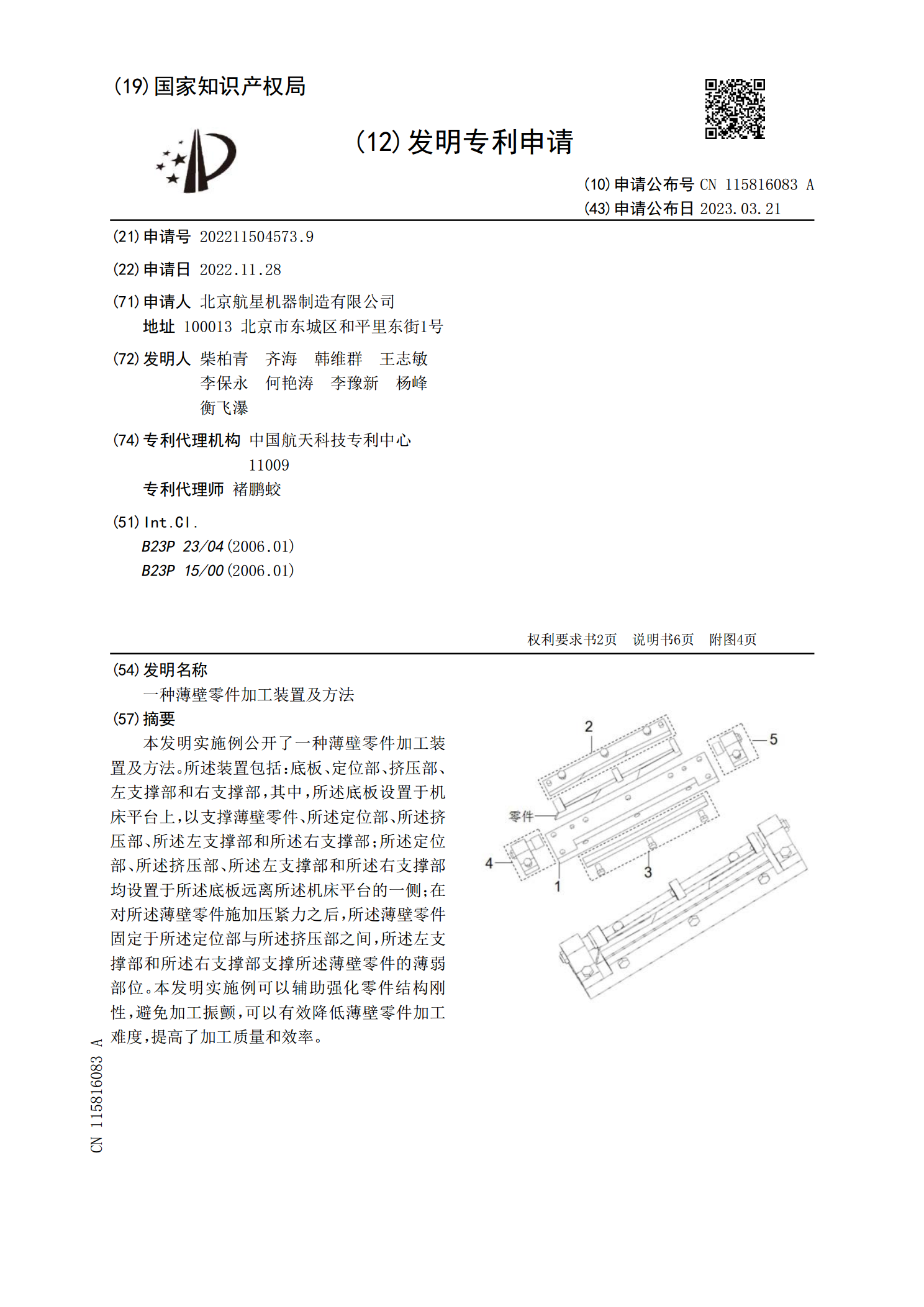
本发明实施例公开了一种薄壁零件加工装置及方法。所述装置包括:底板、定位部、挤压部、左支撑部和右支撑部,其中,所述底板设置于机床平台上,以支撑薄壁零件、所述定位部、所述挤压部、所述左支撑部和所述右支撑部;所述定位部、所述挤压部、所述左支撑部和所述右支撑部均设置于所述底板远离所述机床平台的一侧;在对所述薄壁零件施加压紧力之后,所述薄壁零件固定于所述定位部与所述挤压部之间,所述左支撑部和所述右支撑部支撑所述薄壁零件的薄弱部位。本发明实施例可以辅助强化零件结构刚性,避免加工振颤,可以有效降低薄壁零件加工难度,提高
多孔薄壁凸轮板加工定位工装及加工方法.pdf
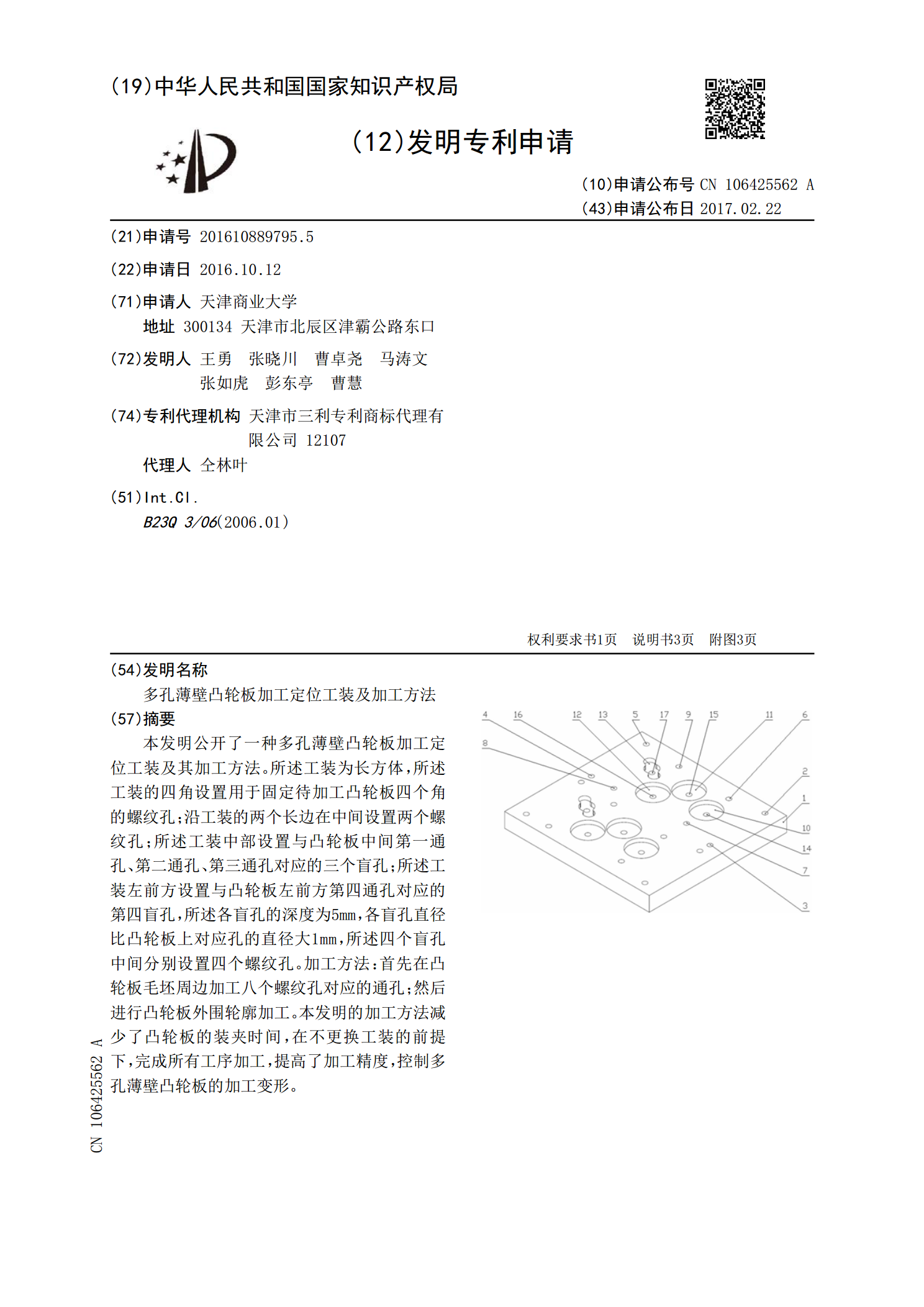
本发明公开了一种多孔薄壁凸轮板加工定位工装及其加工方法。所述工装为长方体,所述工装的四角设置用于固定待加工凸轮板四个角的螺纹孔;沿工装的两个长边在中间设置两个螺纹孔;所述工装中部设置与凸轮板中间第一通孔、第二通孔、第三通孔对应的三个盲孔;所述工装左前方设置与凸轮板左前方第四通孔对应的第四盲孔,所述各盲孔的深度为5mm,各盲孔直径比凸轮板上对应孔的直径大1mm,所述四个盲孔中间分别设置四个螺纹孔。加工方法:首先在凸轮板毛坯周边加工八个螺纹孔对应的通孔;然后进行凸轮板外围轮廓加工。本发明的加工方法减少了凸轮板

薄壁零件加工装夹方法及加工技巧分析.docx
薄壁零件加工装夹方法及加工技巧分析薄壁零件加工装夹方法及加工技巧分析摘要:随着工业技术的不断发展,薄壁零件在机械制造中的应用越来越广泛。由于其结构特殊,加工过程中容易变形,因此加工装夹方法和加工技巧变得尤为重要。本论文将对薄壁零件加工装夹方法及加工技巧进行分析,并提出相应的解决方案。一、薄壁零件加工装夹方法分析薄壁零件加工装夹方法的选择直接关系到加工质量和效率。常用的薄壁零件加工装夹方法有以下几种:1.弹性固定装夹法:通过选用弹性薄垫或硅胶薄垫,在装夹时施加一定的压力,使薄壁零件在装夹过程中保持稳定。这种
一种薄壁零件加工方法以及薄壁零件.pdf
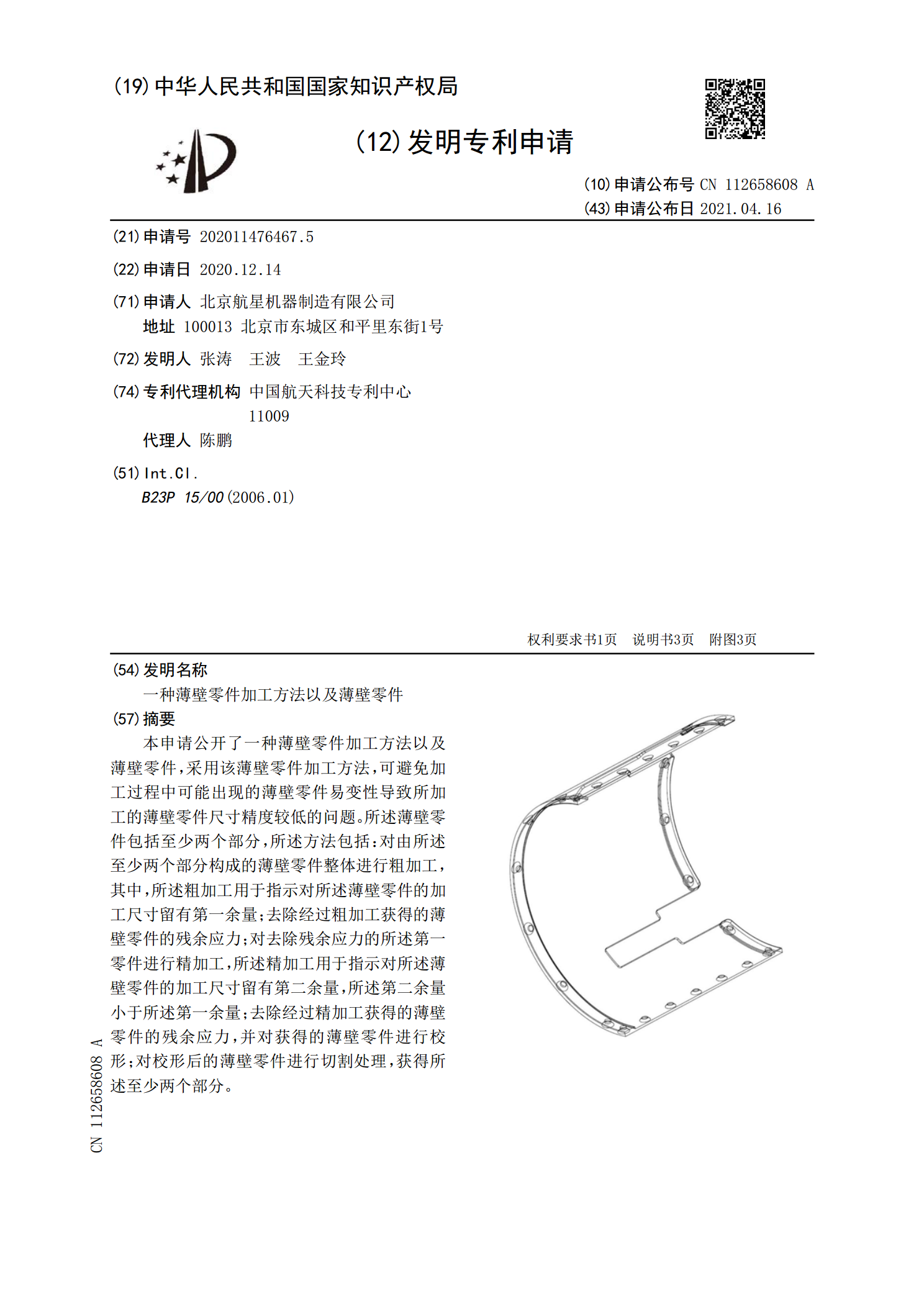
本申请公开了一种薄壁零件加工方法以及薄壁零件,采用该薄壁零件加工方法,可避免加工过程中可能出现的薄壁零件易变性导致所加工的薄壁零件尺寸精度较低的问题。所述薄壁零件包括至少两个部分,所述方法包括:对由所述至少两个部分构成的薄壁零件整体进行粗加工,其中,所述粗加工用于指示对所述薄壁零件的加工尺寸留有第一余量;去除经过粗加工获得的薄壁零件的残余应力;对去除残余应力的所述第一零件进行精加工,所述精加工用于指示对所述薄壁零件的加工尺寸留有第二余量,所述第二余量小于所述第一余量;去除经过精加工获得的薄壁零件的残余应力