
一种薄壁零件加工装置及方法.pdf

宜然****找我

1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种薄壁零件加工装置及方法.pdf
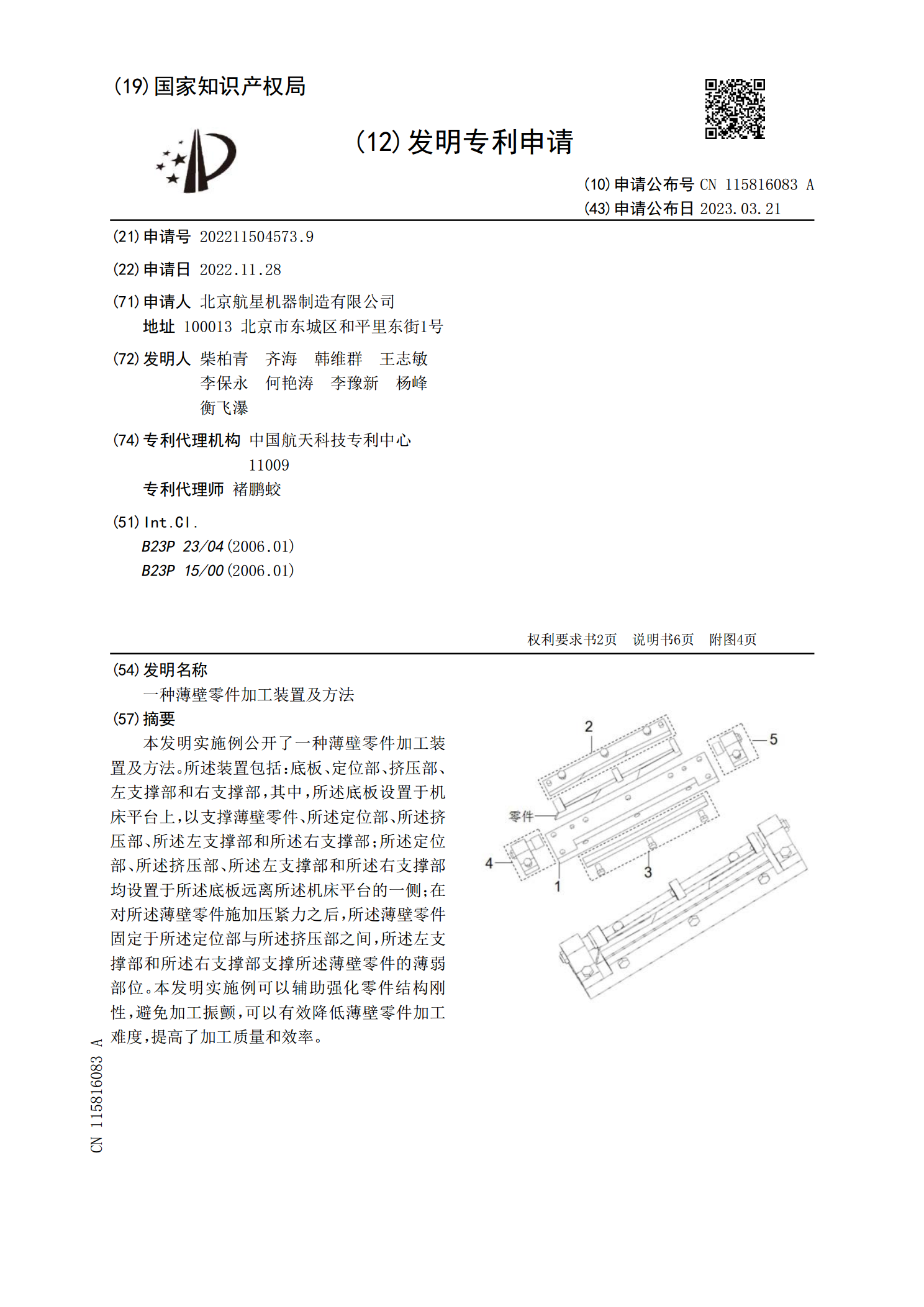
本发明实施例公开了一种薄壁零件加工装置及方法。所述装置包括:底板、定位部、挤压部、左支撑部和右支撑部,其中,所述底板设置于机床平台上,以支撑薄壁零件、所述定位部、所述挤压部、所述左支撑部和所述右支撑部;所述定位部、所述挤压部、所述左支撑部和所述右支撑部均设置于所述底板远离所述机床平台的一侧;在对所述薄壁零件施加压紧力之后,所述薄壁零件固定于所述定位部与所述挤压部之间,所述左支撑部和所述右支撑部支撑所述薄壁零件的薄弱部位。本发明实施例可以辅助强化零件结构刚性,避免加工振颤,可以有效降低薄壁零件加工难度,提高
一种薄壁零件加工方法以及薄壁零件.pdf
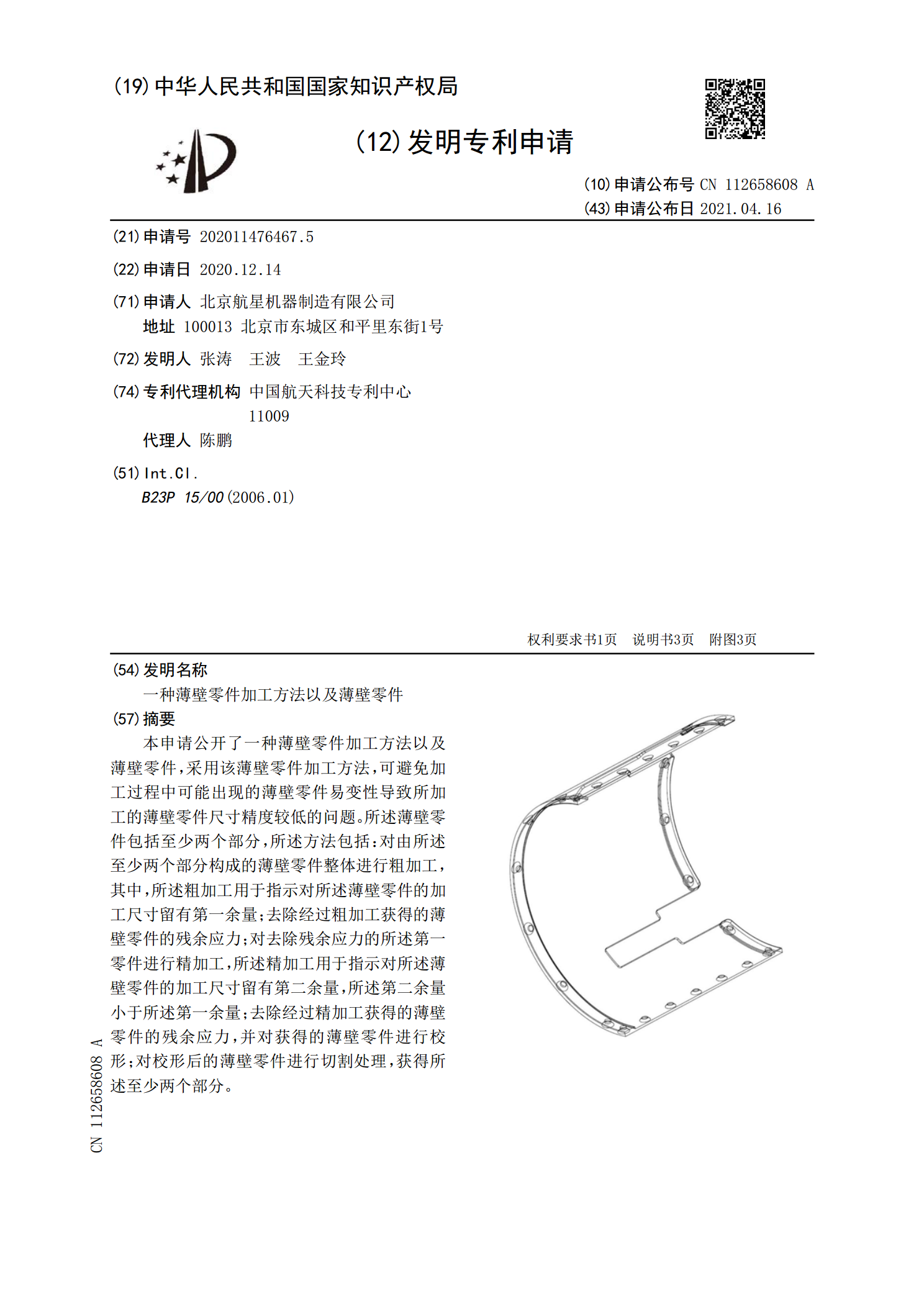
本申请公开了一种薄壁零件加工方法以及薄壁零件,采用该薄壁零件加工方法,可避免加工过程中可能出现的薄壁零件易变性导致所加工的薄壁零件尺寸精度较低的问题。所述薄壁零件包括至少两个部分,所述方法包括:对由所述至少两个部分构成的薄壁零件整体进行粗加工,其中,所述粗加工用于指示对所述薄壁零件的加工尺寸留有第一余量;去除经过粗加工获得的薄壁零件的残余应力;对去除残余应力的所述第一零件进行精加工,所述精加工用于指示对所述薄壁零件的加工尺寸留有第二余量,所述第二余量小于所述第一余量;去除经过精加工获得的薄壁零件的残余应力

薄壁零件的加工方法.pdf
本发明薄壁零件的加工方法涉及机械加工领域,具体涉及薄壁零件的加工方法,包括以下步骤:粗加工,薄壁部位与其他部位一起粗加工,薄壁部位宽处要留1mm加工余量防止粗加工时因速度快、吃刀量大造成薄壁部位变形,粗加工方式应采用环绕走刀式,一次走刀由四周向中间螺旋扩展至侧壁;较为有效的降低了刀具接近薄壁部位时产生撞击力造成薄壁部位变形,同时刀具要求有足够的强度,刀具选择钨钢刀立铣刀。半精加工顶曲面,选择6mm球刀,曲面半精加工,去除过多的残料,使精加工余量均匀;本发明操作简单,方便操作,且能保证工件的加工质量和加工精

薄壁零件的加工方法.pdf
本发明公开了一种薄壁零件的加工方法,包括余量预留,沿着零件直径最大外圆处预留一条与零件同轴的环形加工余量边;凹槽加工,在所述环形加工余量边上加工一条与零件同轴的环形凹槽;零件装夹,以环形加工余量边上垂直于零件轴线方向的端面为支撑边,以环形加工余量边的外周向面为定位面,以环形凹槽内垂直于零件轴线方向的环形面为压钩压紧面。本发明避免了同一零件加工时应用多个夹具,减少了夹具组合带来的时间和生产成本,采用支撑定位压紧方式防止零件变形,零件压钩隐藏在零件内部,对深度方向的车削及测量不造成干涉。
一种用于薄壁零件加工的支撑装置.pdf
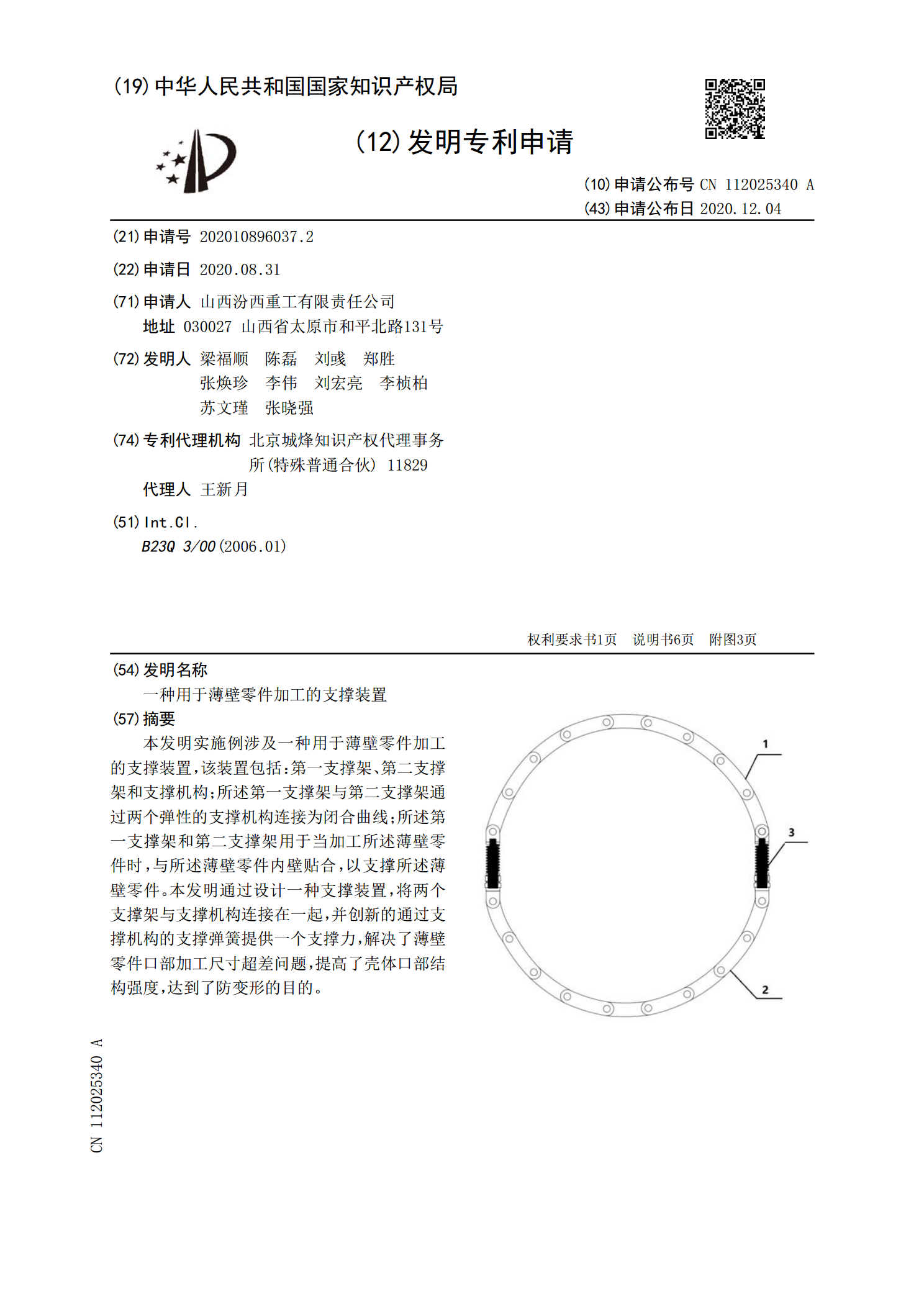
本发明实施例涉及一种用于薄壁零件加工的支撑装置,该装置包括:第一支撑架、第二支撑架和支撑机构;所述第一支撑架与第二支撑架通过两个弹性的支撑机构连接为闭合曲线;所述第一支撑架和第二支撑架用于当加工所述薄壁零件时,与所述薄壁零件内壁贴合,以支撑所述薄壁零件。本发明通过设计一种支撑装置,将两个支撑架与支撑机构连接在一起,并创新的通过支撑机构的支撑弹簧提供一个支撑力,解决了薄壁零件口部加工尺寸超差问题,提高了壳体口部结构强度,达到了防变形的目的。