
多孔薄壁凸轮板加工定位工装及加工方法.pdf

一吃****海逸


1/8
2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
多孔薄壁凸轮板加工定位工装及加工方法.pdf
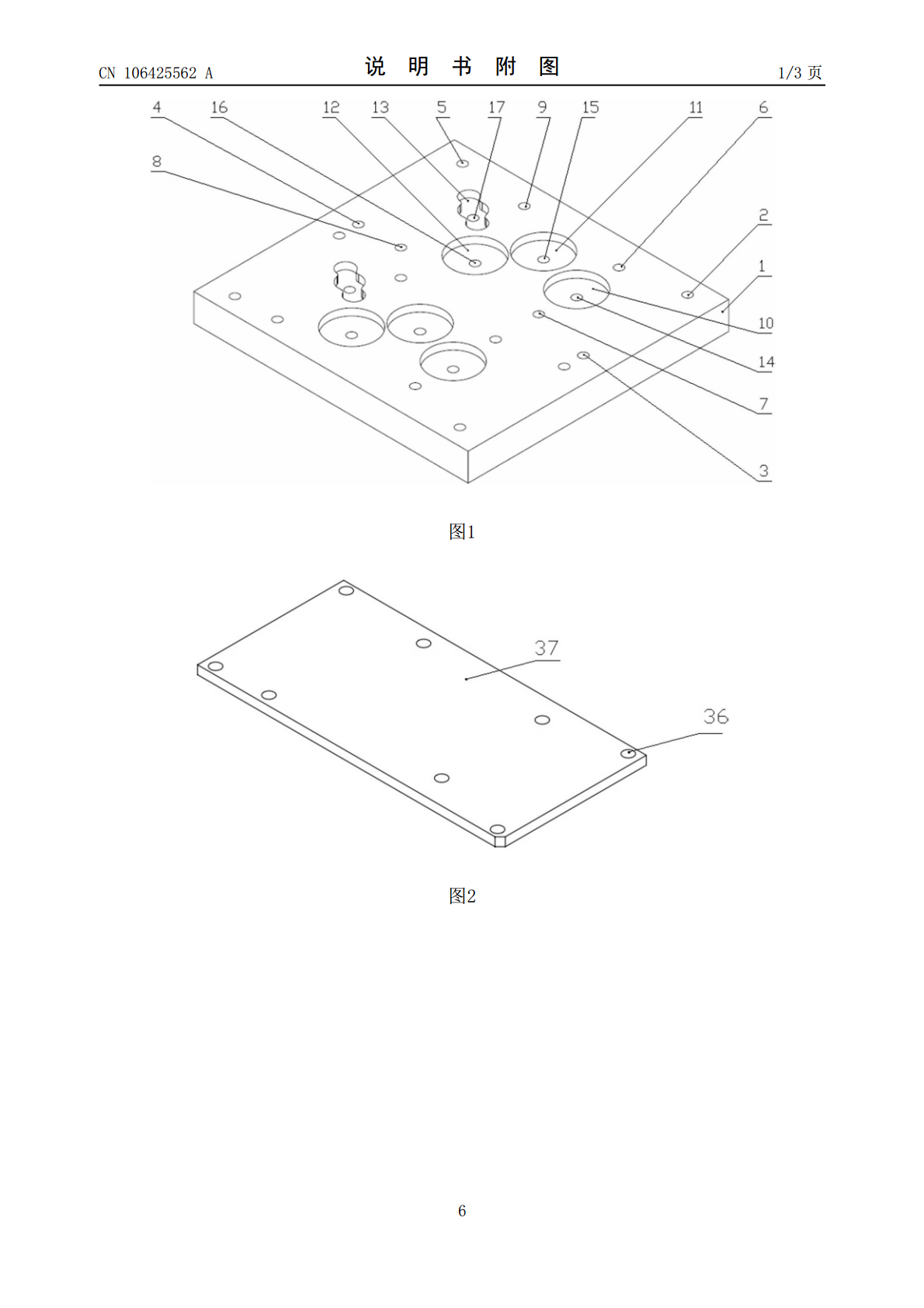
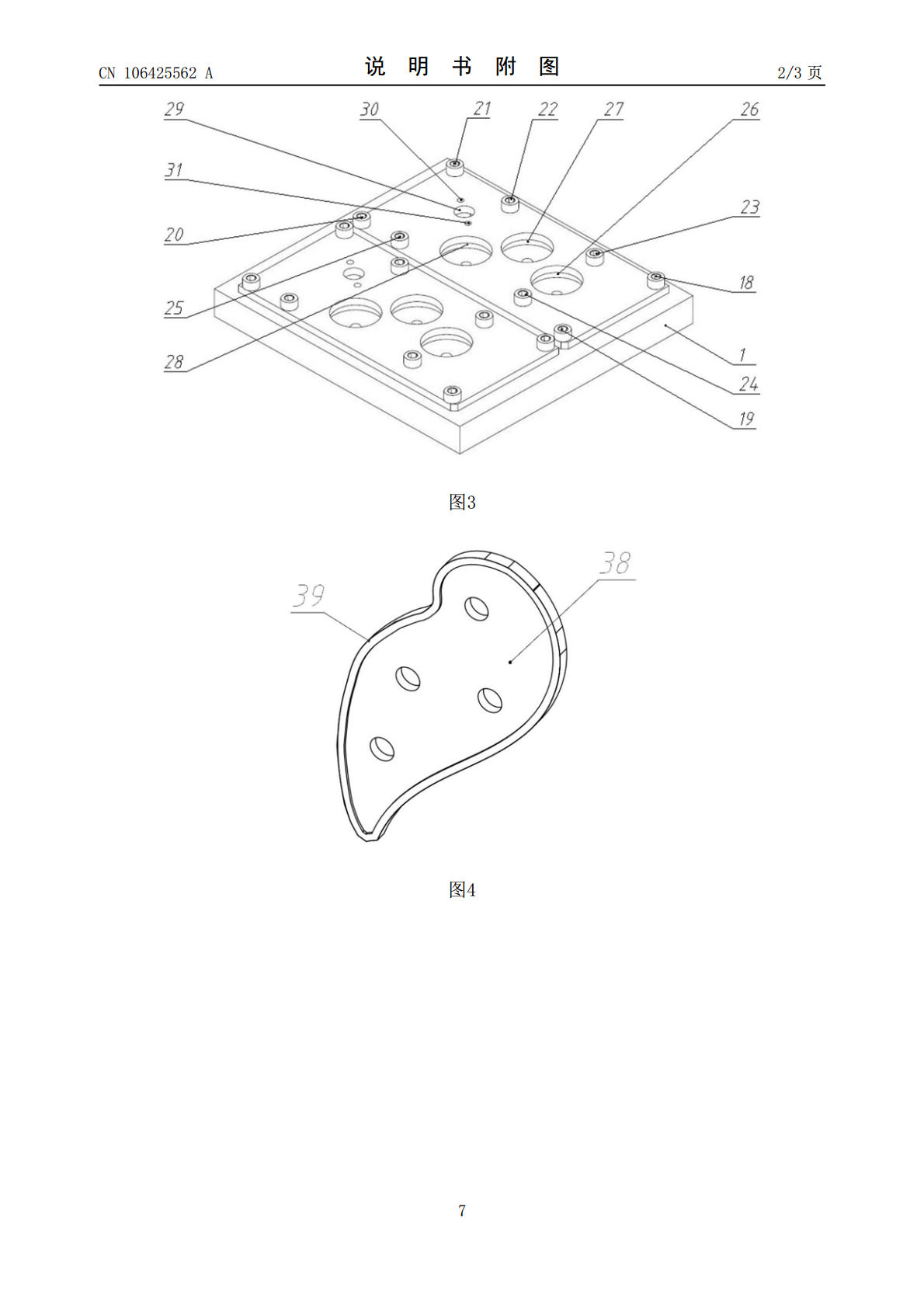
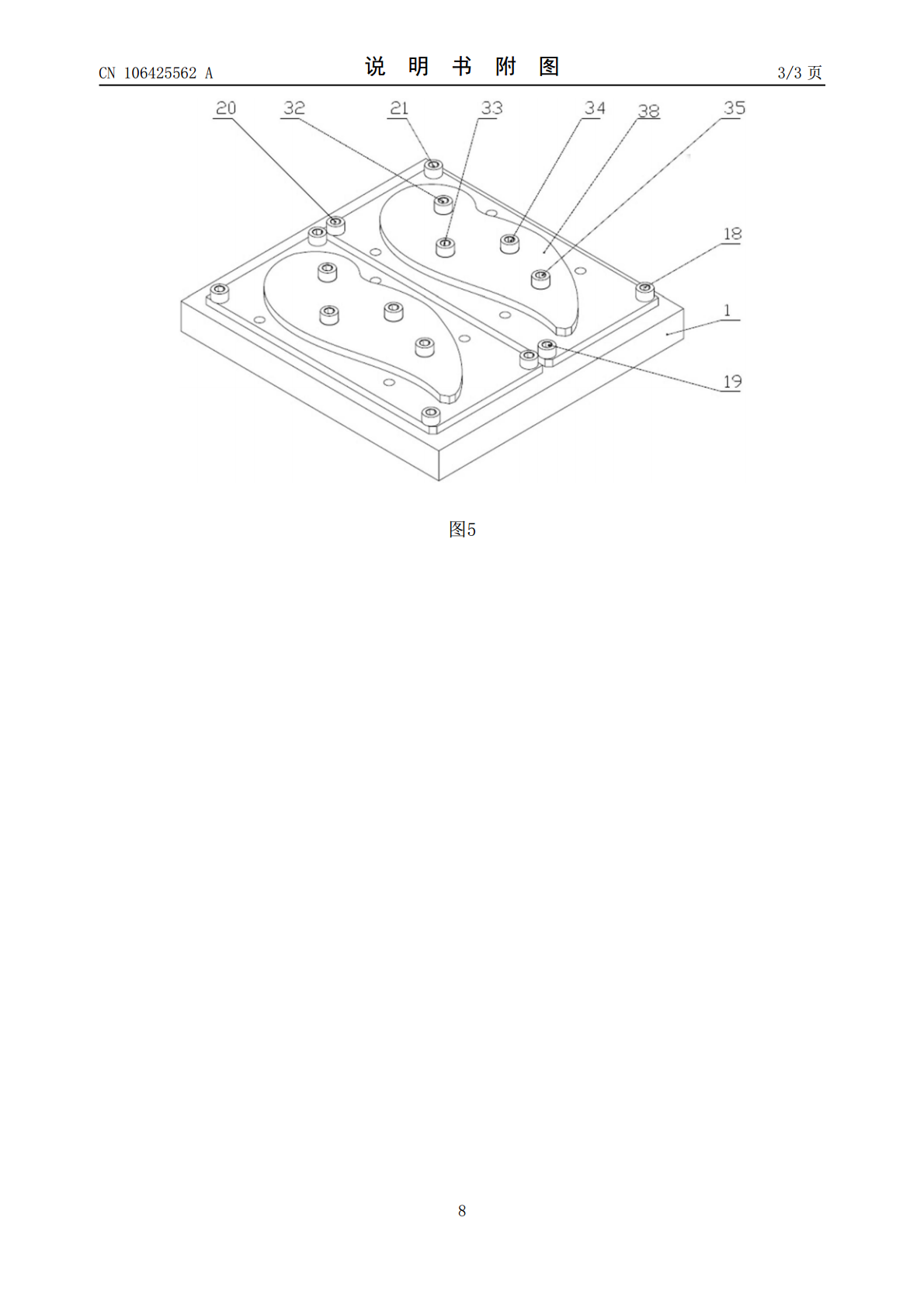
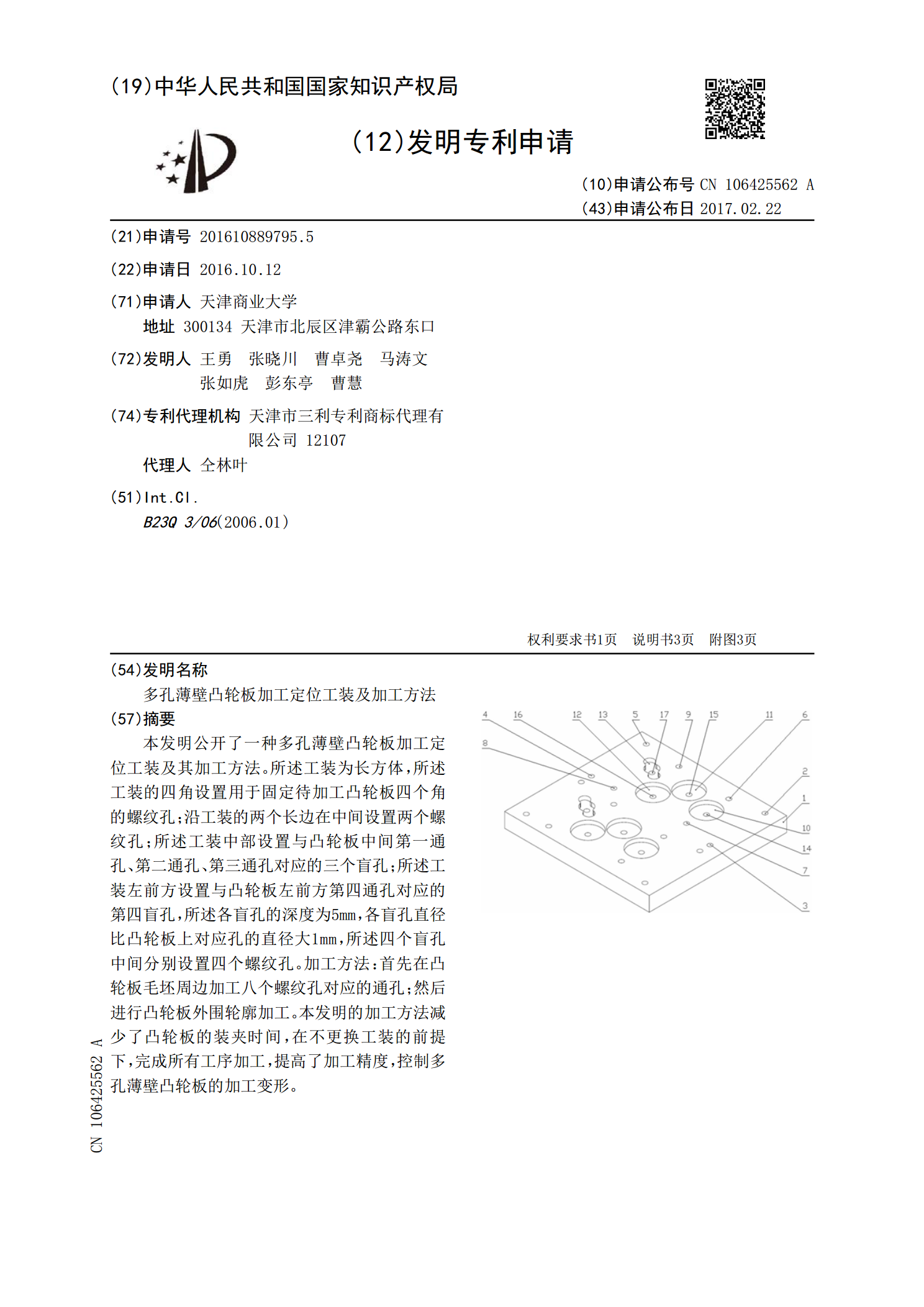
本发明公开了一种多孔薄壁凸轮板加工定位工装及其加工方法。所述工装为长方体,所述工装的四角设置用于固定待加工凸轮板四个角的螺纹孔;沿工装的两个长边在中间设置两个螺纹孔;所述工装中部设置与凸轮板中间第一通孔、第二通孔、第三通孔对应的三个盲孔;所述工装左前方设置与凸轮板左前方第四通孔对应的第四盲孔,所述各盲孔的深度为5mm,各盲孔直径比凸轮板上对应孔的直径大1mm,所述四个盲孔中间分别设置四个螺纹孔。加工方法:首先在凸轮板毛坯周边加工八个螺纹孔对应的通孔;然后进行凸轮板外围轮廓加工。本发明的加工方法减少了凸轮板
一种薄壁零件定位加工工装及方法.pdf
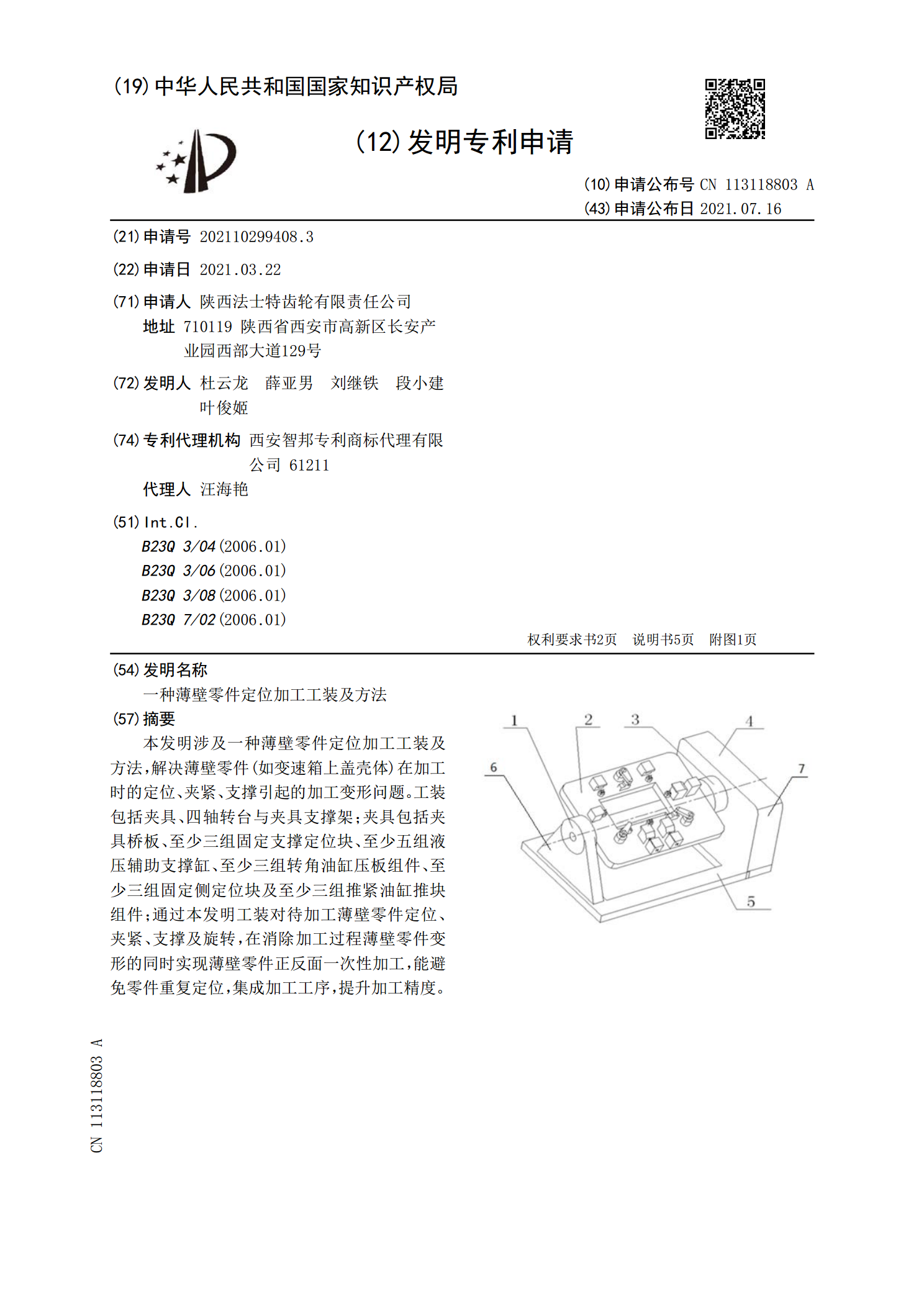
本发明涉及一种薄壁零件定位加工工装及方法,解决薄壁零件(如变速箱上盖壳体)在加工时的定位、夹紧、支撑引起的加工变形问题。工装包括夹具、四轴转台与夹具支撑架;夹具包括夹具桥板、至少三组固定支撑定位块、至少五组液压辅助支撑缸、至少三组转角油缸压板组件、至少三组固定侧定位块及至少三组推紧油缸推块组件;通过本发明工装对待加工薄壁零件定位、夹紧、支撑及旋转,在消除加工过程薄壁零件变形的同时实现薄壁零件正反面一次性加工,能避免零件重复定位,集成加工工序,提升加工精度。
一种凸轮定位孔加工装置.pdf
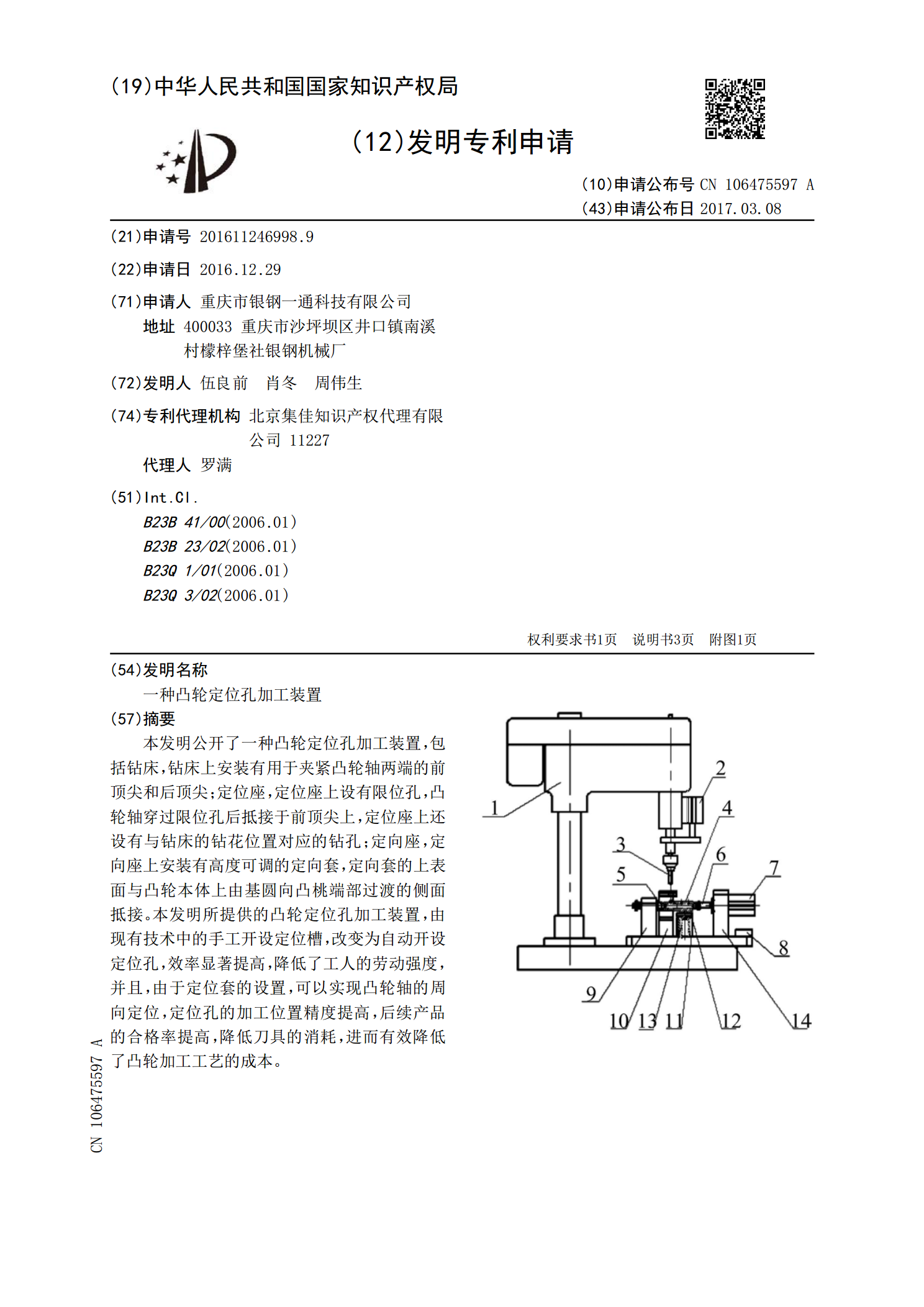
本发明公开了一种凸轮定位孔加工装置,包括钻床,钻床上安装有用于夹紧凸轮轴两端的前顶尖和后顶尖;定位座,定位座上设有限位孔,凸轮轴穿过限位孔后抵接于前顶尖上,定位座上还设有与钻床的钻花位置对应的钻孔;定向座,定向座上安装有高度可调的定向套,定向套的上表面与凸轮本体上由基圆向凸桃端部过渡的侧面抵接。本发明所提供的凸轮定位孔加工装置,由现有技术中的手工开设定位槽,改变为自动开设定位孔,效率显著提高,降低了工人的劳动强度,并且,由于定位套的设置,可以实现凸轮轴的周向定位,定位孔的加工位置精度提高,后续产品的合格率

渐开线凸轮加工装置及其加工方法.pdf
一种渐开线凸轮加工装置,包括安装在机床导轨上的夹具底座和安装在夹具底座上的支撑体,所述支撑体呈U型,且支撑体的两侧内壁上相对地设有上顶尖和下顶尖,上顶尖与下顶尖之间设有定位心轴,定位心轴上套装有基圆盘和凸轮底座,所述基圆盘的一侧靠模板,所述靠模板固定安装在机床床身上,待加工工件安装在凸轮底座的外周壁上。一种渐开线凸轮加工方法,包括如下步骤:1)安装渐开线凸轮加工装置;2)校正靠模板位置;3)调节所述支撑体在所述夹具底座上的位置;4)调节砂轮位置;5)启动机床。本发明的渐开线凸轮的加工装置不仅结构简单,而且

石材板定位移动加工装置.pdf
本发明涉及石材板加工技术领域,尤其涉及一种石材板定位移动加工装置,包括移动平台,所述移动平台的底部安装有四个车轮,所述移动平台的两侧分别设有夹紧固定机构,所述夹紧固定机构包括气缸、连接杆、转杆、上活动臂、下活动臂、滑动座以及压杆;所述气缸的活塞杆与所述连接杆的中部铰接,所述连接杆的两端分别与所述下活动臂的一端铰接,所述下活动臂的另一端与所述转杆固定连接,所述转杆通过轴承座安装在所述移动平台的底部,所述上活动臂的另一端与所述压杆的一端铰接,所述压杆的另一端与所述滑动座铰接,所述滑动座与横向设置在移动平台上的